The difficulties associated with welding products made from stainless steel with ferrous metal are mainly explained by the fact that these materials, although they belong to steel, are, in fact, dissimilar. In order to qualitatively weld such metals, that is, to obtain a weld whose mechanical characteristics will be close to the base metal of the products being joined, you must first select the right electrodes. In addition, it is necessary to take into account such a parameter of the metals being joined as their weldability, that is, the ability to form high-quality and reliable permanent joints obtained by welding.
Welding a stainless flange with a carbon steel elbow
Is it possible to weld ferrous metal with stainless steel?
When considering the possibility of welding stainless steel and ferrous metal, the main difficulty arises in the fact that despite the fact that these materials belong to steels, they are completely dissimilar, and therefore they differ due to certain technical properties and characteristics. However, it is still possible to weld stainless steel to ferrous metal , but many nuances must be taken into account, for example, the correct choice of electrodes, current strength, various physical coefficients, etc...
In production, where everything is done exclusively using the correct technology, practically no questions arise, how to weld stainless steel to ferrous metal. After all, welding any different metals, especially such ones, is incorrect and does not have sufficient strength due to the minimal homogeneity of the connection. There is also virtually no need to carry out such a procedure. But from a purely physical point of view, such a procedure is quite realistic. At home, it occurs much more often, since there is no need for strict adherence to technology. During the welding process itself, it is better to adhere to technology, as is the case with stainless steel, and it is also advisable to have experience working with it. At best, you need to know the chemical composition of both components in order to make the right choice of consumables.
What is stainless steel
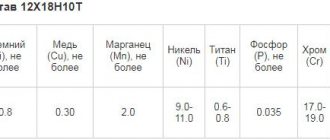
At its core, stainless steel is steel that has been improved by adding impurities to make corrosion impossible. The list of such additives is quite wide: copper, nickel, chromium, manganese, titanium, sulfur, molybdenum, silicon and some others. Due to the combination, the steel significantly changes its original properties and appearance.
The advantages of stainless steel are obvious:
- High strength;
- Good resistance to high temperatures;
- High resistance to corrosion and environmental influences;
- Aesthetically attractive appearance.
Kinds:
Austenitic steels. They contain at least 20% chromium and 4.5% nickel.
Duplex steels. Their chromium content reaches 25%, 1.5% nickel and a slight admixture of nitrogen.
Ferritic steels. Up to 29% chromium is allowed in their composition.
Martensitic steels. Their chromium content is insignificant, no more than 13%, and nickel maximum 4%.
Multicomponent steels. Minimal amounts of chromium and nickel and include a wide range of other enhancing impurities.
In this case, chromium is a reinforcing component, due to which strength and corrosion resistance increase significantly. Cold deformation is simplified and weldability, appearance and wear resistance are improved.
Stainless steel markings:
- A number indicating the percentage of carbon;
- Letter designations that give an idea of what kind of impurity is contained in this alloy: X-chrome, N-nickel, etc. After them come digital designations of the percentage of impurities.
Selecting Electrodes
The surfacing material for joining stainless steel to ferrous metal is selected according to the steel grade. Only in this case there will be no cracks in the seam area. The additive must contain the main alloying elements, because the diffuse welding layer contains up to 40% of the filler alloy. Electrodes are selected depending on the type of stainless steel:
- for austenitic (acid-resistant) stainless steel, electrodes NIAT-5, EF400/10U with a basic coating and a rod alloyed with chromium, nickel, molybdenum (the fourth type of weldability) are suitable;
- for chromium-nickel stainless steels - TsT-28, TsL-11 with the main type of coating, alloying additives: molybdenum, chromium, tungsten, manganese; OZL-22, OZL-14A, OZL-7, OZL-36 with a special flux coating, rods with a high content of chromium, nickel, manganese;
- for steel with nickel – ESAB OK 67.70, OK 67.75 with rutile coating containing titanium oxide (limited weldability);
- for heat-resistant stainless steel - E50A (UONI 13/55) with the main type of coating made of carbonates and fluorides, with a high content of manganese;
- for heat-resistant stainless steels - OZL-25B, ZIO-8 with basic coating, rod with a high content of chromium, manganese, molybdenum.
Before work, the electrodes are calcined for an hour and heated to + 180–200°C. Take only the quantity you need with a reserve of 2-3 pieces. After calcination, filler rods are not stored for a long time; the coating will begin to crumble. For critical seams, electrodes are selected according to the reference table.
What are ferrous metals
They are rightfully considered the most popular. They account for more than 90% of all metals used in production. Essentially it is iron and its various alloys enriched with carbon. It is the percentage of carbon that determines the final version of the acquired properties: cast iron or steel.
Cast iron contains 1.7% or more carbon; in steels the carbon content varies from 0.2 to 1.7 percent. For qualitative improvement, it is customary to use alloying additives (from the Latin “to bind”), which are other alloys, metals and chemical elements.
The most common alloys are chromium, silicon, copper and nickel.
According to the name, ferrous metals have a dark gray, almost black color. The main properties include: fairly high melting temperatures, high strength and hardness.
It is customary to distinguish:
- Ferrous metals: iron, cobalt, nickel, manganese;
- Refractory metals with a melting temperature of 1539 degrees.
Properties:
- Strength;
- Hardness (the ability of a metal to resist against a harder embedded sample);
- Elasticity (the possibility of returning to the original form);
- Viscosity (impact absorption);
- Plasticity (the ability to change without breaking).
Having considered the main characteristics of stainless steel and ferrous metals, we can move on to consider the question: is it possible to weld stainless steel with ferrous metal. The main difficulty lies in the foreignness of these steels. In order to weld stainless steel with ferrous metal, you will need a carefully selected welding mode, good technical equipment and the professionalism of the specialist performing the process.
Principles of welding stainless steels
The weldability of stainless steels - the ability to form high-quality welded joints (including with ferrous metals) - is influenced by certain characteristics of such alloys.
- The thermal conductivity of stainless steels, when compared with the same parameter of alloys with low carbon content, is low. Due to the fact that stainless steel is not able to quickly remove heat, it becomes very hot during welding, and this negatively affects the characteristics of the joint being created and the base metal. To avoid overheating of stainless steel products when welding them with ferrous metal parts, it is necessary to reduce the welding current (by an average of 20%).
- Stainless steel alloys are characterized by a high coefficient of linear expansion, which leads to significant deformation of the metal during welding. In addition, this factor causes deformation of stainless steel products even at the moment when they are already connected by welding and are cooling. To avoid this, it is necessary to provide wider gaps between the parts being connected.
- The high electrical resistance that stainless steel has causes significant overheating of welding electrodes. This is especially true if electrodes made of high-alloy steel are used for welding. To avoid these problems, welding of both homogeneous and dissimilar steel alloys should be performed with short electrodes (no more than 350 mm), the rod of which is made of chromium-nickel alloys, characterized by low electrical resistance.
- The tendency to form intergranular corrosion, to which high-chromium steels are especially susceptible, leads to a deterioration in the anti-corrosion properties of stainless steel and the appearance of cracks in its internal structure. This type of corrosion also occurs due to overheating of the metal during welding. This phenomenon, the essence of which is that solid carbide compounds appear at the boundaries of the crystals of the base metal, is combated in various ways. The most effective of these methods is the rapid cooling of metal that has undergone significant heating during the welding process. However, it should be noted that the rapid cooling method, for which ordinary water is used, is effective only in cases where the material to be joined is chromium-nickel steel.
The peculiarity of joining two different types of steel is that during the process of heating, a melt occurs. Metals become soft, but stainless steel in this regard becomes fluid, like water, and black steel acquires a viscous consistency. This is the big problem. There is only one way to solve this - use a stainless steel welding electrode to make the connection. For example, OK61.30 is a universal grade, or OK67.45 - this electrode is usually used in the most difficult situations, which include welding stainless steel and ferrous steel.
By the way, manual arc welding with a consumable electrode in this situation is the simplest compared to other technologies. But the use of gas welding is considered a better option in terms of obtaining a high-quality seam. The thing is that stainless steel filler wire reduces the fluidity of the base metal by almost three times. From this we can conclude:
- If you need to join stainless steel and ferrous metal parts at home, then choose electric arc welding.
- If you need the connection to be able to withstand significant loads, then it is better to use gas-shielded welding.
By the way, it is often better not to use argon welding for these purposes; such a connection will be too expensive. It can be replaced by conventional gas welding using stainless wire as an additive. It would be ideal if the welding area is protected with flux. But it will also have to be chosen based on the welding of two different alloys.
Equipment and tools for welding stainless steel with ferrous metal
How to weld stainless steel with ferrous metal ? First of all, for this you need a set of equipment:
Of course, to weld stainless steel and ferrous metal, you need an inverter welding machine operating on direct current. Welding modes are selected depending on the thickness of the part.
When choosing electrodes, the specificity of the coating should be taken into account. The main types are: OZL-25B (high heat resistance); NIAT-5 (austenitic materials); TsT-28 (nickel-containing steels); E-50F (similar to OZL-25B).
The alloy metal in the wire must contain higher values than that of the material being welded. In other words, the higher the content of nickel, manganese and chromium in the wire, the stronger the connection will be.
Of course, it is important to remember about the correct setup of welding equipment and materials. How to choose the right operating mode:
- If the thickness is 1 millimeter, usually the direct current does not exceed 58-60 Amperes (electrode diameter is 2 millimeters);
- In the case of a thickness of 2 to 3 millimeters, the current can reach up to 75-80 Amperes (electrode 3 millimeters);
- When the thickness reaches 4 mm, use a current of up to 125-128 Amperes (4 mm electrode);
If the DC current reaches too high a level, there is a risk of damage to materials during the welding process.
Selecting Electrodes
In order to reliably weld a product made of stainless steel to a part made of ordinary ferrous metal, a number of important nuances should be taken into account. First of all, they relate to the choice of filler wire of a certain chemical composition. The metal of the filler wire, the degree of alloying of which must be higher than the similar parameter of the material of the product being welded, must necessarily contain elements such as manganese, nickel and sometimes chromium.
Brands and chemical composition of high-alloy welding wire (click to enlarge)
An important condition for the formation of a high-quality welded joint is the presence of a certain proportion of base metal in the composition of the weld being formed. Depending on the welding technology used, the amount of base metal in the weld material can be 30–40%.
Before welding a stainless steel workpiece with a ferrous metal part, you should find out the chemical composition of the steels being welded in order to select the correct type of electrodes.
Dissimilar materials that need to be joined by welding may differ in a number of parameters:
- ability to form permanent connections (weldability);
- thermal conductivity;
- mechanical characteristics;
- degree of alloying;
- chemical composition.
In this case, steel alloys, the products from which must be welded together, may belong to one of the following categories:
- carbon;
- low alloy;
- heat resistant;
- alloyed;
- characterized by a high degree of alloying - highly alloyed.
Approximate selection of welding material depending on the purpose of the weld
The main problem associated with welding dissimilar steels (stainless steel and ferrous metals) is the formation of cracks in the formed weld. Very often, in order to avoid such a problem, specialists use high-alloy electrodes for welding stainless steel products with parts made of ferrous metals, which allow them to form a weld with high strength parameters.
The result of arc welding of stainless steel with black steel with an OZL-6 electrode. The seams, although darker, have not rusted for several months
In general, for welding stainless steel products with parts made of ferrous metals, several main types of electrodes are used:
- E50A – for steels characterized by high heat resistance;
- OZL-25B – for steel alloys classified as heat-resistant;
- NIAT-5 – for steels with an austenitic internal structure;
- TsT-28 – for steel alloys containing a significant proportion of nickel in their chemical composition.
Technology and operating rules
The correct choice of method for welding ferrous metal to stainless steel helps to obtain a strong, durable connection.
Suitable modes
The following technologies are most often used to connect parts made of dissimilar materials:
- electric arc welding with fusible electrodes;
- work in an argon environment with or without infusible tungsten rods and filler wire.
To obtain a high-quality weld using the electric arc method, electrodes are used for welding stainless steel.
The argon arc method involves the use of steel wire with alloying additives: nickel, chromium, manganese. The suture material should contain more stainless steel, the recommended concentration of this metal is 40-60%.
Electrodes for stainless steel welding and their classification
The stability of the welding arc and the quality of the resulting seam depend on the correct choice of rods. To work with ferrous metal and stainless steel, the following brands of adapter electrodes are used:
- OZL-25B, used for welding parts made of heat-resistant steels;
- NIAT-5, used for working with austenitic materials;
- TsT-28, intended for welding nickel-containing alloys;
- E50F, used for working with heat-resistant metals.
We recommend reading: How to cook stainless steel with a semi-automatic machine
For currents up to 60 A, rods 2 mm thick are used. If the value reaches 80 A, the electrode diameter should be 3 mm.
How to weld stainless steel to ferrous metal: methods and procedures
There are three ways to weld stainless steel to ferrous metal :
- Single electrodes with nickel coating in the mma system.
- Tungsten electrodes. In this case, regular sharpening of the rod tip is necessary.
- In an argon environment, where the gas performs a protective function. The use of gas makes the connection more reliable, helps to avoid oxidation, and, as a result, the fragility of the seam. However, this method involves the use of a specialized welding machine capable of performing operations in a similar mode.
Regardless of the type of welding work being carried out, to obtain the best result, the rod is positioned strictly perpendicular to the surface and all movements are made as smoothly as possible.
Before welding stainless steel with ferrous metal, you must do the following:
- Prepare consumables made on a nickel base;
- Electrodes must be calcined. The most suitable temperature should be between 200 and 205 degrees for 60 minutes;
- DC current must be connected;
- The surface of stainless steel and ferrous metal must be cleaned of dust, stains, dirt, and rust.
How to cook with an electrode
Inverters are used to connect stainless steel and ferrous metal workpieces in domestic conditions. The devices are powered from a 220 V network; their compact dimensions make them easy to move. The welding process is carried out as follows:
- Clean the treated surfaces from rust, grease and dust. Clean the metal until it shines.
- The edges of thick workpieces are cut with a grinder or file. This ensures a high degree of penetration and filling of the weld pool.
- Thin-walled parts are compared and welded in several places. Products with a thickness of more than 5 mm are heated to 150 °C. At home, a blowtorch is used for this.
- Excites an electric arc. To do this, bring the electrode to the surface and touch it several times. Welding is carried out with a short arc.
- The welding is completed, forming a lock that prevents the appearance of cracks and burns.
- Wait for the seam to cool naturally. Coercive methods cannot be used.
- Clean the connection from slag using a hammer. Polish and grind the seam.
We recommend reading: How to cook stainless steel with a semi-automatic machine
Semi-automatic machine
When using this technology, the elements to be connected require preparation. Before welding, perform the following steps:
- the areas adjacent to the future seam are cleaned with an iron brush to a metallic shine;
- chamfers are removed from the edges of thick workpieces;
- degrease surfaces with acetone, alcohol or gasoline;
- dry the edges by heating them with a burner;
- To eliminate internal stress, parts are heated to 200 °C.
For welding at home, a semi-automatic machine with a power of up to 10 kW is sufficient. Such devices are designed for joining workpieces up to 3 mm thick. When setting up the unit, the voltage is set to 19-25 V. The recommended supply speed of consumables is 300-400 m/h. The current strength is selected depending on the thickness of the metal. By increasing or decreasing this parameter, the degree of penetration, the length of the electric arc, and the shape of the seam are adjusted.
When working, observe the following rules:
- The process is carried out with a current of reverse polarity.
- The torch is installed at an angle to ensure the required penetration depth and width of the weld pool. The wire should protrude no more than 12 mm.
- Gas flow should be 6-12 m³/hour. To remove excess moisture, the substance is passed through a desiccant.
- The electrode is calcined at +200 °C before use.
- To protect adjacent areas from melt splashes, they are treated with an aqueous solution of chalk.
- Welding begins by retreating 5 mm from the edges of the parts. This prevents cold cracks from appearing.
- The electrode is guided smoothly along the connection. Transverse movements are unacceptable. The melt must not leave the protective environment.
In a gas environment
The process is carried out using infusible tungsten electrodes. Due to the high cost of the work, the method is rarely used in home workshops. However, it helps to obtain the highest quality welded joint in comparison with other technologies. The argon method is used to repair damage in gas and water pipelines. Welding ferrous metal with stainless steel is carried out with direct current.
Gas begins to be supplied 5-10 seconds before the electric arc appears. The entry of air into the weld pool leads to oxidation and deterioration of the anti-corrosion properties of steel. During operation, zigzag movements of the electrode are unacceptable. They are capable of disturbing the gas space.
To protect the underside of the seam, blowing is used. After welding is completed, gas continues to flow for 15 seconds. This increases the strength of the seam.
Welding thin stainless steel
Welding thin metal requires a certain level of knowledge and skills from the performer. When working with thin-walled products made of corrosion-resistant steels, it is important not only to choose the right electrodes, but also to correctly determine the voltage. How to weld thin stainless steel with an electrode and what current is used to weld stainless steel will be discussed below.
Compared with ordinary steel, welding of thin stainless steel with an electrode should be carried out at a lower current . The number of amps required is approximately 20% less.
The diameter of the welding rod plays an important role. When the thickness of the welded product is 3 mm. diameter of the consumable is 3-4 mm.
Rods no longer than 35 mm should be used. The heating temperature should not exceed 500°C.
It is not recommended to cool the product abruptly.
Household welding of thin stainless steel is carried out using an inverter. It is recommended to follow the following rules:
- do not heat the workpieces and the joint above a temperature of 150°C;
- the welding process is carried out at low current values at high speed ;
- without oscillatory movements of the electric arc;
- under the workpieces that will “take away” some of the heat . This will prevent the work area from becoming too hot and causing holes to form.
Metal up to 3 mm thick. cooked without cutting. There should be a gap of 1-2 mm between the workpieces.
When carrying out inverter welding using electrodes with a diameter of 3 mm, it is necessary to set the voltage to 80 A.
Craftsmen use the following grades of electrodes to connect thin corrosion-resistant steels:
TsL-11 is a common and popular brand of welding materials. The weld material deposited with TsL-11 is resistant to corrosion under unfavorable conditions.
OK 63.20 is intended for work with thin-walled elements operating in contact with liquid aggressive non-oxidizing media at temperatures up to 350°C.
Advantages and disadvantages of semi-automatic welding
Advantages:
- high productivity without loss of weld quality;
- absence of strong smoke, which makes welding indoors easier;
- a small amount of metal spatter (due to the gradual feeding of the welding wire);
- the ability to weld thin and thick workpieces;
- reduced amount of welding material consumption.
Flaws:
- the need to use a gas cylinder
This disadvantage lies in the difficulty of transporting the cylinder to the welding site. But if you take into account all the listed advantages, then you can easily turn a blind eye to this drawback.
Welding stainless steel with an electrode at home
To carry out welding at home, many performers use inverter-type devices.
Units of this type operate from a standard 200 V power source; their small dimensions and weight make it convenient to move and transport the equipment.
The relatively low cost has made this type of equipment a top seller among performers. Welding stainless steel using inverter welding creates a reliable connection.
When setting up the inverter, the following parameters should be taken into account:
- if the metal thickness is 1.5 mm, then the current should be 40-60 A, electrode Ø 2 mm.
- part thickness 3 mm: voltage 75-85 A, rod Ø - 3 mm.
- thickness 4 mm: current 90-100 A, rod Ø - 3 mm.
- thickness 6 mm. voltage 140-150 A, consumable Ø - 4 mm.
Welding is carried out with direct current of reverse polarity.
The welding process includes several stages:
- Rust, oil and other contaminants should be removed from the working surface , cleaning is carried out with a metal brush;
- The edges of a product whose thickness exceeds 4 mm must be cut. This ensures a good level of penetration and filling of the weld pool. Cutting is done with a grinder or file;
- when working with thin metal , you need to tightly bring the welded edges together and make tacks;
- product with a thickness of more than 7 mm. should be heated to 150°C. When carrying out household welding, it is recommended to do this with a blowtorch;
- work begins with igniting the arc. The electrode is brought to the surface and touched several times, thus activating it.
- connections are made on a short arc ;
- a “lock” should be made at the end of the seam to avoid the formation of cracks and fistulas;
- after finishing the welding process, you need to let the product cool, it is not recommended to do this forcibly;
- the slag crust is removed with a hammer or cleaned approximately five minutes after completion of work;
- The last step is polishing and grinding .
Preliminary work before welding begins
Immediately before starting the welding process, the following steps must be performed:
- Clean the surface on which welding will take place until it shines with an abrasive material.
- Remove chamfers if the wall thickness of the workpieces being welded is more than 4 mm
- Degrease the surface with alcohol, acetone, gasoline or solvent
- Remove moisture by heating the edges with a burner to 100⁰C
- To eliminate internal stress, the metal is heated to 200⁰ before welding.
Which welding technology is better to choose?
When deciding how to weld stainless steel to ferrous metal in a home workshop, welders prefer cheap methods. However, the most durable seam is obtained using expensive argon arc technology. Such equipment is rarely found in a home workshop. Purchasing the device is not advisable.
Inverters are cheaper. Stable operation and high strength of the resulting seam make this equipment preferable for home craftsmen.
Manual arc technology is only suitable for forming horizontal connections. When exposed to high temperatures, the steel melts and the weld pool moves.
If you need to do something at home or just check whether it is possible to weld ferrous metal with stainless steel, then it is better to use ordinary electric arc welding with stainless electrodes. As a rule, its quality turns out to be quite sufficient for the purposes for which everything will be used. If the parts are subject to heavy loads or are in an awkward position, then it is better to use gas welding, as it will simplify the procedure for forming a seam and thereby reduce the number of errors. Welding stainless steel with carbon steel using argon is rarely used and only for the most critical cases when it is simply necessary.
How the welding process works
The workpieces must first be prepared: cleaned from dirt and dust, removed scale - cleaned to a metallic shine with an iron brush or sandpaper. Then they degrease with alcohol or a solvent, apply flux to the edges, it evens out the melting, and both workpieces are heated evenly.
It is advisable to weld workpieces in the lower position so that the melt pool does not spread. Movements must be precise. To qualitatively weld stainless steel to ferrous metal with a conventional electrode, you need a current of reverse polarity (connect the “+” contact), you need to keep it closer to the carbon ferrous alloy, it has lower fluidity. The seam is made deep and wide; the diffusion layer must cool slowly so that crystallization is uniform. Preheating of workpieces is used only in extreme cases, for heat-resistant alloys.
Use an inverter with additional functions as a current source. When gas welding, the seams are boiled for a long time to form a large melt pool. After checking and cleaning the seams, the working area is covered with a passivating layer.
How to check connection quality
The resulting seam is checked after it has completely cooled. First of all, a visual inspection of the surface is carried out for the presence of cracks or burnt parts. If the tightness of the connection is required, then the test is continued using kerosene or ammonia. Using kerosene, microcracks that may have arisen during the welding process are checked. To do this, a chalk solution is applied to one side of the seam being tested, and kerosene tinted with dye is applied to the other side. If the chalk solution has changed color, the seam is not sealed. In the place where staining has occurred and there is no seal. The coloring effect is based on the capillary penetration of kerosene through microcracks. Kerosene was also not chosen by chance; this liquid has very high fluidity. Testing with ammonia is no different from testing with kerosene, only in this case the chalk solution is replaced with special indicators that change color.
Seam connection quality
Critical closed structures can also be tested for tightness and strength at the same time. For this purpose, artificially created hydraulic pressure is used.
It is important to remember that if there is a suspicion of an obviously weak weld, then using this method is strictly prohibited.
Checking the quality of the seam will allow you to be sure that you managed to weld the parts well.
Security measures
Welding work is carried out in strict compliance with safety regulations:
- Never use faulty equipment. Check the device in advance, inspect the working elements and wires for possible breakdowns.
- The electrodes must be new, with the working layer intact. Cracked rods should not be used.
- Prepare your workplace in advance. Remove all flammable mixtures away and clear the table of unnecessary objects that may interfere with welding work.
- Welding is considered a harmful technological process. Therefore, you need to use a welder’s mask, protective overalls, gloves, and durable shoes.
- Place a rubber mat under your feet to prevent electric shocks.
- The room in which welding work is carried out must be equipped with a good ventilation system.
- For convenience, it is advisable to carry out work on a metal work table.
When working with cylinders filled with inert gases or oxygen, it is necessary to wipe off any oil leaks in the work area.
Any welder knows how difficult it is to weld stainless steel parts together. The process becomes more complicated if you need to connect stainless steel with ferrous metal. Therefore, it is necessary to accurately determine the components of materials, select electrodes, and the operating mode of the device. During the work process, you need to take into account the advice of professionals.
Welding Recommendations
- When using gas welding, it is prohibited to quickly cool fresh welds. It is necessary that the product cools down without external intervention.
- If tungsten rods are used, be sure to remember to properly sharpen the tips.
- There is no need to rush during the welding process: you need to move smoothly and slowly to avoid defects.
- When welding stainless steel and ferrous metal, it is better to grab more ferrous metal, as this will create very good tight seams.
- To improve the quality of welds, welding flux is often used, which helps to make the welding process safer and more convenient.
WELDING QUALITY CHECK
There are several ways to check the quality of seams during welding of stainless steel and ferrous metal :
- The first option is to check the density of the resulting seam using kerosene. Its flow from the reverse side indicates the formation of gaps and, accordingly, poor welding quality;
- The second method is to use acetone. The process is similar: the weld is coated with acetone. OIf it comes out from the reverse side, this is a sign of the presence of holes or cracks.
- The last option is hydraulic. After this, the part must be inspected. If defects are detected, the product is considered defective.
Bottom line: what to consider when welding stainless steel and ferrous metal
Thus, answering the question: is it possible to weld stainless steel to ferrous metal , it is worth noting that despite the complexity of the process, it is quite feasible. But you must strictly adhere to the basic rules:
- Correct identification of all impurities and type of metal;
- Competent selection of electrodes;
- Selection of the optimal required welding mode, depending on the thickness of the workpiece and the type of steel.
- All welding work is carried out only when DC current is supplied;
- To obtain a high-quality connection, surfaces are usually fixed horizontally;
- It is necessary to take into account the difference in melting and fluidity temperatures of metals. Thus, stainless steel has faster fusibility than ferrous metals;
- Different indicators of linear expansion that change during the cooling process require close attention. Otherwise, the size of the two parts being connected that changes after cooling can lead to damage to the connection;
- Do not allow the electrode to overheat.
Taking into account all the listed nuances and having studied in detail the properties and composition of the surfaces being processed, it is possible to achieve a reliable, high-quality connection that retains all the basic positive properties of steels.
The basis of work in the case of welding dissimilar metals is to establish a clear boundary of admissibility and optimization. The only thing that can be added to all of the above is the need to comply with safety measures and all technological criteria.
Tables with semi-automatic welding settings
Butt bottom position
| Workpiece thickness, mm | Gap, mm | Wire diameter, mm | Welding current, and | Welding voltage, V |
| 0,8 | 0 | 0,8 | 50-80 | 16 |
| 1,2 | 0 | 0,8 | 70-80 | 17 |
| 2,0 | 0,5 | 0,8 | 70-80 | 17,5 |
| 3,0 | 1 | 0,8 | 80-90 | 18 |
| 4,0 | 1,5-2,5 | 0,8 | 100-110 | 20 |
| 5,0 | 2,5 | 1,0 | 135-145 | 21 |
| 6,0 | 2,5 | 1,0 | 140-150 | 22 |
Vertical spatial position
| Workpiece thickness, mm | Wire diameter, mm | Torch direction | Welding current, and | Welding voltage, V |
| 0,8 | 0,8 | down | 50-80 | 16 |
| 1,2 | 0,8 | down | 70-80 | 17 |
| 2,0 | 0,8 | down | 70-80 | 17,5 |
| 3,0 | 0,8 | up | 80-90 | 18 |
| 4,0 | 1,0 | up | 100-110 | 20 |
| 5,0 | 1,0 | up | 135-145 | 21 |
| 6,0 | 1,0 | up | 140-150 | 22 |
Corner connection lower position
| Workpiece thickness, mm | Wire diameter, mm | Welding current, and | Welding voltage, V |
| 0,8 | 0,8 | 60-70 | 15 |
| 1,2 | 0,8 | 70-80 | 16 |
| 2,0 | 0,8 | 80-90 | 17 |
| 3,0 | 0,8 | 90-100 | 19 |
| 4,0 | 1,0 | 130-140 | 22 |
| 5,0 | 1,0 | 155-165 | 24 |
| 6,0 | 1,0 | 175-180 | 26 |