Технология ручной обработки металла насчитывает не одну тысячу лет. Есть два основных вида. Это холодная или горячая ковка. Для обработки металла горячим способом необходим горн или плавильная печь и подготовленное надлежащим образом помещение. Да и цена на эти приспособления высокая.
Кузнечное оборудование для холодной ковки можно разместить в любом подходящем месте, например, в пристройке к дому. При желании некоторые из станков можно изготовить самостоятельно. Это обстоятельство значительно снижает затраты на организацию производства. К тому же фото станков легко найти в интернете.
Станки для холодной ковки: преимущества их применения
Основное достоинство в том, что станок для холодной ковки своими руками изготовить достаточно несложно. А также при необходимости можно обойтись без электроприводов.
Помимо этого работа на таких станках имеет следующие преимущества:
- быстрое обучение;
- простота в работе;
- невысокие трудозатраты;
- возможность выпуска серии деталей;
- создание уникальных конструкций путем сочетания базовых элементов;
- безопасность.
Эксплуатация
Чтобы не испортить материал и оборудование, нужно знать ряд особенностей. Кузнецы дают такие рекомендации:
- Прежде чем начинать работать нужно проверить целостность крепёжных элементов.
- Подвижные детали необходимо периодически смазывать моторным маслом. Это обеспечит надёжную работу оборудования.
- Чтобы проще было изгибать заготовки из металла, можно делать предварительное разогревание материала.
- При сгибании деталей движения должны быть плавными. Самодельные станки не настолько надёжны как покупное оборудование.
- Нельзя надеяться на высокую точность самодельного агрегата.
После сваривания металлических элементов конструкции нужно зачистить швы. Покрыть их антикоррозийным составом. На самодельном оборудовании для холодной ковки изготавливаются отдельные детали металлоконструкции. Кузнец располагает их на рабочем столе так, как они будут расположены в готовом изделии. После этого он должен соединить их с помощью сварочного аппарата.
Самодельные станки для холодной ковки популярны в частных мастерских, гаражах. Кузнецы изготавливают с их помощью разные кованые изделия сложной формы. Для сборки не нужно обладать дополнительными навыками. Достаточно сделать чертёж, подготовить материалы, инструменты, провести поэтапную сборку.
Виды станков
Есть несколько основных видов станков, используемых при холодной ковке металла:
- улитка;
- торсионный станок;
- гнутик;
- волна;
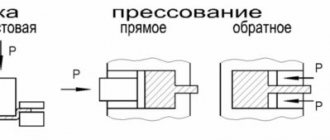
- пресс.
Это минимальный набор станков для начала работы с заготовкой. А также не получится обойтись без болгарки (УШМ) и сварочного аппарата.
Кроме этого, в производстве часто используют такие приспособления как глобус, фонарик или объемник.
Изделия и элементы
Каждый отдельно взятый элемент холодной ковки изготавливается на индивидуальном, специально приспособленном для этого станке или оснастке. Спирали и завитки – на станках «Улитка», разнообразные дуги – на станках «Гнутик», «Объемник», трубогибах и т.п. Лишь собранные дизайнером в один единый комплекс в готовом изделии, они представляют художественное произведение.
Прозрачный забор, холодная ковка. Фото Интеграл
Так получаются оригинальные заборы, оконные решетки, беседки, предметы домашнего интерьера и много других предметов, украшенные элементами из арсенала холодной ковки. Фото различных предметов собраны в отдельной статье, иллюстрации демонстрируют разнообразие производимых по методу холодной ковки изделий.
Готовые изделия и элементы можно подобрать на свой выбор и приобрести на сайтах производителей и продавцов, которые собраны в соответствующих разделах.
Какие станки самые важные
Почти все приспособления, используемые в процессе изготовления деталей способом холодной ковки, устанавливаются на два основных станка в виде дополнений.
Глобус, гнутик или объемник ставятся на основание от улитки.
Приспособление фонарик монтируется на торсионный станок.
Инструменты и оборудование
Зависимо от того, какая технология ковки выбрана, изменяется список используемого оборудования. Станки для художественной ковки:
- пресс;
- твистер;
- улитка;
- фонарик;
- глобус;
- гнутик;
- волна.
Это оборудование используется при применении холодного метода обработки. При горячей обработке основными приспособлениями и инструментами являются:
- горн;
- наковальня;
- кузнечный молот;
- щипцы;
- молоточки для художественной обработки.
Нельзя забывать про топливо для горна. Разогревая металл нужно позаботиться о пожарной безопасности, хорошей вентиляции. В мастерской должен присутствовать огнетушитель, работать нужно с использованием защитной экипировки, чтобы не получить ожогов.
Приспособление для изгибания металлических элементов «Улитка»
Холодная ковка своими руками невозможна без применения этого станка. Он используется для изготовления закругленных узоров из профильной трубы или прутка. Получаются такие элементы узора как завитки или волюты.
Форма заготовке придается путем наматывания на шаблон при помощи рук или рычагов.
В более сложных конструкциях заготовка гнется с помощью кондуктора, закрепленного на ось вала.
Такой станок можно купить или сделать своими руками.
Бренды: Ман, Ажурсталь, Левша, Профи, Мастер и прочие
Конкуренция на рынке оборудования для холодной ковки растет. Возрастает она за счет выпуска более технологичных российских станков.
- Производственное объединение «МАН» г. Екатеринбург постоянно расширяет серию станков «Мастер», каждый вид имеет индивидуальную особенность. Вместе они создают возможность выпуска самого широкого ассортимента кузнечных элементов.
Электрогидравлический пресс Мастер-Кузнец. Фото КовкаПРО
- г. Челябинск отличается широкой номенклатурой выпускаемых станков и оснастки. Оборудование обладает надежностью и долгим сроком эксплуатации.
Кузнечный станок Ажур-Универсал. Фото КовкаПРО
- г. Ульяновск специализируется на оборудовании для гибки профильных труб. Отличительной чертой станков серии «Профи» является нанесение фактуры «колотая грань», выполнение замятий типа «гусиная лапка» на конце заготовки без нагрева и выполнение декоративных U-образных, V-образных канавок.
Эти российские компании успешно конкурируют в нише средней ценовой категории с известным китайским брендом «Blacksmith».
Станок улитка для холодной ковки своими руками
Изготовление станка состоит из нескольких этапов:
- Чертеж. При составлении чертежа необходимо строго выдержать пропорции всех деталей. Зазор между центральной осью и упором должен быть шире заготовки на 3-4 мм. Тогда готовая деталь легко снимется со станка.
- К стальной пластине из листа толщиной не менее 3мм приваривается по центру труба диаметром от 30 мм. Рядом крепится центральный упор для фиксации начала заготовки. Затем к ней приваривается металлическая полоса, шириной равная обрабатываемой детали, изогнутая спиралью под необходимым углом.
- Приспособление закрепляется на станине. Лучше всего крепить болтами, чтобы можно было легко заменить в случае необходимости.
- Для того чтобы облегчить процесс изгибания заготовки, к приспособлению приваривается ручка. Она крепится с обратной от заготовки стороны, чтобы не мешала устанавливать и снимать детали.
Для самостоятельного изготовления любого станка для холодной ковки понадобятся следующие инструменты:
- сварочный аппарат;
- дрель;
- болгарка (УШМ) с отрезным и шлифовальным кругом;
- сверла различного диаметра;
- коронка по металлу;
- магнитный угольник;
- циркуль;
- тиски.
Приступать к работе следует после того, как весь инструмент будет иметься в наличии.
Улитка с лемехом
Лемехом называется полоса металла, согнутая по форме нужной детали. Шаблон, по которому будут делаться завитки. Обычно лемех делается съемным, так как завитки делаются по индивидуальным размерам под каждое изделие.
Улитка с рычагом
В случае, ели требуется просто закрутить заготовку в спираль используется улитка с рычагом. Деталь крепится между основным валом и упором и с помощью закрепленного на станине рычага накручивается необходимое количество витков. Чем длиннее рычаг, тем меньшее усилие надо приложить для изгибания заготовки.
Характеристики
Без нагрева, методом холодной пластической деформации, рекомендуется гнуть на станках с электромеханическим приводом профильные трубы со стороной квадрата не более 80 мм.
Следует учесть! Так как толщины стенок влияют на процесс формообразования, требуется производить технологическую пробу на сохранение целостности трубы.
Гибочный ручной станок BLACKSMITH M3-G. Фото 220Вольт
На ручных станках гнутся трубы с размером стороны квадрата до 30 мм. Для увеличения производительности станков, применяется групповая гибка, сложенных друг к другу профильных труб. Ширина ряда в зависимости от конструкции станка и его мощности.
Компоненты станка и необходимые инструменты
Для изготовления станка потребуются следующие материалы:
- профилированный двутавр;
- тиски (2 шт.);
- стальной лист не менее 4 мм толщиной.
Необходимые инструменты:
- сварочный аппарат;
- болгарка;
- уровень;
- рулетка;
- дрель.
Изготовление
На двутавре необходимой длины с одной стороны жестко крепятся тиски. Для крепления лучше всего использовать сварку. А также, перед монтажом на двутавр наваривается стальной лист. Это поможет избежать деформации детали в процессе закручивания.
Подвижная система
Собирается с противоположной от закрепленных тисков стороны. Сверху устанавливаются тиски, которые оснащены подвижной центральной частью.
Важно, чтобы тиски с обеих сторон двутавра находились строго в одной плоскости.
К тискам вместо рычага приваривается колесо (штурвал). Чем больше будет диаметр, тем меньше усилий понадобится для изготовления детали.
Один конец заготовки зажимается в закрепленные тиски, другой во вращающийся элемент. При помощи штурвала заготовка скручивается в спираль с необходимым количеством витков.
Оборудование для горячей ковки
Если сравнивать холодный и горячий метод ковки, то сразу, можно сказать, то, что первый способ требует от работника значительно большего мастерства, наличия некоторых художественных навыков и, конечно, умения работать с набором необходимых инструментов.
Оборудование для горячей ковки
Ковка материала происходит после его предварительного нагрева в кузнечной печи. Ее называют горном. Горн оснащен оборудованием для принудительной подачи воздуха. Нагрев производят до заданной температуры и после этого переносят на наковальню. Это металлическая плита, на которой производят ударную обработку разогретой заготовки. Ее выполняют с помощью молотков и кувалд разного веса. Один работник, легким молотком наносит удар по нужному месту, а второй, вооруженный тяжелым молотком или кувалдой, наносит в обозначенное место сильный удар. После того как заготовка остыла, ее снова загружают в печь для нагрева. Все перемещения детали в процессе ее обработки выполняют с помощью клещей с длинными рукоятками.
Ручная горячая ковка
Кроме, вышеназванных основных инструментов при горячей ковке применяют множество специального инструмента, который позволяет резать горячий метал, формовать сложные поверхности при горячей ковке металла.
Кузнечный горн
Для нагрева заготовок применяют печи, которые называют кузнечным горном. В его конструкцию входит несколько узлов. В частности:
- ствол, выполненный из материала стойкого к воздействию огня;
- очаг, со встроенной колосниковой решёткой;
- системы подачи и отбора воздуха;
- рабочего окна через которые подают длинные заготовки;
- дымоход, через который происходит удаление продуктов горения.
Кузнечный горн газовый
Кроме того, в состав горна входит и закалочная ванна. В основе работы классического кузнечного горна лежит уникальная восстановительная способность углерода. Именно эта его способность с успехом противостоит окислению заготовки, то есть его горению. Тут важна и теплотворная способность углерода. Дело в том, что подавая воздух необходимо регулировать его количество. Его должно быть столько, что бы хватило сжечь углерод, а тепло, выделяемое при этом, поднимет температуру в горне еще выше.
Кроме того, подачу воздуха в горн необходимо настроить так, чтобы подаваемого кислорода не хватало для окисления металла. Но если разогретую заготовку продержать в таком состоянии свыше необходимого времени, то произойдет ее перенасыщение углеродом. Существует такой термин — пересушивание, то есть металл становится очень хрупким. Кстати, в качестве пересушенного металла можно привести чугун.
Муфельная печь
Оборудование, которое используют для разогрева деталей, выполненных из разных материалов до заданной температуры, называют муфельной печью.
Муфельная печь
Отличительной чертой этого оборудования является наличие муфеля. Так, называют деталь, которая защищает деталь от контакта с топливом и продуктами сгорания и в то же время служит камерой, в которой деталь нагревают. На практике применяют два вида таких печей, с постоянным и сменным муфелем. В первой печи загруженные детали проходят все операции — от нагрева до состояния готовности, во втором, только до охлаждения. То есть, по мере достижения необходимой температуры и определенной выдержки заготовки один муфель убирают и на его место устанавливают другой.
Надо отметить, что и кузнечный горн, и муфельные печи могут использовать разные виды топлива — газ, уголь, дрова, светлые и темные нефтепродукты и пр.
Наковальня
Один из ключевых инструментов применяемый и для холодной, и для горячей ковки металлов — наковальня. Именно на ее поверхности, кузнецы выполняют деформирование заготовки и приведение ее к готовому виду. Наковальню отличает большой вес и поэтому ее жестко фиксируют к деревянной колоде.
Наковальня — ключевых инструментов
Конструктивной наковальня состоит из:
- рога;
- наличника с отверстиями;
- основания с лапами для установки наковальни.
Для изготовления этого инструмента применяют сталь 45Л. Надо отметить, то что, наковальни — это продукция, выпускаемая в соответствии с рядом ГОСТ. Например, ГОСТ 11396-75 нормирует безрогие изделия с весом от 92 до 200 кг, а ГОСТ 11398-75, определяет требования к изделиям с двумя рогами и весом от 100 до 270 кг.
Твердость материала, из которого производят наковальни, составляет 340 — 477 по HB.
Приспособление «Фонарик»
Используется для изготовления из квадратного или круглого прутка элементов в форме «корзинки» или «фонарика».
Устройство и принцип работы
Приспособление делается на базе стандартного торсионного станка. В закрепленные тиски зажимается обрезок трубы с наваренной на торец гайкой большого диаметра, в которой по торцам просверлены отверстия по размеру заготовок.
Затем в противоположных, крутящихся тисках закрепляется такая же деталь. В отверстия соосных гаек вставляются детали заготовок.
Между гайками устанавливается металлический вал. Его диаметр должен быть меньше внутреннего диаметра гаек. После путем вращения одного края заготовок изготавливается фигура необходимой формы.
Края прутков скрепляются между собой при помощи сварки или хомута.
Приспособление «Глобус»
Предназначено для создания элементов с большим радиусом изгиба. Детали используются в дизайне для выделения части декора. Часто имеют внутри отдельный узор. На профессиональном сленге по этой причине иногда называется «объемник».
Устройство и принцип работы
Устанавливается на базе «улитки». Сначала загибается один край заготовки при помощи специально установленной втулки. Она является основой для оси рычага.
Затем при помощи второй втулки заготовка обкатывается по шаблону, выполненному в форме дуги нужного радиуса. Оба ролика закреплены на рычаге, который приводится в движение руками. Противоположный конец заготовки гнется таким же образом.
После необходимое количество выгнутых деталей соединяются между собой с помощью сварки или хомутов.