Содержание:
Аргонодуговой сваркой называют дуговую сварку в среде защитного газа – аргона.
В основе сварочного процесса лежит расплавление кромок свариваемого металла и присадочного материала под действием дуги, которая горит между ними. При этом сама дуга, сварочная ванна, края металла и конец присадочного материала (проволоки) защищены от воздействия окружающей среды газом – аргоном, который подается с помощью горелки. Для повышения качества процесса применяются различные режимы аргонодуговой сварки, зависящие от типа свариваемого металла, от сложности конструкции и от других параметров сварочного процесса.
Особенностью аргонодуговой сварки является то, что движение горелкой совершается только вдоль оси сварного шва – поперечные колебания полностью отсутствуют. Это приводит к тому, что сварной шов получается более узким, чем при применении других методов сварки. А для того чтобы предотвратить излишнее разбрызгивание металла, сварочную проволоку необходимо подавать максимально плавно, сварочная ванна при этом должна быть вытянута в сторону направления сварочного процесса.
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.
Преимущества и недостатки аргонодуговой сварки.
Аргонодуговая сварка имеет множество достоинств:
- металл, подвергающийся сварке, нагревается до минимальных необходимых значений
- металл в расплавленном состоянии надежно защищен от воздействия окружающего воздуха, а значит, в нем не появится соединений, которые будут негативно влиять на качество сварного шва
- повышается скорость сварки за счет увеличения тепловой мощности сварочной дуги
- процесс сварки легко контролируется
- техника такой сварки достаточно проста, а это значит, что от сварщика не требуется высокой квалификации
- такой метод сварки дает возможность сваривать металлы, которые обычно трудно поддаются подобному виду обработки. Также, аргонодуговая сварка позволяет сваривать и разнородные металлы
- процесс сварки может быть полностью механизирован и автоматизирован.
А к недостаткам аргонодуговой сварки можно отнести:
- сложности при работе на открытом воздухе или на сквозняке, так как газовая защита не очень устойчива при таких условиях
- возникновение ультрафиолетового излучения
- усложнение процесса при применении высокоамперной дуги в процессе сварки, так как в данном случае необходимо использовать охлаждение.
Выбор режима аргонодуговой сварки и ее основных параметров.
Режимы аргонодуговой сварки выбираются, исходя из условий сварки. А для того чтобы выбрать наиболее подходящий в том или ином случае режим, необходимо обращать внимание на несколько важных параметров.
- Род и полярность тока.
При аргонодуговой сварке применяют ток прямой полярности. Ток обратной полярности в данном случае не может считаться пригодным, так как он сопровождается следующими особенностями:
- напряжение дуги увеличивается, а вот ее устойчивость становится меньше
- также уменьшается стойкость электрода, в результате чего он больше нагревается и быстрее расходуется.
Что касается рода тока, то в большинстве случае в аргонодуговой сварке используется постоянный ток. Переменный ток применяется только в том случае, если сварке подвергается алюминий, магний, бериллий или их сплавы.
- Величина сварочного тока.
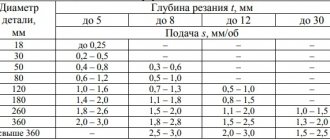
Величина сварочного тока при аргонодуговой сварке зависит от диаметра электрода, свариваемого металла, а также от рода и полярности тока. Точные значения сварочного тока приведены ниже в таблице:
Постоянный ток прямой полярности (А)
Источник
Режимы аргонодуговой сварки
К основным параметрам режима ручной аргонодуговой сварки вольфрамовым электродом относят:
- род сварочного тока и его полярность;
- сила тока;
- напряжение дуги;
- скорость сварки;
- тип и расход защитного газа.
[context] Род тока и полярность. Арногодуговая сварка вольфрамовым электродом может быть TIG-DC — постоянным током, либо TIG-AC — переменным током.
Сварка постоянным током может выполняться на прямой и обратной полярности. Когда электрод подключен к положительному полюсу источника питания, полярность считается обратной. Для сварки на обратной полярности электрод должен иметь гораздо больше диаметр, чем при сварке на прямой.
В настоящее время источники постоянного тока чаще производят с функцией импульсно-дуговой сварки, что позволяет получать лучшую форму шва и сваривать тонкие детали.
Сварка переменным током используется для сварки выше указанных материалов. Обладает возможностью разрушения поверхностного оксидного слоя. Стабильности дуги при этом хуже. Метод TIG-AC вместо синусоидального тока 50 Гц использует прямоугольный переменный ток для обеспечения большей стабильности и контроля процесса сварки.
Сила тока. Параметр настраиваемый непосредственно на сварочном аппарате. Выбирается в зависимости от типа и толщины свариваемого материала, диаметра электрода, полярности сварки, типа защитного газа и пространственного положения сварки.
От этого параметра зависит глубина проникновения и ширина шва, но, с другой стороны он влияет на температуру конца вольфрамового электрода. Увеличение значения силы тока повышает глубину проплавления и увеличивает скорость сварки. Высокая сила тока способствует расплавлению электрода, и существует вероятность появления вольфрамовых включений в сварном шве.
Выбор величины сварочного тока (А)
| Диаметр электрода, мм | Переменный ток | Постоянный ток прямой полярности | Постоянный ток обратной полярности |
| 1-2 | 20-100 | 65-160 | 10-30 |
| 3 | 100-160 | 140-180 | 20-40 |
| 4 | 140-220 | 250-340 | 30-50 |
| 5 | 200-280 | 300-400 | 40-80 |
| 6 | 250-300 | 350-450 | 60-100 |
Напряжение дуги. Зависит от типа защитного газа, длины дуги, формы сварного шва и материала электрода. Увеличение напряжения повышает ширину поверхности шва и, соответственно, понижает глубину проплавления.
Скорость сварки. При ручной аргонодуговой сварке оптимальная скорость сварки оценивается самим сварщиком. Обычно в пределах 0,1-0,3 м/мин.
При неизменной силе тока и напряжения, она влияет на количество энергии передаваемой на изделие. При помощи скорости сварки можно регулировать структурные изменения шва, размер и распределение сварочных напряжений. Скорость сварки влияет на глубину проплавления и ширину шва.
Тип и диаметр электрода. Основной материал электрода — вольфрам, но для повышения долговечности электрода, стабилизации дуги и облегчения зажигания, в состав включают: торий, цирконий.
Тип и расход защитного газа. Чаще всего для сварки вольфрамовым электродом используют аргон или смесь аргона и гелия, который увеличивает энергию дуги и скорость сварки, но ухудшает стабильность дуги. Для сварки меди может использоваться азот, который является инертным по отношению до меди. В большинстве случаев расход аргона составляет 8-16 л/мин.
Источник
Технология сварки углеродистых и низколегированных сталей
Температура плавления углеродистой стали составляет 1535°С. Наиболее часто аргонодуговой сваркой неплавящимся электродом сваривают стали, используемые в теплоэнергетике
Углеродистые и низколегированные стали
Марка стали
Свариваемость
Технологические особенности сварки
Зачистка кромок до металлического блеска
12X1МФ, 15Х1М1Ф, 12Х2М1, 12Х2МФСР, 12Х2МФБ
Присадок Св-08ХМФА, Св-08ХГСМФА
ТРУДНОСТИ ПPИ СВАРКИ. Основная — трудно избежать образования пор из-за недостаточного раскисления основного металла. Средством борьбы с порообразованием служит снижение доли основного металла в наплавленном металле шва
Подготовка к сварке. Для разделки сталей, а также подготовки кромок используют газовую, плазменную или воздушно-дуговую резку. После нее участки нагрева металла зачищают резцовым или абразивным инструментом до удаления следов термообработки. Непосредственно перед сборкой стыка кромки зачищают на ширину 20 мм до металлического блеска и обезжиривают.
Стыки собирают в сборочных кондукторах либо с помощью прихваток, которые выполняют с полным проваром и их переплавкой при наложении основного шва. Прихватки с недопустимыми дефектами следует удалять механическим способом. На потолочные участки шва прихватки накладывать не рекомендуется, поскольку там они труднее поддаются переплавке при выполнении основного шва. На сталях 10 и 20 прихватки выполняют только с помощью присадочной проволоки. Ее поверхность должна быть чистой, без окалины, ржавчины и грязи. Очищать проволоку можно как механическим способом, гак и химическим травлением в 5%-ном растворе соляной кислоты.
Высота прихваток, мм
Толщина кромок свариваемых изделий, мм
1-5 — очередность установки прихваток А, Б — выводные планки для начала и окончания сварки
Выбор параметров режима. Сварку ведут на постоянном токе прямой полярности. Сварочный ток назначают: при однопроходной сварке — в зависимости от толщины конструкции, а при многопроходной — исходя из высоты шва. Высота шва (валика) при ручной аргонодуговой сварке должна составлять 2-2,5 мм. Ориентировочно сварочный ток выбирают из расчета 30-35 А на 1 мм диаметра вольфрамового электрода.
Напряжение на дуге должно быть минимально возможным, что соответствует сварке короткой дугой.
Скорость сварки выбирают с учетом гарантированного проплавления кромок и формирования требуемой выпуклости сварного шва.
Техника сварки. При выполнении первого (корневого) шва возможна сварка без присадочной проволоки, но при этом все прихватки должны быть проплавлены. Нельзя сваривать без присадочной проволоки конструкционные углеродистые стали марок 10 и 20, так как в металле шва могут появиться поры. Сварку ведут углом вперед. Присадочную проволоку подают навстречу движению горелки, причем угол между ними должен составлять 90°. Следует избегать резких движений проволокой — они приведут к разбрызгиванию присадочного металла или окислению конца проволоки.
Присадок должен всегда находиться в зоне защиты аргоном.
Корневой шов сваривают без поперечных колебаний. При наложении последующих слоев горелкой совершают колебательные движения, амплитуда которых зависит от формы разделки кромок.
Кратер шва при отсутствии системы плавного снижения сварочного тока заваривают путем введения в кратер капли присадочного металла, одновременно плавно увеличивая дугу до ее естественного обрыва. Газовую защиту убирают, отводя горелку через 10-15 с после обрыва дуги.
РЕЖИМЫ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Подготовка кромок и вид сварного соединения (1-6 — очередность проходов)
Источник
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата. То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
На видео показано практически, что такое монолитное соединение деталей прутьями и как совершается ровный и красивый шов с помощью неплавящегося электрода.
Этапы проведения аргоновой сварки
Аргонная сварка включает в себя несколько этапов. При TIG процессе можно выделить:
- очищение от грязи, зачистка жесткой металлической щеткой и обезжиривание сваривания. Чем она чище, тем меньше будут образовываться оксиды;
- включение сварочного аппарата;
- открытие редуктора аргонового баллона;
- включение за 20 секунд до подачи газа . Это необходимо для удаления из рабочей зоны атмосферного кислорода;
- розжиг дуги. Во время работы нельзя касаться электродом детали — это может привести к исчезновению дуги и получению некачественного сварного шва;
- ведение горелки вдоль линии соединения;
- постоянное и равномерное введение другой рукой присадочного прутка в зону дуги. Этот этап наиболее сложен для начинающих сварщиков. При введении присадки рывками происходит разбрызгивание металла, образовании участков непровара и неровной линии шва. Добиться равномерности можно только практикой;
- необходимость подачи аргона в течение 10-15 секунд после окончания сварочных работ. Если этого не сделать, расплав прореагирует с атмосферным кислородом, образуются оксидные пленки, и качество шва ухудшится.
Как варить?
Аргонная сварка своими руками подразумевает соблюдение определённого технологического процесса. Он состоит из нескольких этапов:
- Подготовьте рабочие поверхности. Счистите с них слой грязи, налёта, ржавчины.
- Обезжирьте детали.
- Настройте сварочный аппарат.
- Включите подача газа. Через 20 секунд зажгите дугу.
- К концу шва снизьте силу тока. После затухания дуги оставьте газ открытым ещё на 10 секунд.
Важно делать равномерные движения и удерживать небольшую длину дуги.
Аргоновая сварка — технологический процесс соединения металлических деталей, который протекает под защитой инертного газа. Таким образом можно работать с различными металлами и сплавами, избегая образования оксидной плёнки.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Область применения
Аргонодуговая сварка (tig и mig/mag) с успехом применяется при соединении цветных металлов, легированных сталей и алюминия. Также она хороша при сварке алюминиевых и титановых сплавов. Например, легкосплавных дисков и других узлов автомобиля. При малой толщине свариваемых поверхностей, сварка аргоном может проводиться без дополнительных присадок.
Аргонная сварка плавящим электродом, применяется при соединении нержавеющей стали и алюминия.
Плюсы аргонодуговой сварки
Основными достоинствами аргонодуговой сварки являются:
1) высокое качество получаемого шва;
2) равномерное проплавление глубины металла;
3) незаменима при сваривании изделий из тонкого листового алюминия;
4) широкая сфера применения, начиная от автомастерских и заканчивая авиастроением;
5) не требует частой замены электрода, что не образует дефектов при остановке и возобновлении работы.
Правильная аргоновая горелка
Основные задачи горелки – создание и поддержание электродуги и доставка инертного газа в зону сваривания для защиты от атмосферного кислорода. Поэтому правильный выбор этого элемента оборудования – одно из условий получения хорошего результата.
Конструкция газовой горелки
Вот несколько критериев, по которым нужно оценивать горелку перед приобретением:
- диапазон силы тока, в котором может ее можно применять. От этого зависит толщина свариваемых металлических деталей: чем больше ток, тем больше толщина и наоборот;
- вид охлаждения: воздушный или водяной. Для больших величин тока обязательны модели с водяным охлаждением. Они позволяют сваривать детали большого размера и толщины за один проход, без пауз для остывания;
- длина кабеля и газового рукава. Чем длиннее, тем лучше, так как это повышает мобильность сварщика и удобство работы;
- возможность замены керамических сопел и газовых линз. Диаметр сопла выбирается в зависимости от толщины свариваемого материала. Газовые линзы создают ламинарный поток аргона, который способствует ровному горению дуги, и уменьшают расход инертного газа;
- эргономичность. Форма должна быть удобной, кнопки управления должны свободно нажиматься пальцами руки, которой рукоятка изделие удерживается.
По этим критериям можно определить технические данные модели перед ее приобретением.
Как сварить алюминий аргоном
Алюминий –это один из тех металлов, что у каждого есть на языке, даже ребенок знает что алюминий это металл.
Этот металл используют на промышленных предприятиях, из него делают посуду и даже элементы к микроэлектронике, а это очень специализированная ниша.
НО даже такая широкая известность этого металла не обеспечила того, чтобы все знали как с ним обращаться. В большинстве случаев новичок не будет знать с какой стороны подойти к такому металлу, как алюминий.
Причина по которой швы на таком металле часто выходят слабыми и не красивые-это оксидная пленка что покрывает металл.
Именно из-за этого работа с одним из самых распространенных металлов так кропотлив и не легка. Подробнее про оксидную пленку мы расскажем вам в другой статье поскольку это очень широкая и болезненная тема.
Ещё статья расскажет вам про поджигание и поддержание стабильности дуги и образование сварочной ванны. Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Экономическая выгода от выполнения сварки своими силами
Услуги по выполнению аргонной сварки сегодня предоставляют многие компании и частные мастера. Стоимость таких услуг, которые трудно назвать дешевыми, зависит от объема и сложности предстоящих сварочных операций, используемого оборудования, квалификации специалиста.
Если потребность в выполнении аргонной сварки у вас постоянная, то можно серьезно сэкономить на стоимости профессиональных услуг, если приобрести соответствующее оборудование и выполнять сварку самостоятельно. О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
И, напоследок, интересное видео о нюансах аргонодуговой сварки различных металлов и особенностях ее применения на практике.
Особенности аргонной сварки
К особенностям аргонной сварки следует отнести то, что в газовой среде можно варить любые металлы, не только цветные. Обычная сталь не критична к окислению, но в среде инертного газа шов получается более качественный.
В основном процесс идентичен, как и в случае обычной дуговой или полуавтоматической с подачей проволоки. Разница состоит в технологии. Для получения идеального результата накладывать расплав необходимо прерывисто, захватывая по сантиметру за раз. Так расплавленный металл лучше растекается.
Аргонно-дуговая сварка в зависимости от метода и скорости выполнения процесса соединения двух деталей из цветных металлов подразделяется на 2 вида:
Обе разновидности выполняются плавящимся электродами или неплавящимися. Во втором случае также используют присадочную проволоку или пруток в зависимости от толщины свариваемых деталей.
На современных предприятиях активно применяется именно автоматическая аргонно-дуговая сварка, потому что она позволяет получать швы высокого качества за достаточно короткое время толщиной не более 1 см и строго по ГОСТ. В качестве электрода используется проволока из похожего сплава, которая автоматически подаётся к месту сваривания. Одновременно с ней подаётся и аргон, который защищает место сваривания от окисления и образования раковин. Такой способ удобен тем, что не придется каждый раз менять электрод.
Также аргонно-дуговая сварка выполняется при помощи специальных плавящихся электродов. Они изготавливаются из вольфрама. При их выборе необходимо обращать внимание на процентное содержание дополнительных компонентов, так как универсальных не существует. В продаже различные их виды в зависимости от типа свариваемых материалов.
Также применяется аргонно-дуговая сварка неплавящимися электродами, как показано на фото. Они изготавливаются из вольфрама, металла, который имеет высокую температуру плавления, поэтому в зоне искрения не плавится. Он используется для нагрева присадочного материала, подаваемого к месту соединения.
В таблице ниже представлены основные разновидности таких электродов, предназначенные для работы с различными металлами.
| Обозначение | Состав | Свариваемые материалы |
| WP (зеленые) | 99,5% вольфрам | Алюминий, магний |
| WY (темно-синий) | Иттрированный, до 2,2% оксидной добавки | Ниобий, тантал, молибден, титан, никель, медь, бронза |
| WL-20, WL-50 (синие, зеленые) | Добавлен оксид лантана | Высоколегированные стали, медь, алюминий, бронза |
| WZ-8 (белые) | Содержат оксид циркония | Алюминий, бронза, магний, никель |
| WT-20 (красные) | Содержат оксид тория | Нержавеющие стали, молибден, тантал, медь, кремниевая бронза, никель, титан |
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление. Особенно это важно при TIG сварке дорогостоящих металлов, таких как титан, алюминий и медь.
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам. При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем.
Из-за высокой температуры сварочной дуги хлор испаряется и попадает в легкие сварщика.
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Оборудование для сварки аргоном
Электродуговая сварка аргоном может реализовываться с помощью классического дугового сварочного аппарата с дополнительным оборудованием, которое необходимо для правильной реализации технологии.
Классический Сварочный аппарат ручной дуговой сварки G250i
- источник постоянного тока (для работы с черными и цветными металлами, а также с титаном);
- источник переменного тока (для работы с алюминием);
- осциллятор для возбуждения дуги (для работы с алюминием);
- устройство управления сварочным циклом;
- горелка с электродом;
- газовый баллон.
Для инверторов нового образца первые три пункта можно не рассматривать.
Присадочный материал подается со стороны и никак не связан с электрической цепью. При этом подача сварочной проволоки должна осуществляться максимально равномерно с помощью медленных поступательных движений.
Некоторые металлы, например, титан, свариваются без присадочного материала. Сам процесс выбирается в зависимости от требований к шву.
Для лучшего усвоения материала советуем посмотреть данное видео:
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.