Basic criteria establishing weldability
When assessing the weldability of steels, attention is always paid to the chemical composition of the metal. Some chemical elements can increase or decrease this indicator. Carbon is considered the most important element, which determines strength and ductility, degree of hardenability and fusibility. Conducted studies indicate that when the concentration of this element is up to 0.25%, the degree of workability does not decrease. An increase in the amount of carbon in the composition leads to the formation of hardening structures and the appearance of cracks.
Concept of weldability
Other features that relate to the issue under consideration include the following points:
- Almost all metals contain harmful impurities that can reduce or increase weldability.
- Phosphorus is considered a harmful substance; when the concentration increases, cold brittleness appears.
- Sulfur causes hot cracks and red brittleness.
- Silicon is present in almost all steels; at a concentration of 0.3%, the degree of machinability does not decrease. However, if you increase it to 1%, refractory oxides may appear, which reduce the indicator in question.
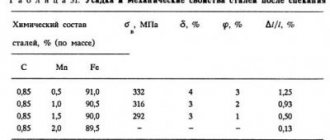
- The welding process is not difficult if the amount of manganese is no more than 1%. Already at 1.5% there is a possibility of the appearance of a hardening structure and serious deformation cracks in the structure.
- The main alloying element is chromium. It is added to the composition to increase corrosion resistance. At a concentration of about 3.5%, the weldability indicator remains practically unchanged, but in alloyed compositions it is 12%. When heated, chromium leads to the appearance of carbide, which significantly reduces corrosion resistance and complicates the process of joining materials.
- Nickel is also the main alloying element, the concentration of which reaches 35%. This substance can increase ductility and strength. Nickel causes an improvement in the basic properties of the material.
- Molybdenum is included in the composition in small quantities. It helps increase strength by reducing the grain structure. However, when exposed to high temperatures, the substance begins to burn out, causing cracks and other defects to appear.
- Copper is often added to the composition as an alloying element. Its concentration is about 1%, due to which the corrosion resistance is slightly increased. An important feature is that copper does not impair welding processing.
Weldability criteria
Depending on the characteristics of the structure and chemical composition of the material, all alloys are divided into several groups. Only by taking this classification into account can you choose the most suitable alloy.
Medium alloy steels
Medium alloy steels contain carbon in amounts of 0.4% or more. They are alloyed mainly with Ni, Mo, Cr, V, W. The optimal combination of strength, toughness and ductility is achieved after hardening and low tempering. Medium alloy steels such as KhVG, KhVSG, 9HS are in great demand due to their alloying additives in the manufacture of drills, reamers and broaches.
These steels are smelted from pure charge materials to increase ductility and toughness. They are also carefully cleaned from phosphorus, sulfur, gases and various non-metallic inclusions. In this case, steel can be subjected to electroslag or vacuum-arc remelting, or refining in a ladle with liquid synthetic slag. A good combination of strength, toughness and ductility of medium-alloy steels is achieved by thermomechanical processing.
Welding technology for medium alloy metals
To ensure the operational reliability of welded joints, when choosing welding materials, it is necessary to strive to obtain welds of such a chemical composition that their mechanical properties would have the required values. degree of change in these properties depends on the share of participation of the base metal in the formation of the weld. Therefore, you should choose welding materials that contain less alloying elements than the base metal. Alloying the weld metal at the expense of the base metal makes it possible to increase the properties of the weld to the required level.
When welding medium-alloy, deeply hardening, high-strength steels, it is necessary to select welding materials that will ensure the production of welds with high deformation capacity with the minimum possible amount of hydrogen in the weld pool. This is achieved by using low-alloy welding electrodes that do not contain organic substances in the coating and are subjected to high-temperature calcination. At the same time, when performing welding work, other sources of saturation of the weld pool with hydrogen (moisture, rust, etc.) should be excluded.
Austenitic welding consumables are widely used for welding medium-alloy steels. For mechanized welding and the manufacture of electrode rods, GOST 2246-70 provides for wire grades Sv-08Х20Н9Г7Т and Sv-08Х21Н10Г6, and GOST 10052-75 - electrodes of type EA-1G6, etc. Electrode coatings are used of type F, and for mechanized welding - basic fluxes. For welding medium-alloyed high-strength steels, electrodes of types E-13X25N18, E-08X21N10G6 and others are used in accordance with GOST 10052-75 and GOST 9467-75.
High quality welded joints with a thickness of 3...5 mm are achieved using argon arc welding with a non-consumable electrode. At the same time, to increase the penetrating ability of the arc, activating fluxes (AF) are used. Welding with AF is effective with mechanized methods to obtain a uniform penetration depth. The non-consumable electrode when welding with AF is selected from the most resistant grades of activated tungsten.
Gas welding of alloy steels is carried out with oxygen acetylene, which provides a high-quality weld. Substitute gases are not recommended in this case. But even oxygen acetylene cannot completely guarantee a high-quality seam. This can only be achieved by using arc welding.
Do-it-yourself metal doors are the ideal solution if you want to save money. Steel hardening is an obligatory stage in mechanical engineering, since the quality of the product depends on the correctness of its implementation. Read more in this article.
You can make very beautiful products from metal. You will find interesting ideas at https://elsvarkin.ru/prakticheskoe-primenenie/suveniry-i-ukrasheniya-iz-metalla-svoimi-rukami/ link.
Classification of steels by weldability
Alloys that do not form cracks when heated have good machinability. According to this characteristic, four main groups are distinguished:
- Good weldability means that the steel remains strong and reliable after heat treatment. In this case, the created seam can withstand significant mechanical stress.
- A satisfactory degree allows processing without preheating. Due to this, the process is significantly accelerated and costs are reduced.
- Limited weldability steels are difficult to process; welding can only be carried out using special equipment. That is why the cost of the process itself increases.
- Poor weldability does not allow the processing in question, since cracks may appear after the weld is completed. That is why such materials cannot be used to obtain critical elements.
Classification of steels by weldability
Each group is characterized by its own specific characteristics that need to be taken into account. Steel 20 belongs to the first group, while the common steel 45 has low weldability.
Steels with increased technological ductility.
Technological ductility depends on the chemical composition and microstructure of the steel.
The ductility of steel during cold stamping is determined primarily by the carbon concentration. The less carbon, the easier the extraction process is. It is recommended to use steel with a carbon content of 2.14% for deep drawing. In addition to casting properties, cast irons have sufficient strength, wear resistance, and are relatively cheap. Due to this, they are used for the production of high-quality castings of complex shapes. Depending on the form and form of carbon in cast iron, they are classified into white and gray. malleable and high-strength cast iron. White cast iron has HB = 450-550, is brittle and is not used for the manufacture of machine parts. Gray, malleable and high-strength cast irons, in which carbon is in the form of graphite, are widely used in industry. Graphite provides reduced hardness, good machinability, high anti-friction properties, but reduces
and
at B. _
Gray cast iron. It has a lamellar form of graphite. Based on their chemical composition, they are divided into: conventional (unalloyed) and alloyed. Ordinary gray cast irons contain: basic elements Fe - C (2.2-3.7 ° o) - Si (1-3%), Mn impurities (0.2-1.1%), P (0.02-0 .3%), S (0.02-0.15%). Cr, Ni and Cu are found in small amounts from the ore. Ferritic gray cast irons: SCh 10, SCh 15, SCh 18 Designed for lightly and medium-loaded parts: covers, flanges, flywheels, gear housings, bearings. Ferrite-pearlitic gray cast irons: SCh 20, SCh 21, SCh 25 are used for parts operating under increased static and dynamic loads: cylinder blocks, engine crankcases, cylinder pistons, clutch drums, beds of various machine tools.
Pearlitic gray cast irons: SCh 30, SCh 35, SCh 40, SCh 45 The most durable due to small isolated graphite inclusions. They are used for parts operating under high loads or under severe wear conditions: gears, cylinder liners, spindles, camshafts .
High-strength cast irons. Spherical graphite is obtained by modifying it with magnesium, or an alloy of magnesium and nickel, which is introduced into cast iron in an amount of 0.02-0.08%. They are used in various branches of technology, effectively replacing steel: rolling mills, forging and pressing equipment, in turbine construction - ball turbine housings, crankshafts, pistons, etc. Malleable cast irons. Graphite has a flake-like shape. They are obtained by annealing white hypoeutectic cast iron.
Here you can leave a comment on the selected paragraph or report an error.
Source
Weldability groups
All groups of steel weldability are characterized by their own specific features. Among them the following points can be noted:
- The first group, which is characterized by good weldability, can be used for welding without preheating and subsequent heat treatment of the seam. Tempering is performed to reduce stress in the metal. As a rule, this property is associated with a low carbon concentration.
- The second is characterized by the fact that it is prone to the formation of cracks and defects at the seams. That is why it is recommended to preheat the material, as well as subsequent heat treatment to reduce stress.
- At a limited rate, steel is prone to cracking. In order to eliminate the possibility of cracks, the material should be preheated; after welding, heat treatment is mandatory.
- The last group is characterized by the fact that in most cases cracks form at the seams. At the same time, preheating the structure does not largely solve the problem. After welding, multi-stage improvement is required.
Weldability groups
Each alloy and metal belongs to a specific group. In addition, the degree of weldability changes after improving the material, for example, by nitriding or hardening.
How do alloying impurities affect weldability?
As previously noted, the inclusion of a large number of alloying elements leads to a change in the main characteristics. Let us note the following points:
- With a low concentration, steel is better weldable.
- Some chemicals can increase the indicator in question, while others can worsen it.
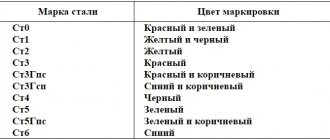
That is why when choosing an alloy alloy, attention is paid not only to the type of alloying elements, but also to their concentration. Accepted GOST standards determine that the labeling may indicate the main chemical substances and their quantities in the composition.
Effect of carbon content on steel weldability
In many ways, it is carbon that determines the main performance characteristics of the alloy. Too high a concentration of such a chemical leads to increased hardness and strength, but also brittleness. In addition, the degree of weldability is reduced several times. Other features include the following:
- If the carbon composition does not exceed 0.25%, then the indicator under consideration remains at a fairly high level.
- Too much carbon in the composition leads to the fact that the metal, after thermal exposure, begins to change its structure, due to which cracks appear.
It is worth considering that the chemical-thermal procedure being carried out can lead to a decrease in compliance with the connection method in question. That is why the improvement of the alloy is carried out after creating the structure by processing the seam.
Weldability of low carbon steels
Low-carbon alloys lend themselves well to welding. The following points can be noted:
- In such alloys the carbon concentration is less than 0.25%. This indicator is characteristic of alloys that have increased flexibility and relatively low hardness of the surface layer. In addition, the value of fragility is reduced. Therefore, low-carbon steels are often used to create sheet blanks. By adding small amounts of alloying elements, corrosion resistance can be improved.
- To improve the basic characteristics, various alloyed elements can be added to the composition, but in small quantities. Examples include manganese and nickel, as well as titanium.
Low carbon steel
As a rule, such metals do not need to be heated before processing, and after the procedure, hardening or tempering is performed only if necessary.
High alloy steels
High-alloy steels have a higher content of alloying elements - Cr and Ni (usually not lower than 16% and 7%, respectively). They give such metals the appropriate structure and necessary properties. Highly alloyed steels, compared to less alloyed steels, have high cold resistance, corrosion resistance, heat resistance and heat resistance. Despite the high properties of these steels, their main service purpose is determined by the appropriate selection of alloying composition. Accordingly, they can be divided into three groups: heat-resistant, heat-resistant and corrosion-resistant.
After appropriate heat treatment, high-alloy steels have high strength and plastic properties. Unlike carbon materials, when hardened, these materials acquire increased plastic properties.
The structures of high-alloy steels are very diverse and depend mainly on their chemical composition, that is, on the content of the main elements: chromium (ferritizer) and nickel (austenitizer). The structure is also affected by the content of other alloying elements, ferritizers (Mo, Ti, Si, Al, W, V) and austenizers (Co, Cu, C, B).