Content:
Argon arc welding is called arc welding in a shielding gas environment - argon.
The welding process is based on the melting of the edges of the metal being welded and the filler material under the action of an arc that burns between them. At the same time, the arc itself, the weld pool, the edges of the metal and the end of the filler material (wire) are protected from environmental influences by gas - argon, which is supplied using a torch. To improve the quality of the process, various argon arc welding modes are used, depending on the type of metal being welded, the complexity of the design and other parameters of the welding process.
A special feature of argon arc welding is that the torch moves only along the axis of the weld - there is no transverse vibrations at all. This results in a narrower weld seam than other welding methods. And in order to prevent excessive spattering of the metal, the welding wire must be fed as smoothly as possible, while the weld pool must be extended towards the direction of the welding process.
Welding safety
Almost all safety rules for welding in argon relate to preliminary preparation for the process. The likelihood of a hazardous situation occurring is minimal with proper preparation. Here are the basic principles for ensuring safety when welding using the argon method:
- The specialist has no right to carry out adjustment and repair procedures while the device is running..
- There must be at least 10 meters from the gas source to the fire source.
- During automatic welding, no manipulations are allowed . This can not only disrupt technology, but also harm health.
- Before starting work, you need to check the grounding of the welding machine, the reliability of the hose for supplying argon and water (if the torch is supposed to be cooled with water), check the seals on the pressure gauges, the threads on the union nuts, and the insulation of the holder handle.
- On automatic welding machines, a folding shield with a light filter is installed on the welder's side . Electrical wiring and tubes are contained in a common rubber hose. Burners must not have exposed live parts.
- The burner handles are covered with material and a shield that protects the welder’s hands from burns.
- During the welding process of some metals (in particular, copper and aluminum), toxic gases are released , so the room must be provided with good ventilation or an air supply.
- In exceptional situations, work should be carried out wearing a gas mask . In order to avoid burns from hot aluminum, molding spacers are used on horizontal seams, and movable curtains are used on vertical seams.
- Cleaning of aluminum additives in caustic soda solution should be carried out using rubber gloves and goggles for protection.
Thus, argon arc welding allows high-quality welding of special types of metals that cannot be joined by other methods. These are aluminum, copper and non-ferrous metals. With standard welding, it is not possible to obtain a high-quality and reliable seam for joining refractory workpieces. A special feature of welding is that it is carried out in a shielding gas environment. Argon provides reliable protection of the welding zone from the influence of external adverse factors.
Advantages and disadvantages of argon arc welding.
Argon arc welding has many advantages:
- the metal being welded is heated to the minimum required values
- the metal in the molten state is reliably protected from exposure to ambient air, which means that there will be no compounds in it that will negatively affect the quality of the weld
- welding speed increases due to increased thermal power of the welding arc
- The welding process is easily controlled
- The technique of such welding is quite simple, which means that the welder does not require high qualifications
- This welding method makes it possible to weld metals that are usually difficult to handle in this way. Also, argon arc welding allows you to weld dissimilar metals
- The welding process can be completely mechanized and automated.
The disadvantages of argon arc welding include:
- difficulties when working outdoors or in drafts, since gas protection is not very stable under such conditions
- occurrence of ultraviolet radiation
- complication of the process when using a high-ampere arc during the welding process, since in this case it is necessary to use cooling.
Selecting the argon arc welding mode and its main parameters.
Tig welding modes are selected based on the welding conditions. And in order to choose the most suitable mode in a particular case, you need to pay attention to several important parameters.
- Type and polarity of current.
When argon arc welding, a current of direct polarity is used. Reverse polarity current cannot be considered suitable in this case, since it is accompanied by the following features:
- The arc voltage increases, but its stability becomes less
- The resistance of the electrode also decreases, as a result of which it heats up more and is consumed faster.
As for the type of current, in most cases direct current is used in argon arc welding. Alternating current is used only if aluminum, magnesium, beryllium or their alloys are welded.
- The magnitude of the welding current.
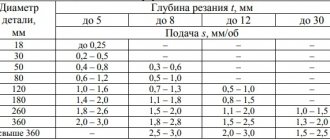
The magnitude of the welding current during argon arc welding depends on the diameter of the electrode, the metal being welded, as well as the type and polarity of the current. The exact welding current values are given in the table below:
Direct current, straight polarity (A)
Source
Tig welding modes
The main parameters of the manual argon arc welding mode with a tungsten electrode include:
- type of welding current and its polarity;
- current strength;
- arc voltage;
- welding speed;
- type and consumption of shielding gas.
[context] Type of current and polarity . Tungsten arc welding can be TIG-DC - direct current, or TIG-AC - alternating current.
DC welding can be performed with direct and reverse polarity. When the electrode is connected to the positive pole of the power source, the polarity is considered reversed. For reverse polarity welding, the electrode must have a much larger diameter than for direct polarity welding.
Nowadays, DC power sources are more often produced with the pulse-arc welding function, which allows obtaining a better seam shape and welding thin parts.
AC welding is used to weld the above mentioned materials. Has the ability to destroy the surface oxide layer. The stability of the arc is worse. The TIG-AC method uses square wave alternating current instead of 50Hz sinusoidal current to provide greater stability and control of the welding process.
Current strength . The parameter can be adjusted directly on the welding machine. Selected depending on the type and thickness of the material being welded, the diameter of the electrode, the polarity of the weld, the type of shielding gas and the spatial position of the weld.
The penetration depth and width of the seam depend on this parameter, but, on the other hand, it affects the temperature of the end of the tungsten electrode. Increasing the current value increases the penetration depth and increases the welding speed. High current strength causes the electrode to melt, and there is a possibility of tungsten inclusions appearing in the weld.
Selecting the welding current value (A)
| Electrode diameter, mm | Alternating current | Direct current of direct polarity | Direct current reverse polarity |
| 1-2 | 20-100 | 65-160 | 10-30 |
| 3 | 100-160 | 140-180 | 20-40 |
| 4 | 140-220 | 250-340 | 30-50 |
| 5 | 200-280 | 300-400 | 40-80 |
| 6 | 250-300 | 350-450 | 60-100 |
Arc voltage . Depends on the type of shielding gas, arc length, weld shape and electrode material. An increase in voltage increases the width of the weld surface and, accordingly, reduces the penetration depth.
Welding speed . In manual argon arc welding, the optimal welding speed is assessed by the welder himself. Typically within 0.1-0.3 m/min.
With constant current and voltage, it affects the amount of energy transferred to the product. Using the welding speed, you can regulate the structural changes in the seam, the size and distribution of welding stresses. Welding speed affects the depth of penetration and the width of the seam.
Electrode type and diameter . The main material of the electrode is tungsten, but to increase the durability of the electrode, stabilize the arc and facilitate ignition, the composition includes thorium and zirconium.
Type and consumption of shielding gas . Most often, argon or a mixture of argon and helium is used for tungsten welding, which increases arc energy and welding speed, but reduces arc stability. To weld copper, nitrogen can be used, which is inert to copper. In most cases, argon flow is 8-16 l/min.
Source
Welding technology for carbon and low-alloy steels
The melting point of carbon steel is 1535°C. Most often, argon arc welding with a non-consumable electrode is used to weld steels used in thermal power engineering.
Carbon and low alloy steels
steel grade
Weldability
Technological features of welding
Cleaning edges to a metallic shine
12X1MF, 15X1M1F, 12X2M1, 12X2MFSR, 12X2MFB
Additives Sv-08KhMFA, Sv-08KhGSMFA
DIFFICULTIES WHEN WELDING. The main one is that it is difficult to avoid the formation of pores due to insufficient deoxidation of the base metal. A means of combating pore formation is to reduce the proportion of base metal in the deposited weld metal
Preparation for welding. For cutting steels, as well as preparing edges, gas, plasma or air-arc cutting is used. After this, the areas where the metal is heated are cleaned with a cutting or abrasive tool until traces of heat treatment are removed. Immediately before assembling the joint, the edges are cleaned to a width of 20 mm to a metallic shine and degreased.
The joints are assembled in assembly jigs or using tacks, which are performed with full penetration and are remelted when the main seam is applied. Tacks with unacceptable defects should be removed mechanically. It is not recommended to apply tacks to the ceiling sections of the seam, since there they are more difficult to remelt when making the main seam. On steels 10 and 20, tack welding is performed only using filler wire. Its surface must be clean, free of scale, rust and dirt. The wire can be cleaned either mechanically or by chemical etching in a 5% solution of hydrochloric acid.
Tack height, mm
Thickness of edges of welded products, mm
1-5 - sequence of installation of tacks A, B - lead strips for starting and finishing welding
Selecting mode parameters. Welding is carried out using direct current of straight polarity. The welding current is prescribed: for single-pass welding - depending on the thickness of the structure, and for multi-pass welding - based on the height of the seam. The height of the seam (bead) during manual argon arc welding should be 2-2.5 mm. Approximately the welding current is selected at the rate of 30-35 A per 1 mm of tungsten electrode diameter.
The arc voltage should be as low as possible, which corresponds to short arc welding.
The welding speed is selected taking into account guaranteed penetration of the edges and the formation of the required convexity of the weld.
Welding technique. When making the first (root) weld, welding without filler wire is possible, but all tacks must be fused. Structural carbon steel grades 10 and 20 cannot be welded without filler wire, since pores may appear in the weld metal. Welding is carried out at an angle forward. The filler wire is fed towards the movement of the torch, and the angle between them should be 90°. Sudden movements of the wire should be avoided - they will lead to splashing of the filler metal or oxidation of the wire end.
The additive must always be protected by argon.
The root seam is welded without transverse vibrations. When applying subsequent layers, the burner performs oscillatory movements, the amplitude of which depends on the shape of the edges.
The weld crater, in the absence of a system for smoothly reducing the welding current, is welded by introducing a drop of filler metal into the crater, while gradually increasing the arc until it naturally breaks. The gas protection is removed by removing the burner 10-15 s after the arc breaks.
WELDING MODES OF LOW-CARBON AND LOW-ALLOY STEELS
Preparation of edges and type of welded joint (1-6 - sequence of passes)
Source
Features of argon cooking
The process - argon arc welding occurs in an environment of inert gas argon, hence the name of the welding process. The use of argon in welding when joining two metals is a protection against oxidation that can occur due to contact with oxygen in the air. That is, argon covers the welding zone and prevents oxygen from penetrating into the area of the mating surfaces.
The welding mode itself can be performed manually, semi-automatically and automatically. There is a classification of modes that depend specifically on the methods described above and the type of electrode involved in the welding process. Two types of electrodes: consumable and non-consumable. The second type includes tungsten wire, with which you can guarantee a strong and reliable connection between two metals, even dissimilar ones.
So, classification of argon arc welding modes:
- Manual welding with argon, where a non-consumable electrode is used - its marking is RAD.
- Argon welding is automatic, where a non-consumable element is used - AMA.
- Automatic argon arc welding, which uses a consumable electrode - AADP.
Argon welding technique
Knowing some rules will make it easier to carry out the argon welding process and will allow you to achieve high quality welds.
- The longer the welding arc, the wider the seam and the shallower its depth, which reduces the quality of the seam joint. Therefore, it is recommended to keep the non-consumable electrode as close as possible to the joint of the parts being welded.
- To create a narrow and deep seam, you only need to adhere to the longitudinal movement of the electrode and the torch. Deviations to the side (lateral movements) reduce the quality of the welding joint. Therefore, when welding with argon, the welder needs to be careful and attentive.
- The filler wire and non-consumable electrode should be located only in the welding zone, covered with argon. This will prevent oxygen and nitrogen from penetrating into the zone.
- The filler wire should be fed smoothly and evenly. A sharp feed is the splashing of metal in large quantities. The application process is not the easiest, everything comes with experience.
- There is such an indicator - penetration. In argon welding, it is determined by the weld itself. If it has a round and convex shape, then this indicates its low quality. The surface penetration was insufficient.
- The filler wire is fed in front of the torch with a non-consumable electrode. In addition, it is fed at an angle. These requirements ensure the evenness of the weld seam and its small width. It’s just so convenient to control the welding process itself.
- You cannot start and stop welding with argon abruptly, because this opens the access of oxygen and nitrogen to the welding zone. Therefore, it is recommended to start welding after 15-20 seconds, as soon as the supply of inert gas to the joint of the two metals begins. And finish (remove the filler wire) before the burner is turned off. This usually takes 7-10 seconds.
Attention! The welding process must be completed by reducing the current using a rheostat, which is part of the welding machine. Simply retracting the burner means opening access to the nitrogen and oxygen welding zone.
The joints of the metal parts to be welded must be cleaned and degreased before starting work.
Advice from experts
Specialists with many years of experience in welding in inert gases, using consumable and non-consumable conductors, have prepared a number of tips for beginners:
- It is better to supply gas from the other side of the welding track, this will significantly improve the quality, but, however, it will increase consumption;
- to reduce financial costs for additional equipment, you can purchase not pure argon, but a mixture of it with other gases;
- success depends on the number of attempts, so don’t be upset that it doesn’t work out the first time, you need to practice a lot;
- Don’t forget about the correct settings of the device;
- before soldering large products, you need to make a test seam on small workpieces or on an area that is not so important or invisible;
- More precise information on settings for different operating modes can be obtained from the device manufacturer. That is, before use, you must read the instructions and consult a specialist.
The video shows practically what a monolithic connection of parts with rods is and how an even and beautiful seam is made using a non-consumable electrode.
Stages of argon welding
Argon welding includes several stages. With the TIG process we can distinguish:
- cleaning from dirt, cleaning with a stiff wire brush and degreasing welding. The cleaner it is, the less oxides will form;
- turning on the welding machine;
- opening the argon cylinder reducer;
- switching on 20 seconds before gas supply. This is necessary to remove atmospheric oxygen from the working area;
- arc ignition. During operation, do not touch the part with the electrode - this can lead to the disappearance of the arc and a poor-quality weld;
- guiding the burner along the connection line;
- constant and uniform introduction of the filler rod into the arc zone with the other hand. This stage is the most difficult for novice welders. When the additive is introduced jerkily, the metal spatters, creating areas of lack of penetration and an uneven weld line. Uniformity can only be achieved through practice;
- the need to supply argon within 10-15 seconds after completion of welding work. If this is not done, the melt will react with atmospheric oxygen, oxide films will form, and the quality of the weld will deteriorate.
How to cook?
Do-it-yourself argon welding involves following a certain technological process. It consists of several stages:
- Prepare your work surfaces. Remove any layer of dirt, plaque, or rust from them.
- Degrease the parts.
- Set up the welding machine.
- Turn on the gas supply. After 20 seconds, strike the arc.
- Towards the end of the seam, reduce the current. After the arc dies out, leave the gas open for another 10 seconds.
It is important to make uniform movements and maintain a short arc length.
Argon welding is a technological process of joining metal parts, which occurs under the protection of inert gas. In this way, you can work with various metals and alloys, avoiding the formation of an oxide film.
Argon welding modes
Argon welding will be carried out efficiently if the optimal process mode is chosen correctly.
- The choice of polarity and direction of the current will depend on the properties of the metals being welded. Thus, with steel structures in argon welding, direct current of direct polarity is used. For welding aluminum or beryllium, direct current of reverse polarity is used.
- The strength of the current being welded is selected based on three components: the diameter of the electrode used, the type of metal of the parts being welded and their thickness, and polarity. The relationship of all parameters is determined by table values. Some masters make their choice based on their own experience. Here is one of the tables that determines the operating mode of titanium argon arc welding.
| Metal thickness, mm | Diameter of tungsten electrode, mm | Current strength, A |
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- As mentioned above, the shorter the welding arc, the better the quality of the seam. The same dependence of arc voltage and its length.
- The consumption of inert gas depends on the strength and uniformity of its flow leaving the burner. Experts recommend creating a laminar flow. That is, gas is supplied without pulsations.
Choosing the right mode is not an easy task. Therefore, even during the learning process, you need to study theory and master practical skills.
Application area
Argon arc welding (tig and mig/mag) is successfully used when joining non-ferrous metals, alloy steels and aluminum. It is also good for welding aluminum and titanium alloys. For example, alloy wheels and other car components. If the thickness of the surfaces to be welded is small, argon welding can be carried out without additional additives.
Argon welding with a melting electrode is used to join stainless steel and aluminum.
Advantages of argon arc welding
The main advantages of argon arc welding are:
1) high quality of the resulting seam;
2) uniform penetration of the metal depth;
3) indispensable when welding products made of thin sheet aluminum;
4) wide scope of application, ranging from auto repair shops to aircraft manufacturing;
5) does not require frequent replacement of the electrode, which does not create defects when stopping and resuming work.
Correct argon torch
The main tasks of the torch are to create and maintain an electric arc and deliver inert gas to the welding zone for protection from atmospheric oxygen. Therefore, the correct choice of this piece of equipment is one of the conditions for obtaining a good result.
Gas burner design
Here are a few criteria by which you need to evaluate a burner before purchasing:
- current range in which it can be used. The thickness of the metal parts being welded depends on this: the higher the current, the greater the thickness and vice versa;
- type of cooling: air or water. For higher current values, water-cooled models are required. They allow you to weld parts of large size and thickness in one pass, without pauses for cooling;
- length of cable and gas hose. The longer the better, as this increases the welder’s mobility and ease of use;
- possibility of replacing ceramic nozzles and gas lenses. The diameter of the nozzle is selected depending on the thickness of the material being welded. Gas lenses create a laminar flow of argon, which promotes smooth arc burning, and reduces the consumption of inert gas;
- ergonomics. The shape should be comfortable, the control buttons should be pressed freely by the fingers of the hand with which the handle of the product is held.
Using these criteria, you can determine the technical data of the model before purchasing it.
How to weld aluminum with argon
Aluminum is one of those metals that everyone has on their tongue, even a child knows that aluminum is a metal.
This metal is used in industrial enterprises; dishes and even elements for microelectronics are made from it, and this is a very specialized niche.
BUT even such wide popularity of this metal did not ensure that everyone knew how to handle it. In most cases, a beginner will not know which way to approach a metal such as aluminum.
The reason why seams on such metal often turn out weak and not beautiful is the oxide film that covers the metal.
It is because of this that working with one of the most common metals is so painstaking and not easy. We will tell you more about the oxide film in another article, since this is a very broad and painful topic.
Another article will tell you about igniting and maintaining arc stability and the formation of a weld pool. This article will give you all the necessary information on how to cook aluminum using argon even in the wild.
Advantages and disadvantages
The advantages of argon arc welding include:
- Low heating temperature, which preserves the size and shape of the two products being welded.
- Argon gas is inert, meaning it is heavier and denser than air, which provides maximum protection for the welding area.
- The thermal power of the arc is quite high, which allows the welding process itself to be carried out in a short period of time.
- The process itself is simple, so it is not difficult to learn.
- This welding process allows you to join different types of metals that cannot be joined with other welding forks.
- In drafts and wind, part of the argon protection evaporates, which reduces the quality of the weld. Therefore, it is recommended to carry out the entire process in closed areas with good ventilation.
- Welding equipment is quite complex, and it is also not easy to set up welding modes.
- If a high-ampere arc is required during the joining process, then additional cooling of the metals being joined must be considered.
Economic benefits of doing your own welding
Argon welding services today are provided by many companies and private craftsmen. The cost of such services, which can hardly be called cheap, depends on the volume and complexity of the upcoming welding operations, the equipment used, and the qualifications of the specialist.
If you have a constant need for argon welding, then you can seriously save on the cost of professional services if you purchase the appropriate equipment and perform the welding yourself. The correctness of this decision is also evidenced by the fact that you can master the basics of argon welding in a fairly short period of time. But, of course, if you rarely need to perform such welding, then it is better to use the services of specialists who have at their disposal everything necessary to quickly and efficiently carry out such a technological process.
And, finally, an interesting video about the nuances of argon arc welding of various metals and the features of its application in practice.
Features of argon welding
The peculiarities of argon welding include the fact that any metals, not only non-ferrous ones, can be welded in a gas environment. Ordinary steel is not critical to oxidation, but in an inert gas environment the weld is of better quality.
Basically the process is identical as in the case of a conventional arc or semi-automatic with wire feed. The difference is technology. To obtain an ideal result, apply the melt intermittently, grabbing a centimeter at a time. This makes the molten metal flow better.
Argon-arc welding, depending on the method and speed of the process of joining two parts made of non-ferrous metals, is divided into 2 types:
Both types are made with consumable or non-consumable electrodes. In the second case, filler wire or rod is also used, depending on the thickness of the parts being welded.
At modern enterprises, automatic argon-arc welding is actively used, because it allows you to obtain high-quality seams in a fairly short time with a thickness of no more than 1 cm and strictly in accordance with GOST. A wire made of a similar alloy is used as an electrode, which is automatically fed to the welding site. At the same time, argon is supplied, which protects the welding site from oxidation and the formation of shells. This method is convenient because you do not have to change the electrode every time.
Argon-arc welding is also performed using special consumable electrodes. They are made from tungsten. When choosing them, you need to pay attention to the percentage of additional components, since there are no universal ones. There are different types of them on sale depending on the type of materials being welded.
Argon-arc welding with non-consumable electrodes is also used, as shown in the photo. They are made of tungsten, a metal that has a high melting point, so it does not melt in the spark zone. It is used to heat the filler material supplied to the joint.
The table below shows the main types of such electrodes designed to work with various metals.
| Designation | Compound | Materials to be welded |
| WP (green) | 99.5% tungsten | Aluminum, magnesium |
| WY (dark blue) | Ytriated, up to 2.2% oxide additive | Niobium, tantalum, molybdenum, titanium, nickel, copper, bronze |
| WL-20, WL-50 (blue, green) | Added lanthanum oxide | High alloy steels, copper, aluminum, bronze |
| WZ-8 (white) | Contains zirconium oxide | Aluminum, bronze, magnesium, nickel |
| WT-20 (red) | Contains thorium oxide | Stainless steels, molybdenum, tantalum, copper, silicon bronze, nickel, titanium |
Keep clean
Surface cleanliness is an important indicator for every welding process, but it is especially important for argon welding. Surface contamination can lead to the formation of pores and, therefore, require additional labor to correct them. This is especially important when TIG welding expensive metals such as titanium, aluminum and copper.
Before starting the process, the surface must be cleaned with a clean, dry and soft cloth using cleaning and degreasers to remove oils, grease and dirt. For titanium and its alloys, the fabric must additionally be lint-free and you must work with nitrile gloves that are resistant to oils and grease. When choosing a cleaning agent, pay attention to the fact that it does not contain chlorine. it can lead to health problems.
Due to the high temperature of the welding arc, chlorine evaporates and enters the welder's lungs.
Proper handling of the filler material is also important. Keep the rods (or pieces cut from the wire spool) clean, dry and sealed in a container. To prevent oxidation, it is necessary to maintain humidity and ambient temperature in storage areas in accordance with the recommendations of the manufacturer of these welding materials. Proper storage of basic materials is an important factor. Cross-contamination with particles of another material lying nearby or during stripping in close proximity to the TIG welding site can cause the formation of defects in the weld. To prevent contamination, it is necessary to use special abrasive materials and brushes designed for this type of metal. It must be borne in mind that titanium and magnesium abrasive dust is flammable and can have a detrimental effect on the weldability of other metals. Abrasives for these metals should be stored away from open sources of fire and separately from other materials.
In the process of performing all work related to welding stainless steel, it is necessary to use equipment and tools designed exclusively for this group of steels. Stainless steels must be protected from possible contact or contamination with lead, zinc, copper and its alloys, as well as unalloyed and low-alloy steels. More detailed information about the general requirements for welding stainless steel can be found in the video.
Operating principle of welding equipment
The welding equipment includes:
- A welding machine of any type for arc welding with an open circuit voltage of 60-70 volts.
- Power contactor, with the help of which voltage will be supplied from the welding machine to the torch.
- Oscillator. This device converts a mains voltage of 220 volts and an oscillation frequency of 50 Hz into a voltage of 2000-6000 volts with a frequency of 150-500 kHz. These electric current parameters make it easy to ignite the arc.
- A device for blowing the welding zone with argon.
- Ceramic burner.
- An argon cylinder is connected to the burner through a reducer and a hose.
- Non-consumable electrode and filler wire.
You can watch a video on how argon welding works, but this is the principle. First, the welding mode is adjusted and the metals being joined are cleaned. The torch is taken in the right hand, the filler wire in the left, it is not connected to electricity. There is a special button on the torch handle with which you can supply protective gas to the welding zone. The gas supply is turned on 20 seconds before the start of welding work.
The burner must be lowered so that there is a small distance between the non-consumable electrode and the surfaces to be welded - within 2 mm. By the way, the electrode is inserted into the burner in such a way that an end no longer than 5 mm protrudes from it. There is a latch inside the burner into which an electrode of any diameter can be inserted.
The welding machine is turned on and voltage is supplied to the electrode. An arc appears between it and the metals being joined. At this time, argon is supplied from the burner nozzle, which covers the welding zone. The welder feeds filler wire into the welding joint, which melts under the action of an electric arc and covers the gap between the parts. In this case, a slow movement is made along the seam.
Do not ignite the electrode by contacting it with the metals being welded. An oscillator is specially used for ignition, as shown in the video.
Argon welding equipment
Argon arc welding can be implemented using a classic arc welding machine with additional equipment that is necessary for the correct implementation of the technology.
Classic Manual Arc Welding Machine G250i
- DC power source (for working with ferrous and non-ferrous metals, as well as titanium);
- AC power source (for working with aluminum);
- oscillator for arc initiation (for working with aluminum);
- welding cycle control device;
- burner with electrode;
- gas cylinder.
For new-style inverters, the first three points can not be considered.
The filler material is supplied from the outside and is in no way connected with the electrical circuit. In this case, the welding wire should be fed as evenly as possible using slow translational movements.
Some metals, such as titanium, can be welded without filler material. The process itself is selected depending on the requirements for the seam.
To better understand the material, we recommend watching this video:
Know what material is to be welded
Regardless of the welding method, special attention must be paid to the brand and characteristics of the parts being welded. It is also important to know the conditions under which the weld and the structure as a whole will be used.
First of all, this factor influences the choice of the right brand of welding consumables that are best suited for given conditions.
For example, if high demands are placed on the structural homogeneity of the weld with the base metal, it is necessary to select welding materials that fully satisfy all requirements.
Before you start welding aluminum or welding stainless steel, you need to know the grade of metal in order to select the right welding materials. because Depending on the chemical composition, different alloys exhibit a tendency to increased deformation and crack formation. Some metals and their alloys require preheating or heat treatment, which affects the selection of the correct welding material.
When welding products made of steel 20 with a thickness of up to 100 mm, no preheating is required, and for steel 12Kh1MF, starting with a thickness of 6 mm, preheating of products to a minimum temperature of 200°C and subsequent heat treatment of the weld are required.
Before TIG welding aluminum alloys with a non-consumable electrode, you always need to know what grade of aluminum is to be welded in order to choose the right welding material. Typically, manufacturers indicate on the packaging what grades of alloys these welding materials are intended for.