- Home page
- •
- Articles on welding
- •
- How to choose electrodes for RDS welding for a beginner
In this article, we'll look at tips for selecting coated electrodes so you can buy the right consumables for the job.
To master RDS welding, you need a machine, protective equipment and consumables, as well as a lot of practice. We wrote how to choose welding equipment in a separate article, but here we will look at tips for choosing coated electrodes. This will help you buy the right supplies for a specific job.
In this article:
The electrode in manual arc welding performs several functions at once. Firstly, an electric arc burns between the end of the rod and the product, which melts the edges of the metal. Secondly, the rod serves as a filler metal, gradually melting and adding to the weld pool. Thirdly, the electrode coating burns and releases protective gases that prevent air from entering the weld pool.
If you choose the electrodes correctly, the arc will be easily excited, burn evenly, and fewer drops of molten metal will scatter to the sides. The weld metal will be saturated with useful inclusions from the rod and electrode coating, which will contribute to the strength and other properties of the joint.
Errors when choosing a consumable will affect both the ease of use and the quality of the connection. But there are no universal electrodes suitable for all tasks. Many brands of consumables have been developed, differing in the composition of the rod, the composition of the coating, suitability for the type of current, spatial position, and intended for narrow use. We will look at how to choose welding electrodes for MMA welding based on all these parameters.
The influence of welding current and electrode thickness on welding
Welding current is one of the most significant parameters in the work, affecting the main quality characteristics and dimensions of the seam, as well as some other fundamental indicators of the resulting welded joint. Even a slight increase in the level of welding current makes the melting of the workpieces and electrode material faster.
The welding current density, which is determined by the ratio of such parameters as the cross-sectional area of the emerging electric arc and the welding current (A/mm2), is also of no small importance during the work process. With an increased electrode diameter, the current density decreases. This feature is explained by a thicker and longer electric arc.
Too low welding currents negatively affect the stability of the arc. In this case, the risk of the formation of unwelded areas, constant interruption of the welding process and obtaining a low-quality joint increases significantly. At very high rates, overheating quickly occurs, or burns form in the area where the workpieces are welded, and intense spattering of the material can also be observed.
By metal thickness
Electrodes for manual arc welding are manufactured in different diameters. The cross-section of the rod is indicated on the pack, and experienced welders are able to determine it by eye. The thickness of the coated electrode is selected based on the thickness of the sides to be welded and the current strength. If thick workpieces are welded with thin electrodes, the latter will overheat, which will lead to destruction of the coating, splashing of liquid metal, and excessive consumption of electrodes. Welding thin metal with a rod that is too thick will be of poor quality, since the electrode will create excessive current resistance, and it will not be possible to heat and melt the workpiece.
In the table we have given options for selecting the diameter of the electrode according to the current strength and thickness of the parts being welded.
| Metal thickness, mm | Electrode diameter, mm | Current strength, A |
| 1-2 | 1,6 | 25-55 |
| 2-3 | 2 | 40-80 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-20 | 6 | 220-320 |
Polarity
The choice of direct current polarity is also related to the diameters of the electrodes.
- When welding with reverse polarity, less heat is generated, which reduces the risk of burning through the workpiece. Therefore, thin-sheet (up to 5 mm) parts are usually welded in this way. Accordingly, the most common electrode diameters are from 2.5 to 4 mm.
- A current of reverse polarity produces stronger heating; it is used to cook more massive and thick workpieces.
The diameter of the electrodes in the latter case must be at least 4 mm.
By type of metal being welded
It is necessary to select electrodes for RDS welding according to the type of metal being welded.
Then the composition of the rod will be as close as possible to the composition of the main product and the connection will be homogeneous. The likelihood of cracks or temperature deformations due to differences in linear expansion, thermal conductivity, and impact strength will be reduced. For example, when welding cast iron with mild steel electrodes, many pores are created as carbon escapes from the weld pool. Steel also cools faster than cast iron, so after welding, cracks along the seam are possible. The use of special electrodes, such as ESAB OK 92.58 NiFe-Cl-A, made of an iron-nickel alloy makes the connection more viscous and resistant to tearing.
Video source: Aurora Online Channel
Depending on the workpieces to be welded, select electrodes for:
- low-carbon and low-alloy steels;
- alloy steels (stainless steel);
- cast iron;
- high carbon steels;
- aluminum
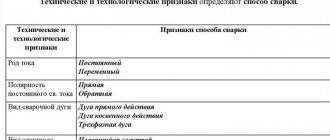
By type of current
For manual arc welding, inverters, generators, rectifiers or transformers are used. The latter produce alternating current. Welding with them is characterized by a hard arc, an increased amount of metal spattering, and a crackling sound when the arc burns. If you plan to cook with a transformer, you need electrodes for alternating current or universal ones. They can work with any current.
All other devices produce direct current, at which it is important to pay attention not only to the suitability of the electrodes for this indicator, but also to the polarity. Direct polarity is “minus” on the holder, and “plus” on the product. The reverse is on the “plus” holder. The pack of electrodes indicates which polarity they are suitable for when welding with direct current. Here, too, there are universal electrodes (for any polarity) and highly specialized ones.
How to choose the diameter of the electrode, how to connect it and what current strength to set
Choosing the brand of electrodes for the inverter is not all. Even if you have made your decision, at least three questions remain:
- what electrode diameter to use when welding;
- what current to set;
- Which output “+” or “-” should the electrode be connected to?
First things first. Let's start with what diameter of the electrode is needed for welding. In general, it is recommended to proceed from the thickness of the metals being welded: for small thicknesses, an electrode is taken with a diameter of the same size as the metal. If you are welding metal 3 mm thick, then use electrodes of a similar size. If you are cooking something thicker, take 4 mm accordingly. But large electrodes will be difficult for beginners to work with. Start mastering welding with a metal thickness of 3-4 mm. To do this, use 3 mm electrodes, or as they say “three”.
General recommendations for choosing the diameter of the electrode depending on the thickness of the metal
Regarding how to connect the electrodes to which output. The technical specifications on the package most likely indicate what polarity the electrode is intended for. When connecting in reverse, an electrode is connected to the positive output, and a clamp is connected to the negative output, which is attached to the part. With direct polarity, a plus is placed on the part, and a minus is applied to the electrode. How it looks on a welding inverter is shown in the photo.
Direct and reverse polarity of connection on the welding inverter
How are these two connection types different? The flow of electrons has different directions. As you know, electrons move from minus to plus. Therefore, when welding, it turns out that the element that is connected to “+” heats up more. By changing connection modes you can control the intensity of metal heating.
Let's consider several situations. For example, you have a 3 mm electrode, 2 mm metal. If you apply “+” to a part, burnout may result. Therefore, in this case it is better to use reverse polarity, at which the electrode will heat up more. If you want to weld 6 mm metal with the same three, it is better to do it with direct polarity: this way the heating of the metal will be deeper and the weld will be stronger.
Read how to choose an inverter welding machine here. You might be interested in building a fence from corrugated sheets.
Welding current
In general, when installing an electrode, the welding current strength for the inverter is set depending on the diameter of the electrode used. In general, there are recommendations on each pack, but you can do without them: take 20-30 Amperes of current for each millimeter of diameter. It turns out to be a fairly wide range, but then you also need to consider how you will lay the seam: with or without tearing. For welding without separation, lower currents are used, for welding with separation, higher currents are used.
What current should be used to cook with different electrodes (general recommendations, carefully select experimentally)
For example, for an electrode with a diameter of 3 mm, the calculated current is from 60 A to 90 A. They actually work in the range from 30 Amperes to 140 Amperes. When welding without separation, the current is set to about 70-90 A, with separation - 90-120 A. These parameters can “walk” in both directions: it also depends on the speed of movement of the tip of the electrode, on the grade and “fluidity” of the steel being welded, on the position of the seam (for vertical and horizontal seams they put a little less, for the ceiling - even less).
In general, even the currents recommended by the manufacturer are far from a requirement. Start with them, and then select them so that it is convenient for you to work and the seam turns out well. You should get a high-quality connection, and you will select the ratio of current strength and speed of movement experimentally. In this case, focus on the condition of the weld pool. It is your main indicator of quality.
Read about how to properly cook with inverter welding here.
Errors that may occur during welding
Now you know not only how to choose electrodes for inverter welding, but also how to connect them, what diameter you need them for this work, and how to select the current for each type of electrode and weld. Now let's talk a little about electrode holders.
By coverage
In total, there are four separate types of coating (basic, rutile, cellulose, acidic) and their combinations. The coating protects the weld pool from contact with the external environment and additionally saturates the metal with the necessary elements.
Rutile
The most common are rutile electrodes, which are often used by welders in enterprises. Examples of brands of consumables with rutile coating are: ANO-21, OK-46, MP-3, etc. They are suitable for welding gates, wickets, fences, greenhouses, canopies, canopies and other structures.
Rods with rutile coating are suitable for direct and alternating current, welding in all spatial positions, except vertical downhill. Among the advantages of using such consumables are the following:
- easy installation of tacks;
- insensitive to changing air gap length;
- ignite well both for the first time and repeatedly;
- not demanding on the cleanliness of the workpiece - can be welded on rusty metal;
- convenient for connecting thin parts;
- form a smooth, even roller;
- slag is easily separated;
- Suitable for intermittent arc welding.
This is the best option for welding at home, in the country or in a workshop. It is best to use short sutures.
Basics
Electrodes with a basic coating are more difficult to ignite, especially repeatedly. You cannot weld with the arc pulled off, otherwise you will have to knock on the product for a long time with the tip of the rod. The sides to be welded must be cleaned of dirt, paint, and rust, otherwise the arc will go out and “spit.” Some electrodes with a basic coating can only be welded using direct current of reverse polarity. But such consumables have the following advantages:
- boil thick metal well;
- the weld pool is clearly visible;
- less slag is released during combustion;
- Excellent for root joints and filling layers;
- the connection has increased tensile strength.
Popular brands of electrodes with basic coating: UONI 13/55, 13/45, 13/65, OK 48.
Such consumables are in demand for welding critical structures, but it will be more difficult for a beginner to use them. Therefore, if there is no production need, choose electrodes with rutile coating.
Sour
Acid-coated electrodes are used for assembling low-critical structures in construction and manufacturing. Designed for all spatial positions, except vertical for descent. They cook well on alternating and direct current, but they spit a lot. Suitable for rolled metal products made from low alloy steel. The arc burns stably, the cost of consumables is minimal, but the strength characteristics of the seams are low.
Pulp
The coating is thinner than the others, which makes it easier to weld in hard-to-reach places through technical holes. Suitable for work in all spatial positions, and therefore often used for installation on construction sites. Promote high quality welds on direct and alternating current. Suitable for welding low-alloy and carbon steels, main pipelines.
Mixed
Combining two coatings allows you to combine their beneficial properties. Possible options include combinations of base and rutile coating, acid and cellulose, rutile and cellulose. The combination of rutile and cellulose coating ensures easy ignition and increased strength characteristics. If you want to try these electrodes, buy ESAB OK 46.00 or RB-26 KOBELCO.
Techniques and methods for welding thin sheet metals
Sometimes thin sheets need to be welded at an angle. In this case, it is more convenient to use the flanging method: the edges of the sheet are bent to the required angle, fastened with short transverse seams every 5-10 cm. Then they are welded as mentioned above: with a continuous seam from top to bottom.
The video shows how to weld thin sheet metal with an electrode using a welding inverter. The flanging method is used: the edges of the parts are bent, then secured in several places with short seams. This is followed by welding with a thin electrode 2 mm thick.
It is not always possible to avoid burn-through when welding without separation. Then you can try tearing off the arc for a few moments, and then lower the electrode again to the same place and move it a few more millimeters. So, tearing off and returning the arc, and cook. With this method, it turns out that the metal has time to cool down during the arc separation. In the video you will see how the color of the welding site changes after the electrode is removed. The main thing is not to let the metal cool too much.
Welding thin metal with arc separation is demonstrated in the first part of the video. The joining method is overlapped (one part overlaps the other by 1-3 cm), a rutile-coated electrode is used (for structural and low-alloy steels). Then the welding of stainless steel with a stainless electrode with the main coating is shown, and finally the ferrous metal joint is welded with the same stainless steel electrode. The seam, by the way, turned out to be of better quality than when using the recommended electrodes.
Read about choosing electrodes for welding with an inverter machine here.
If when welding thin metal it is not necessary to create a continuous seam, use a spot weld. With this small-sized welding method, the tacks are located at a short distance next to each other. This method is called an interrupted seam.
This is what an intermittent seam looks like on thin metal.
In general, it is difficult to butt weld thin iron. Overlapping is simpler: the parts don’t overheat so much and there’s less chance that everything will “go wrong.”
Read about the types of welds and connections here.
When electric butt welding thin metal, you can lay a thin wire with a diameter of 2.5-3.5 mm between the sheets (you can beat off the coating on damaged electrodes and use them). It is positioned so that on the front side it is flush with the surface of the metal, and on the back side it protrudes almost half the diameter. When welding, the arc is drawn along this wire. It takes the main thermal load, and the metal sheets being welded are heated by peripheral currents. At the same time, they do not overheat, they do not warp, the seam is smooth, without signs of overheating. After removing the wire, it is difficult to see any traces of its presence.
This is what a seam looks like when welding thin metal end-to-end with a heat-removing wire laid underneath
Another way is to place copper plates under the joint. Copper has very high thermal conductivity - 7-8 times higher than steel. Placed under the welding site, it removes a significant part of the heat, preventing overheating of the metal. This method of welding thin metals is called "heat pad welding".
Read how to weld a metal gazebo here. You might be interested in reading how to make a barbecue from a gas cylinder or metal? The thing is necessary and suitable for mastering welding.
According to the requirements for the finished structure
The selection of electrodes for MMA welding depends on the requirements for the finished structure. It could be:
- tensile strength;
- impact strength;
- heat resistance;
- corrosion resistance;
- tensile strength;
- relative extension.
For example, for low-critical structures, a tensile strength of 43 kg/mm² is sufficient, and for products subject to increased loads, electrodes with a tensile strength of 55 kg/mm² are more suitable. Tensile strength is measured in MPa and can range from 380 to 650 or more MPa. Relative elongation is important under temperature changes and mechanical stress and can be 10-45%. Impact strength is measured in J/cm². The lower the temperature, the more fragile the joint becomes.
The resistance of a seam to corrosion is indicated in the marking of electrodes in 5 stages - the higher the number, the better. Heat resistance and heat resistance are indicated in 9 levels, each of which has its own temperature range. You can find out in more detail how to determine these indicators of electrodes by marking in the adjacent article. (here is a link to an article about marking that has not yet been published).
Rod diameter and coating thickness
The thickness of the electrode coating depends on the diameter of the rod and the grade of material. In accordance with GOST-9466-75, it is calculated by the ratio of the total diameter (with coating) to the nominal diameter of the rod (as D/d). Hence the coefficients:
- M (electrodes with thin coating) - no more than 1.2;
- C (with medium coverage) - no more than 1.45;
- D (thick coating) - no more than 1.8.
Electrodes are also produced with a particularly thick coating (G), in which the D/d ratio exceeds 1.8.
The MEZ catalog presents electrodes of various diameters, allowing for welding workpieces made of steels and alloys of any thickness - from thin-walled to massive parts. All products of the Magnitogorsk Electrode Plant have appropriate certificates.