Article updated and supplemented: August 11, 2021
The welding process is based on the formation of a permanent connection between parts by heating them. After the formation of a molten weld pool, structural changes occur in the material. Due to external energy, the atoms occupy a new stable position in the crystal lattice.
The welding procedure is accompanied by the formation of a weld seam. If the technology was carried out incorrectly, then this place will be weakened in the design. High-quality cleaning of seams after welding eliminates possible negative consequences.
Purposes of weld cleaning
Cleaning the seams is a mandatory procedure after welding is completed. The goals of the procedure are:
- From the molten metal, pieces of slag fall into the seam, weakening it. Cleaning welded areas makes it possible to get rid of their presence.
- When welding, the surface of the workpiece is not always heated evenly. As a result, after the end of the process, residual stresses appear in the metal structure. Under the influence of loads, this can give impetus to the destruction of the structure. Special treatment of seams after welding allows you to normalize the internal structure of the metal.
Cleaning welds makes it possible to strengthen weak points in the product, as well as increase the metal’s resistance to aggressive environmental influences.
Communities › Body Repair › Blog › The eternal question, processing of welded parts before or after?
Hello everyone, I’m going to restore the body, and I’ve been racking my brains for a week now, how to process body parts with cavities that will be welded? There are a couple of ideas, but I still don’t understand which one is better, please help and explain =)
1 - Stripping to bare, clean metal without rye, after welding, if you can’t get into the cavity, drill a hole, spray with Movil, trying to cover the entire internal part, especially the welded part and welding points, thereby blocking the access of oxygen, and therefore rye, that is you get clean bare metal immediately
2 - Stripping down to bare metal, treating both parts with anti-corrosion primer ABRO, for example, or with an acid primer brush, after drying, clean the welded areas to a minimum in the mating areas, and cook, and then seal the cavity
It seems natural that the second method is the smartest, but!, the thing is that we are racking my brain: After welding, the acidic primer burns out, in its place in the cavity there are husks, bubbles and all sorts of nasty things left, but the acidic primer is no longer at all, especially in the places welding, those places that are most susceptible to corrosion than pure metal...
And the first method is both easier and simpler, but! Movil doesn’t know how it will behave, for example, in a year, it can crack, curl, and we get the same husk, but in about a year, let’s say, clean bare metal, which will happily begin to rot, but compared to the second method, after welding, Movil will completely cover pure metal , but in the example with an acidic primer, it won’t cover everything at all, since the resulting husk from the burnt acid agent will not allow it to be perfectly absorbed into the seams, and it turns out that Movil on bare metal takes even longer than hemorrhoids with an acid agent, drying, cleaning, but I haven’t seen Why do they do this, who can explain to me, a fool?
source
Methods for cleaning welds
To determine whether welds need to be protected, you should look at the corrosion of the joints that coats the metal in a short period of time. Regulatory standards have been specially developed to ensure the work is carried out correctly. Cleaning of any welded joints is regulated by GOST.
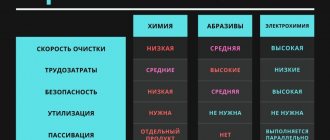
Sometimes the question arises of how to treat stainless steel after welding. This material has increased hardness due to its structure. You can clean the seams after finishing the welding process in the following ways:
- mechanical;
- chemical;
- thermal;
- electrochemical;
Mechanical method for cleaning welds
Cleaning of welded joints mechanically after completion of the procedure can be carried out using a stiff metal brush or a grinding machine. This is done in order to eliminate a number of emerging defects.
Mechanical work is carried out in 3 stages:
- The area around the laid seam is cleared;
- The seam is being pre-cleaned with coarse-grained abrasive;
- The final grinding of the weld is carried out with the installation of a fine-grained nozzle.
The best option is to use a tool for cleaning welds. Such equipment includes a grinder. Using this device, it becomes possible to clean the weld seam efficiently and flush. To complete the job, you need to select the required grinding wheels. They must meet the following characteristics:
- The material used should be aluminum zirconate. This type of attachment is highly durable. Cleaned seams will look much neater.
- Taking into account the type of work, a certain abrasive grain size is selected. Fine processing of welds is carried out using nozzles exclusively with fine grains. To remove scale, coarse wheels are required.
Cleaning welds with a grinder can be carried out using petal attachments. They are produced on paper and fabric bases. The last option is more reliable. It can withstand heavy loads and last a long time.
Polishing a stainless steel seam after mechanical cleaning
The treatment of seams after welding is of a special nature. Considering the decorative nature of the material, the welding area is brought to a shine. The surface should be solid and smooth in order to better withstand the influence of the external environment. After preliminary rough processing, the stainless steel grinding process has the following stages:
- The processing of a stainless steel weld is carried out with a machine on which a disk with vulcanite is installed. This material allows you to give the seam a concave shape, gently affecting the steel.
- A solution with diamond components is applied to the resulting weld profile. GOI paste can be used here.
- Now polishing a stainless steel seam is carried out with a felt wheel installed on the device. The surface is mirror-like without matte spots.
Metal processing at corner joints and various hard-to-reach places causes some difficulty. This problem primarily concerns stainless steels, where special attention is paid to the appearance of the products.
Processing a fillet weld in stainless steel is carried out using a grinder. In this case, the main attention is paid to the types of existing nozzles. Here it is better to use circles that have a diameter of 150 mm.
For grinding stainless steel with a grinder, 2 types of attachments are purchased:
- Coarse cleaning circle EA7 d150;
- Lapping wheel EA5 d150.
Ultimately, the weld area must be brightened.
EA5 and EA7 wheels can also be used for cleaning welds in corner and hard-to-reach joints. Their distinctive feature is that they are soft and elastic. During processing of stainless steel welds, these nozzles can bend, which eliminates the possibility of their destruction.
Video text
Greetings! To begin with, I recommend good online stores - goods and services at an affordable price:
Useful products - online store "Gearbest": https://goo.gl/riFbzo Necessary and useful - online store - "Aliexpress": https://goo.gl/242qIr Lots of necessary products - online store - "Banggood": https ://goo.gl/U7l3Kp Knife store - “Knives”: https://goo.gl/pPjgRj
Earn money from your video with affiliate programs:
Make money on your video with - "AIR": https://goo.gl/R7C0pK Make money on advertising in videos with - "Admitad": https://goo.gl/1qvZqN
Greetings! To start with the recommendations, the channel is Autobreaker https://www.youtube.com/channel/UCsrH. And to our topic today. In this video I will tell you and show you how to properly clean (file) weld seams. It seems that this is a simple process, but it has its own nuances, namely, do not burn the metal, do not take more than necessary samples and, of course, go over with a brush to prepare the surface for puttying.. I will talk about all this in detail in the video. Well, as usual, like the video if you liked it, ask if something was not clear... Comment and don’t forget to subscribe to my channel! Enjoy watching!
Melody in the video, author: Routenote Tvoi Rai · Air Tvoi Rai ℗ Air
source
Chemical method for cleaning welds
To obtain a high-quality weld, it is better to chemically treat the joint before mechanical cleaning. This can be done in two ways, the essence of which is as follows:
- Etching
.
The weld joint is processed by applying chemical compounds to its surface, the main components of which are sulfuric and hydrochloric acids. They look like a paste or gel. Thus, after welding is completed, all oxide build-ups and tarnished colors are removed. Due to the large amount of oxide accumulation, the steel may begin to rust. If the part has a complex shaped configuration, then a special container with acid is prepared for etching it for processing stainless steel seams. The welded workpiece dropped there is kept for a certain amount of time. The period the part is in the solution is calculated depending on its concentration and weld parameters. Examples of etchants:
SteelGuard InoxClean Spray Etch Gel/Spray SteelGuard InoxClean Dip Etch - Passivation
.
This operation occurs after the end of etching. Its purpose is to restore the alloying layer that was lost after welding. Most often, stainless steel undergoes this treatment. For this purpose, a protective coating is applied to the metal area. This may be ASTM B117. This solution prevents the formation of corrosion. The reason is oxidants. When interacting with metal, they form a protective film on its surface. After the process is completed, all reagents are removed with water. The waste is disposed of with alkali, which neutralizes the acid. Examples of passivation products:
Passivator for stainless steel SteelGuard InoxPass Spray Means for restoring the passive layer of stainless steel SteelGuard InoxPass
The chemical method is very convenient for cleaning fillet welds.
Thermal method of cleaning welds
When welding products made of thin metal, the weld seams are cleaned using heat treatment. This is due to the fact that thin parts are more likely to deform under the influence of internal stresses.
Due to their small thickness, the metal located near the heat source quickly heats up. At the same time, distant areas of the material remain cold. This temperature difference leads to modifications in the crystal lattice. Heat treatment of welding seams restores the internal structure of the metal and returns it to its previous properties.
The equipment used for working using the temperature heating method is of the following types:
- Induction. This is a high frequency and power generator operating on alternating current. An inductive coil is used as a heating element.
- Radiation. Heating is carried out by infrared radiation. It is formed after heating the nichrome wire as a result of applying a high electric current to it.
- Gas. The welding seam is heated in the flame of a gas burner.
The principle of heat treatment of welded joints is high heating of the seam. The temperature range can be 600-1000 °C. As a result, the structure of the seam and the adjacent metal are aligned.
The procedure consists of the following steps:
- First, the area of the part next to the seam is heated.
- The product is kept in a heated state for a certain period of time.
- The structure is cooled.
This procedure allows you to restore the previous strength and ductility in the material, relieving internal stresses.
Let's consider the types of heat treatment of welds:
Each of these methods is selected based on the physical and chemical characteristics of the steel.
SNiP 3.03.01-87. Load-bearing and enclosing structures Part 9
8.7. If it is necessary to weld steel structures at an air temperature below minus 30 °C, welders must first weld test butt samples at a temperature not higher than the specified one. With satisfactory results of mechanical tests of test samples, the welder can be allowed to work at an air temperature 10 ° C below the welding temperature of test samples.
8.8. The welded surfaces of the structure and the welder’s workplace should be protected from rain, snow, and wind. At ambient temperatures below minus 10 °C, it is necessary to have an inventory room for heating near the welder’s workplace; at temperatures below minus 40 °C, a greenhouse must be equipped.
8.9. Fluctuations in the voltage of the electric current supply network to which the welding equipment is connected should not exceed ±5% of the nominal value. Equipment for automated and manual multi-station welding should be powered from a separate feeder.
8.10. Welding materials (coated electrodes, flux-cored wires, solid welding wires, fused fluxes) must comply with the requirements of GOST 9467-75, GOST 26271-84, GOST 2246-70 and GOST 9087-81.
8.11. When incoming inspection of welding materials, it is necessary to establish the availability of certificates or passports of the supplier company.
If there are no certificates for welding materials or their storage warranty period has expired, it is necessary to determine the mechanical properties of butt welded joints made using these materials. Welded butt samples should be tested for static tension, static and impact bending at a temperature of 20 °C in accordance with GOST 6996-66 and in the quantity specified in clause 8.6.
8.12. Welding materials (electrodes, wires, fluxes) must be stored in the warehouses of installation organizations in original packaging separately by brand, diameter and batch. The warehouse must be dry, with an air temperature of at least 15 °C.
8.13. Before use, coated electrodes, flux-cored wires and fluxes must be calcined according to the conditions specified in the technical specifications, data sheets, labels or tags of welding consumable manufacturers.
Solid welding wire should be cleaned of rust, grease and other contaminants.
Calcined welding materials should be stored in drying ovens at 45-100 ° C or in storage rooms with an air temperature of at least 15 ° C and a relative humidity of no more than 50%.
8.14. The welder must place a personal mark at a distance of 40-60 mm from the border of the weld seam he has made: by one welder - in one place, when performed by several welders - at the beginning and end of the seam. Instead of stamping, it is allowed to draw up as-built diagrams with the signatures of welders.
ASSEMBLY AND WELDING OF INSTALLATION CONNECTIONS
8.15. Welding of structures during enlargement and in the design position should be carried out after checking the correctness of assembly.
8.16. The dimensions of the structural elements of the edges and seams of welded joints made during installation, and the maximum deviations of the cross-sectional dimensions of the seams of welded joints must correspond to those specified in GOST 5264-80, GOST 11534-75, GOST 8713-79, GOST 11533-75, GOST 14771-76* , GOST 15164-78, GOST 23518-79.
8.17. The edges of the elements to be welded at the locations of the seams and adjacent surfaces with a width of at least 20 mm for manual or mechanized arc welding and at least 50 mm for automated types of welding, as well as the junction of the initial and lead strips must be cleaned to remove rust, grease, paint , dirt, moisture, etc. In structures made of steel with a yield strength of more than 390 MPa (40 kgf/sq.mm), in addition, welding points and adjacent surfaces of devices should be cleaned.
8.18. Welding should be carried out under stable conditions. The maximum deviations of the specified values of the welding current and arc voltage during automated welding should not exceed ±5%.
8.19. The number of calcined welding materials at the welder’s workplace should not exceed half-shift requirements. Welding materials should be kept in conditions that prevent them from getting wet.
When welding structures made of steel with a yield strength of more than 390 MPa (40 kgf/sq.mm), electrodes taken directly from a calcining or drying furnace must be used within two hours.
8.20. Manual and mechanized arc welding of structures can be performed without heating at the ambient temperature given in Table. 36. At lower temperatures, welding should be carried out with preliminary local heating of the steel to 120-160 °C in a zone 100 mm wide on each side of the joint.
8.21. The places where mounting devices are welded to structural elements made of steel with a thickness of more than 25 mm with a yield strength of 440 MPa (45 kgf/sq.mm) or more must be preheated to 120-160 °C.
8.22. Automated submerged arc welding is allowed to be carried out without heating at the ambient temperature given in table. 37.
At temperatures below those indicated in the table. 37, automated submerged arc welding should be carried out with preliminary local heating to 120-160 °C.
8.23. Automated electroslag welding of elements, regardless of their thickness, in structures made of low-alloy or carbon steels can be performed without preheating at air temperatures down to minus 65 ° C.
8.24. In structures erected or operated in areas with a design temperature below minus 40 °C and up to minus 65 °C inclusive. (during construction in climatic regions I1, I2, II2 and II3 according to GOST 16350-80), mechanized grinding, oxygen and air-arc surface cutting of sections of welds with defects, as well as welding of the restored section at the temperature indicated in the table. 36 should be performed after heating the welded joint zone to 120-160 °C.
Minimum permissible ambient temperature, °C,