Steel tempering is a type of heat treatment used for products that have undergone hardening with a polymorphic transformation. What does "tempered steel" mean? This is steel heated below temperatures at which a change in the type of crystal lattice occurs. Next, the metal is kept heated for a certain time, followed by slow cooling, usually in air. The purpose of tempering is to weaken or eliminate internal stresses, increase ductility and toughness, slightly reduce the hardness obtained during hardening, and reduce brittleness. The quality of the hardened part largely depends on the correct execution of heat treatment. Depending on the intended purpose, the optimal process mode is selected.
Types of vacation
This type of heat treatment is characterized by: low heating of the part to 150-250°C, holding at these temperatures and cooling in air. When the supply is low, the following processes occur:
- a “tempered martensite” structure is formed (a product of the decomposition of martensite formed at a temperature below the austenitic-ferritic transformation);
- internal stresses are partially eliminated;
- viscosity increases without a noticeable decrease in hardness.
This tempering is most often carried out for tool steels.
Tempering at low temperatures is called “aging”. Types of “aging”:
- Artificial. The parts are heated to 120-150°C and maintained at these temperatures for 18-35 hours. The process takes place in baths with automatic temperature control.
- Natural. It is carried out at room temperature, tools and products are kept in such conditions for three months or more.
“Aging” of hardened parts and tools serves to stabilize dimensions while maintaining a sufficiently high hardness.
Average tempering temperatures range from 300-500°C. In this case, a fairly significant decrease in hardness and an increase in viscosity occurs. This heat treatment is used for tools that must have significant toughness, strength and elasticity, as well as for springs and leaf springs.
Performed at temperatures of 500-650°C, it leads to the formation of a structure that provides the product with an optimal combination of strength and ductility. Used for parts made of structural steels 35.45, 40X and intended for operation under shock loads.
Definition! The operation of hardening followed by high tempering is called “improvement”.
How to temper hardened steel correctly?
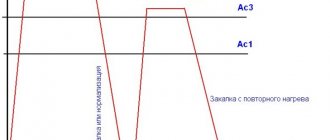
This operation must be performed immediately after hardening, since the part may become cracked due to the presence of high residual stresses. If the tempering regime is violated - insufficient heating or short holding time - “under-tempering” occurs, in which the part remains brittle. To eliminate this drawback, repeated tempering is used.
Approximate hardness of steel (Rockwell) after heat treatment in various modes, including quenching and tempering
Source: metallz.ru
How to harden low-carbon stainless steel with pre-carburization?
Stainless steel grades with low carbon content (0.1-0.3%) are not suitable for hardening. To harden rolled products and products made from such alloys, saturation of the surface layer with carbon (cementation) is often used, followed by hardening and low tempering. The purpose of this treatment is to obtain a hard, wear-resistant surface, which is achieved by enriching the top layer with carbon to a concentration of 0.8-1.2%.
The results that carburization in combination with hardening and tempering can achieve:
- the core of the product, not saturated with carbon, remains viscous even after hardening;
- wear resistance increases;
- endurance limit increases.
Hard carburization of stainless steels is carried out by placing the product in boxes with a carburizer, which uses crushed graphite or other material, followed by hardening and low tempering. Solid carburizer is used at home or in small-scale production. For mass production of metal products, carburization in a gas environment is in demand. Options are liquid and vacuum cementation.
Hardening and tempering of metal at home - technology and tables
In a simplified form, the process of hardening a metal consists of increasing the temperature of the sample to high values, and then cooling it. But it's not that simple. And this is explained by the fact that different types of metals differ in their structure and, accordingly, specific properties. Therefore, certain techniques (and temperatures) are used to harden them. We will talk about them, as well as the specifics of carrying out the relevant operations.
First of all, it is worth noting that heat treatment (hardening) of metal products (or blanks) is carried out in two cases.
Firstly, if necessary, increase the strength of the material (several times). Almost everyone encounters this in everyday life. For example, to “strengthen” the cutting edges of kitchen utensils (knives, hatchets for chopping meat) or tools (chisels, chisels, etc.).
Secondly, to give the metal some plasticity, which greatly facilitates further work with the material (“hot” forging). This is well known to those involved in blacksmithing. Let's consider all stages of the technology of hardening metal products at home.
The main condition for high-quality hardening is its uniformity, without dark spots on the sample (blue or black). The metal should not be heated to “white heat”. A sign of optimal heating is that it acquires a bright crimson (red) color. The source of heat can be anything - a blacksmith's forge, a blowtorch, an electric stove, a gas burner, an open fire. Its choice depends on the temperature that needs to be achieved for a given type of steel.
Cooling
There are several methods for carrying out this technological operation. It can be either sharp or gradual, stepwise. The specificity is determined by the type of metal.
Jet hardening
It is used if it is necessary to process not the entire sample, but a separate section of the surface. A stream of cold water is directed at it.
With one "cooler"
It is clear that a suitable container (bucket, barrel, bathtub) is pre-installed. Typically used for alloy or carbon steel workpieces.
Media with different abilities to lower the temperature of the material are used as a “cooler”. Therefore, the process is a two-stage process, which also ensures “tempering” of the metal. For example, cooling is first done in water, and then in oil (for example, machine oil or mineral oil), since it can ignite due to high temperature.
There are other methods, but they are usually used by craftsmen who work at a professional level and are well versed in metals. For example, isothermal hardening. There is no point in dwelling on them in detail, since first we will have to explain what martensitic and austenitic steels are.
Modes of hardening and tempering of steel
What to cool in?
We have already mentioned that this is most often done with cold water and oil. But these are not the only possible “coolers”. The fact is that with such hardening, some types of steel become brittle. Therefore, in practice, other media are used that can intensively lower the temperature of the metal.
For example, liquid wax. It is more suitable for working with flat workpieces, which, after bringing their temperature to the required value, are completely immersed in it, sequentially, several times in a row, until the mass of sealing wax has completely hardened.
Craftsmen also use substances such as alkalis, solutions with a strong concentration of salt and a number of others, even molten lead, as “coolers”.
How to check the quality of hardening? There is a fairly simple way - using an ordinary file.
- If, when processing a workpiece, it literally “bounces” off it, then the result is “glass.” Such metal is overheated and will crumble easily.
- But the “sticking” of the tool indicates that the metal is soft (“plasticine”), not hardened enough, and the strength of the part made from it is highly questionable.
Source: ismith.ru
How to release a file at home? — Machine tools, welding, metalworking
A knife with a durable, sharp blade can be useful not only for household purposes, but also on a hike, travel, or in natural conditions far from residential buildings. Finding a good product is not easy; many brands offer blades made of steel that has not been alloyed in accordance with the relevant standards. You can get the desired result by making your own knife.
For this purpose, a variety of materials can be used: a spring, a metal drill of sufficient thickness, a file, a socket wrench.
When using them as workpieces, it is necessary to use a hammer and an anvil to give the steel part the required shape. An exception is making a knife from a file.
To remove the excess layer of iron from the metal that is hot during the firing process, you can use a hacksaw or an abrasive disc.
Selection of working materials
Before telling you how to make a knife from metal, you should consider what materials will be required to make it.
If a file will be used as a workpiece, it is better to take a Soviet-made product produced 35-50 years ago.
Even in the presence of rust, U-13 steel of this period is distinguished by high quality and uniform carbon content due to strict adherence to alloying standards by the USSR metallurgical industry.
It is advisable to choose a diamond-shaped file, with a rectangular cross-section and a width of 30-40 mm. If you use a product with a flat configuration, the blade will be less durable. To create a handle, you can take wood, birch bark, a piece of leather, bone, plastic plates, or deer antler. The handle is attached to the blade using rivets made of brass or aluminum or epoxy resin.
To work you will need the following tools:
- vice;
- hacksaw for metal;
- a pair of clamps;
- Workbench;
- convenient file with a large handle;
- Bulgarian;
- charcoal for starting a fire in the forge;
- whetstone, iron brush;
- sandpaper with coarse and fine grain;
- sharpening machine or grinder;
- used motor oil (for hardening metal);
- magnet, glass;
- ferric chloride (for etching the blade).
Preparing for work
At the preparatory stage, you should come up with the shape of the blade and the handle for it. These details must be displayed on the drawing of the future product. Also mark on the sketch the method of their fastening. Professionally making a dagger from a file involves forging iron in a forge.
This ensures the strength of the metal, giving it elasticity, allows you to remove excess thickness by flattening the steel with hammer blows, and also speeds up the stiletto manufacturing process, reducing the time spent on its subsequent processing.
In the absence of blacksmithing equipment and special skills, you can make a good homemade knife without forging. Its quality will not be inferior to that made by an experienced blacksmith, provided that a real Soviet file is selected.
You can check whether the steel is alloyed or regular, hardened, in the following way: just place the part on the edge of the table and hit its tail tip with a hammer. It should not break, but bend a little.
Processing on a grinding machine will also determine the quality of the metal - ordinary steel will produce many long beams of sparks, while high-alloy steel will produce a lush sheaf of sparks of short length.
The first stage of making a knife with your own hands is firing. Heating the metal ensures its pliability necessary for machining. Therefore, it is impossible to make a knife from a file without heat treatment.
Firing the file
The workpiece can be annealed in a special furnace or in a stove heated to 650-700°. If firing is carried out on a gas stove, a heat shield will be required to increase the temperature of the heating zone.
Metal objects are used to create it. The upper part of the screen is covered with an iron plate. The distance from it to the file should be at least 1 cm.
This structure allows you to retain the heat released during the combustion of natural gas, providing stronger heating of the workpiece.
How to anneal a file in a forge:
- To create a forge, make an earthen hearth by inserting a 2-inch pipe into it. Air is supplied through it using a compressor.
- Charcoal is lit in the hearth.
- After the steel is red-hot, the air injection is stopped, allowing the metal to slowly cool in the dying furnace.
You can check whether the file is heated correctly in a gas oven using table salt by pouring it onto the surface of the workpiece. If the temperature of the material has reached the desired value, the crystals will begin to melt.
The metal on the stove should be kept hot for 3-4 hours, during which time its color should have a uniform red tint.
The subsequent reduction in the temperature of the workpiece is carried out in stages: first, the heating intensity is reduced by a quarter, then every half hour by another quarter, until the steel has completely cooled.
It is very important that the cooling of the metal occurs gradually, since with rapid cooling the blade will begin to crumble.
Shaping the blade and handle of the blade
The cooled workpiece is fixed in a vice and the excess parts are cut off, giving a shape according to the patterns prepared in accordance with the drawing. The precision of removing excess metal with a hacksaw will reduce the duration of sharpening the product with a file. When cutting out the shank, you need to take into account that its size must correspond to the length of the fingers. Processing with an abrasive disc attached to an electric sharpener will help give the knife the intended shape.
When turning slopes, the workpiece is secured to the workbench with clamps. When performing this operation, it is necessary to control the symmetry of the processing of both sides of the product, removing layers of metal at one angle throughout the descent.
The softness of the annealed metal makes it easier to form a blade, but to get a good knife, the steel must be hardened and tempered.
Quenching and tempering of knife blanks
To harden a knife from a file, you should prepare a burner that allows you to obtain the highest temperature values, a container with waste oil, a magnet and glass to check the quality of hardening.
Heating the metal with a burning torch should cover the entire area of the blade and the surface of the handle adjacent to it for 30 mm. The area of the stylet on which the handle pads will be located is not hardened.
Warming up should be uniform, without overheating.
Checking the correctness of hardening is carried out with a magnet - when the desired temperature is reached, the metal stops reacting to its approach.
When no reaction is achieved in a uniformly painted iron part, heating is continued for another 3-4 minutes, after which it is lowered into oil for cooling.
You can get a better effect by additionally placing the vessel with oil in cold water. A blade tempered in this way should leave scratches on the glass.
The hardening procedure results in the appearance of high internal pressure in the metal. This can contribute to the formation of cracks in the blade when sharpening it.
Tempering the steel allows you to remove the increased internal stress (at the same time, the hardness of the material will also decrease slightly). To temper the metal, the workpiece is placed in the oven for 1.5 hours, setting the heating temperature to 200 ° C.
Cooling of the blade should be gradual; it should not be removed from the oven until it has cooled completely.
What is steel tempering, types and process technology
Steel tempering is the final stage of heat treatment and is used to reduce excess hardness, reduce brittleness and eliminate internal stresses of the metal. It is most often applied to carbon steels that have been hardened to martensite, that is, heated slightly above 727 ºC and cooled at a high rate in an aqueous environment. Typically, steel products are tempered at temperatures that are several times lower than the quenching temperature, while maintaining the martensitic structure, which ensures the hardness of the metal. Cutting tools and other products made from tool steels are mainly subjected to this heat treatment. However, there are types of tempering with heating close to quenching (on troostite and perlite), after which the metal acquires the required elasticity and its impact strength increases. Alloying additives slow down the process of formation of the required structure, so parts made of alloy steels are tempered at higher temperatures. Traditional tempering technology involves heating the product to a standard value and cooling it in the open air, although some types of steel products are tempered in oil or molten media. You can release the entire product or part of it. For example, only the butt and handle of knives are tempered, while maintaining the full hardening of the blade.
Tempering and aging of metal
By hardening steel, the fragility of the product and its hardness increase. Tempering the metal is another necessary procedure, during which it becomes more ductile, but at the same time its strength and hardness are slightly reduced. Vacation is carried out gradually and at a lower temperature.
Tempering is a type of heat treatment that is used for products hardened to a critical point, during which the structure of the steel changes. How this process occurs: the metal is kept in a heated state for a certain period of time, and then slowly cools in the open air. Tempering is carried out to reduce internal stress, increase the ductility of the metal and prevent its brittleness.
If you harden steel without changing its crystal lattice, you can prevent the brittleness of the metal, but you will also get problems with its hardness. The hardness of a product can be increased using another heat treatment process - metal aging, during which the supersaturated solid solution decomposes.
With the help of aging, the required hardness and strength of the hardened metal is achieved. There are three types of aging:
- natural – a type of heat treatment that occurs during aging under natural conditions; during natural aging, the strength of the metal automatically increases and its ductility decreases;
- thermal – this is aging, which is impossible without exposure to high temperatures; in this case, overaging may occur when the characteristics of the metal reach their peak and then begin to gradually decrease;
- deformation - this type of aging involves plastic deformation of a hardened alloy, which has the structure of a supersaturated solid solution.
What is steel tempering?
Tempering of a metal is one of the types of heat treatment in which its phase state is preserved, but at the same time a number of hardening characteristics are corrected. First of all, during tempering, the stress of the internal structure, which arises as a result of deformations of the crystal lattice during quenching, sharply decreases. In addition, rigidity and brittleness are reduced, which is a consequence of the saturation of the needle-shaped elements of martensite with ferrite and the formation of pearlite grains (see figure below). This structure retains the properties of hardened metal, but at the same time becomes more ductile and tough. In alloyed steels, all these processes occur with some differences, which are associated with the fact that alloying elements under certain conditions become centers of crystallization and thus change the physical and chemical characteristics of the metal.
Steel products are tempered by heating them to a given value, followed by slow cooling in the open air or in a special environment. The phase state and structure of the metal formed after tempering, and, consequently, its physical characteristics, directly depend on the heating temperature. In general, the rule is observed: the higher the temperature, the lower the brittleness and hardness and the higher the flexibility and toughness. Depending on the temperature ranges used, there are three main types of steel tempering: low, medium and high, the heating limits of which are, respectively, 300 ºC, 450 ºC and 650 ºC. The first type is characterized by the highest hardness, and the latter by the highest impact strength. The heating temperatures during tempering of steels directly depend on their chemical composition, since alloying additives have a significant impact on the process of formation of structural elements. This is usually due to a slowdown in the decomposition of martensite, which requires an increase in temperature conditions. In addition, when high-alloy steels are tempered, phenomena such as an increase in rigidity associated with the formation of troostite and the occurrence of temper brittleness may be present.
Differences in hardening between stainless steel and carbon steel
All alloying elements included in the composition of corrosion-resistant steel are conventionally divided into two groups:
- The first is elements that increase the temperature of the polymorphic transformation. These include copper, vanadium, tungsten, molybdenum, titanium, niobium. For stainless steel containing such additives, an increase in the quenching temperature is required.
- The second is elements that lower the critical temperature at which a change in the crystal lattice occurs. These are manganese and nickel. With steels containing manganese, it is not recommended to allow overheating, since this element provokes the growth of austenitic grains.
Attention! Carbide-forming elements - chromium, molybdenum, tungsten, vanadium, titanium - suppress the growth of austenite grains. Therefore, steels containing them are not subject to overheating; they are usually heated to higher temperatures compared to carbon steels.
In relation to unalloyed carbon stainless steels require:
- due to worse thermal conductivity - longer exposure for high-quality heating;
- slower cooling, for which oil baths are usually used.
Low Vacation
Low tempering is carried out in the temperature range of 120÷300 ºC. The choice of a specific temperature regime depends on the grade of metal and the desired result. Most often, this method reduces internal stresses and slightly increases the toughness of tool steels, which require increased hardness and wear resistance. At 120÷150 ºC there is no change in hardness, but only residual stresses decrease. To reduce it, the product must be heated to at least 200 ºC and kept under these conditions for at least one hour. In the range from 200 ºC to 300 ºC, the formation of tempered martensite begins and the hardness decreases with a simultaneous increase in the toughness of the steel. In some cases, a significant decrease in viscosity is observed in this temperature range, which is called temper embrittlement. The consequences of this phenomenon are eliminated by additional heat treatment. In addition to tool steel, low tempering with heating up to 250 ºC is also used for structural steels, the surface of which has been subjected to thermochemical treatment.
Average holiday
Medium tempering is intended for heat treatment of steel products, which must combine increased strength and elasticity with specified toughness parameters. As a rule, spring and spring steels operating under variable dynamic loads are tempered in this way. The temperature range in this case is from 300 ºC to 450 ºC, and the hardness is reduced to 45÷50 HRC versus 60÷63 with low-temperature tempering. After such heat treatment, the steel acquires a troostite structure. The heating time during an average tempering can be up to several hours, and cooling is carried out naturally in calm air.
High holiday
High tempering is carried out in a temperature range close to the critical point: from 450 ºC to 650 ºC. After such heat treatment, the steel becomes ductile, its relative elongation and contraction, as well as impact strength, increase. This is due to the fact that the metal acquires the structure of tempered sorbitol and its internal stresses are reduced by 95%. In this way, products operating under shock loads are released: shafts, axles, connecting rods, parts of presses and forging hammers. If steel is tempered at 690 ºC, then granular pearlite will prevail in its structure, and it will have maximum ductility and minimum strength. In some vanadium, chrome and tungsten steels, when tempered with heating up to 560 ºC, troostite may form, which leads to an increase in hardness (the so-called secondary hardness).
Tempering brittleness
For almost all steels, a standard relationship applies: the higher the heating temperature during tempering, the greater the ductility and toughness of the tempered product. However, for some brands, as the temperature increases, these physical characteristics decrease and hardness and brittleness increase. This phenomenon is called temper brittleness and occurs during heat treatment of both carbon and alloy steels. It manifests itself in two temperature ranges: 250÷400 ºC and 500÷550 ºC and, accordingly, is called type I and II temper brittleness (see figure below). The first is typical for carbon steels, and you can get rid of it by heating the part again a little above 400 ºC. As a rule, it does not appear again, but at the same time the metal exhibits a slight decrease in hardness. Type II temper brittleness can occur in alloy steels, which, after heating to the specified range, are subjected to slow cooling. To counteract this problem, the cooling rate is usually increased, but reheating the product may again cause such brittleness to occur. Another way to get rid of this phenomenon is to introduce small amounts of molybdenum or tungsten into the steel composition. It is preferable for tempering large-sized parts, since a high cooling rate can cause their deformation and the occurrence of excessive internal stresses.
How to release steel yourself
In order to temper steel at home in order to relieve internal stress, it is not necessary to know its grade - it is enough to heat it to a temperature no higher than 200 ºC and hold it in these conditions for at least an hour. If you plan to temper a steel product to reduce hardness and increase toughness, then knowledge of the steel grade is necessary to determine the tempering temperature conditions. This is actually not as difficult a task as it might seem. In textbooks on heat treatment and on Internet sites there are enough tables with lists of products and the grades of steel from which they are made, and often even with the temperature conditions for their quenching and tempering (see table above). To heat your part, you can use almost any heat source: from the oven to a gas burner or a homemade forge. An important point is the heating temperature. In principle, it can be determined by color tables of tarnish appearing on hot metal, which are also easy to find on the Internet. This is an old proven method, known since ancient times, but it requires some experience, since its main disadvantages are the subjectivity of color perception and its dependence on external lighting. For a beginner, the best solution would be to use a stove thermostat or a regular multimeter with a thermocouple.
Has anyone ever used a multimeter with a thermocouple to measure the tempering temperature? How accurate is this device and how do its readings correspond to the color of the tarnish? If anyone has such experience, please write your opinion in the comments.
Source: wikimetall.ru
Main nuances when hardening stainless steel
Basics of stainless steel hardening: choice of temperature conditions, main stages and important features. Necessary equipment, materials and tools. How to harden stainless steel at home.
Hardening of stainless steel differs from hardening of non-alloy steels in a higher temperature, holding time, and the rate of heating and cooling. This is because alloying components change the critical (austenitic) heating point and reduce the thermal conductivity of the metal.
In order to harden corrosion-resistant steel (stainless steel), it must be heated to a temperature of at least a thousand degrees, and then cooled in an oil environment. It is known that for successful hardening of ordinary steel it is necessary that the carbon content in it be at least 0.4%.
This does not apply to stainless steel, since alloying additives make it possible to harden it at a lower carbon content. Among craftsmen who make knives and cutting tools, the most popular is domestic stainless steel grade 40X13 (and its analogues), which contains 0.35÷0.45% carbon and about 12÷14% chromium.
It is affordable, easy to process, and can be hardened in almost any environment. In order to harden their stainless steel products, home craftsmen, as a rule, use homemade equipment, improvised means and inexpensive materials, and select temperature conditions “by eye”.
Metal moonshiners! Let's unite! For the benefit of the site and communication!
I'll ask. How to temper hardened steel to the required hardness at home. wimpex273, 24 May 13, 23:42
Thrust wheel of a sewing machine for sewing leather. wimpex273, 25 May 13, 00:30
To sew leather, instead of pressing a rag, use a wheel. So it needs to be made according to all the rules. wimpex273, 25 May 13, 00:44
Last ed. 25 May 13, 01:01 from Benz
I'll ask. How to temper hardened steel to the required hardness at home. wimpex273, 24 May 13, 23:42
As far as I remember from a school course or something, hardness is achieved precisely by hardening, and tempering relieves internal stress and increases strength. Archon, May 25, 13, 00:53
Last ed. 25 May 13, 01:00 from Benz
Well, it’s not like I’m building a spaceship. Therefore, such precision is not needed. It is necessary that the balls from the bearing do not roll into the groove, and that the edges do not break off. The hardness is needed like a wrench, the old wheels were approximately the same. The machine is ancient, the parts have not been sold for a long time, but it works well. There is an old method for hardening. Heat the part until it stops being magnetic. It is determined using a magnet. When it stops magnetizing, put it in oil. Do not keep it in place in oil, but constantly move it. After such an operation, the metal becomes very hard, but also very brittle. This is normal during hardening. Now let's release the part. wimpex273, 25 May 13, 22:23
alekslug Researcher Lobnya 4917 1606
I'll ask. How to temper hardened steel to the required hardness at home. wimpex273, 24 May 13, 23:42
Last ed. 25 May 13, 23:03 from Efim
All posted materials reflect solely the opinions of their authors and may not coincide with the opinion of the Administration of the HomeDistiller forum.
© 2022 HomeDistiller (forum for moonshiners, brewers, winemakers, rectifiers, grain growers) & Simple Machines LLC Full version Simplified version
Source: forum.homedistiller.ru
Steel hardening and tempering technology
Heat treatment of steels is one of the most important operations in mechanical engineering, the correct implementation of which determines the quality of the products. Quenching and tempering of steels are one of the various types of heat treatment of metals.
Thermal effects on metal change its properties and structure. This makes it possible to increase the mechanical properties of the material, the durability and reliability of products, as well as reduce the size and weight of mechanisms and machines. In addition, thanks to heat treatment, cheaper alloys can be used for the manufacture of various parts.
Heat treatment of steel involves applying heat to the metal under certain conditions to change its structure and properties.
Heat treatment operations include:
- annealing;
- normalization;
- aging;
- steel hardening and steel tempering (etc.).
Heat treatment of steel: hardening, tempering - depends on the following factors:
- heating temperatures;
- heating time (speed);
- duration of exposure at a given temperature;
- cooling rate.
Steel hardening is a heat treatment process, the essence of which is to heat the steel to a temperature above the critical temperature, followed by rapid cooling. As a result of this operation, the hardness and strength of steel increase, and ductility decreases.
When steels are heated and cooled, the atomic lattice is rearranged. The critical temperature values for different grades of steel are not the same: they depend on the content of carbon and alloying impurities, as well as on the rate of heating and cooling.
After hardening, the steel becomes brittle and hard. When heated in thermal furnaces, the surface layer of products becomes covered with scale and is decarbonized the more, the higher the heating temperature and the holding time in the furnace. If the parts have a small allowance for further processing, then this defect is irreparable. Hardening modes for hardening steel depend on its composition and technical requirements for the product.
During hardening, parts should be cooled quickly so that austenite does not have time to transform into intermediate structures (sorbitol or troostite). The required cooling rate is ensured by selecting the cooling medium. In this case, excessively rapid cooling leads to cracks or warping of the product. To avoid this, in the temperature range from 300 to 200 degrees, the cooling rate must be slowed down, using combined hardening methods. The method of immersing the part in a cooling medium is of great importance to reduce warping of the product.
How to release metal at home?
Technologies for imparting greater hardness to metals and alloys have been improved over many centuries. Modern equipment makes it possible to carry out heat treatment in such a way as to significantly improve the properties of products even from inexpensive materials.
Hardening of steel and alloys
Hardening (martensitic transformation) is the main method of imparting greater hardness to steels. In this process, the product is heated to such a temperature that the iron changes its crystal lattice and can be additionally saturated with carbon. After holding for a certain time, the steel is cooled.
This must be done at high speed to prevent the formation of intermediate forms of iron. As a result of rapid transformation, a solid solution supersaturated with carbon with a distorted crystal structure is obtained. Both of these factors are responsible for its high hardness (up to HRC 65) and brittleness.
When hardening, most carbon and tool steels are heated to a temperature of 800 to 900C, but high-speed steels P9 and P18 are heated at 1200-1300C.
Microstructure of high-speed steel R6M5: a) cast state; b) after forging and annealing; c) after hardening; d) after vacation. ×500.
Quenching modes
The heated product is lowered into a cooling medium, where it remains until it cools completely. This is the simplest hardening method, but it can only be used for steels with a low carbon content (up to 0.8%) or for parts of simple shape. These limitations are associated with thermal stresses that arise during rapid cooling - parts of complex shapes can warp or even crack.
With this method of hardening, the product is cooled to 250-300C in a saline solution for 2-3 minutes to relieve thermal stress, and then cooling is completed in air. This helps prevent cracks or warping of parts.
The disadvantage of this method is the relatively low cooling rate, so it is used for small (up to 10 mm in diameter) parts made of carbon or larger ones made of alloy steels, for which the hardening rate is not so critical.
It begins with rapid cooling in water and ends with slow cooling in oil. Typically, such hardening is used for products made of tool steels. The main difficulty lies in calculating the cooling time in the first environment.
- Surface hardening (laser, high frequency currents)
Used for parts that must be hard on the surface, but have a viscous core, for example, gear teeth. During surface hardening, the outer layer of the metal is heated to supercritical values, and then cooled either during the heat removal process (with laser hardening) or by liquid circulating in a special inductor circuit (with high-frequency current hardening)
Temperature table for quenching and tempering steels
| No. | steel grade | Hardness (HRCe) | Temperature hardening, degrees C | Temperature holidays, degrees C | Temperature zak. HDTV, deg.C | Temperature cement., deg. C | Temperature annealing, degrees C | Temper. Wednesday | Note |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | Steel 20 | 57…63 | 790…820 | 160…200 | 920…950 | Water | |||
| 2 | Steel 35 | 30…34 | 830…840 | 490…510 | Water | ||||
| 33…35 | 450…500 | ||||||||
| 42…48 | 180…200 | 860…880 | |||||||
| 3 | Steel 45 | 20…25 | 820…840 | 550…600 | Water | ||||
| 20…28 | 550…580 | ||||||||
| 24…28 | 500…550 | ||||||||
| 30…34 | 490…520 | ||||||||
| 42…51 | 180…220 | Sech. up to 40 mm | |||||||
| 49…57 | 200…220 | 840…880 |
Hardening and tempering of steel. Colors of heat and tarnish
You may have heard these terms more than once when talking about forged knives, and steels in general. It's time to figure out what they mean.
Hardening, in its essence, is heating the finished product to a certain temperature, followed by cooling at a certain speed, and tempering is additional heating following hardening to lower temperatures with a different cooling mode; exactly which one depends on the grade of steel. The speed is regulated by the so-called. “quenching medium” - a liquid in which the blade is cooled at a certain speed: machine oil, saline solutions, air flow, etc. For example, oil cools at a rate approximately 6 times slower than circulating water.
To get to specific numbers, you need to understand why these two processes are needed at all.
What does proper hardening of steel improve?
If you ask the average person who has nothing to do with knife forging, the question “What does hardening give?” he will first talk about strength. In general, he will be right, although of the several qualities that hardening improves, hardness will still be the leader. But first things first.
- The hardness of blade steels is typically measured using the Rockwell Hardness Scale (HRC); European knives barely reach 60 HRC, Asian knives slightly exceed this mark. If we scratch two identical alloys of different hardness against each other, marks will remain on the softer one; Thus, hardness gives us an idea of how well an alloy resists mechanical damage.
- Strength usually means steel’s resistance to destruction (bending, impact, etc.) - for a knife this is important when, for example, we test it “for bending”. If the steel is damp, the blade will remain partially deformed after bending. True, if the steel is overheated, it will be even worse - the blade will break; Therefore, when hardening, it is important to maintain a golden mean.
- Elasticity. This is exactly what we talked about a little higher - the ability to return to its original shape after removing the load. If the hardening is done according to all the rules, everything will be fine with this indicator: when bent by about 10 degrees (and for thin kitchen knives up to 30), the blade will return to its original shape.
- Wear resistance. The correct hardening regime improves all the indicators that are included in this concept: the ability to resist mechanical and abrasive wear, the ability to hold an edge and resistance to shock loads.
The main thing in the pursuit of all these qualities is to achieve by hardening such a compromise of all the above properties so that the knife cuts well and is durable.
How to do hardening and tempering
After the blade blank has been given the required shape, it is hardened. Of course, everything is very individual for different grades of steel, for specific products, but on average, craftsmen call the heating temperature for hardening about 700–800 degrees Celsius. The optimal color of the product in this case will be scarlet or cherry.
If the redness goes away, giving way to orange and yellow hues, the temperature has most likely exceeded 1,100 degrees - this is already too much for most steels.
The white color indicates that the temperature has reached at least 1,300 degrees, and it is not suitable for hardening - it will cause overheating; in this case, it will be impossible to restore the strength of the steel.
It is these colors that are called the colors of incandescence. We will meet with them again when we consider a vacation.
The heat colors show us the temperature the workpiece has reached. They should not be confused with tarnished colors - shades of oxides
When a blade is hardened, it gains high hardness, but at the same time loses strength. Now the strength must be restored: vacation serves this purpose.
Vacation, as we remember, is reheating to lower temperatures followed by cooling; Let's add to this that between repeated heatings the blade must cool completely - naturally or by cooling it in a saline solution or oil. We select the heating temperature for tempering as follows.
- Most likely, we do not need high-temperature tempering - it is done for parts that are subjected not so much to deformation as to shock loads, and this clearly does not apply to knives. However, let’s say about it that its temperature limits are 500–680 degrees.
- Medium-temperature tempering is heating to 350–500 degrees; This is also a lot, only suitable for throwing knives.
- Low temperature holiday is what you need. Warming up here goes up to 250 degrees. Of course, the knife will not be so resistant to lateral impact loads, but we don’t need this: we have already achieved the required hardness during hardening, and now we are interested in strength. At this temperature it will turn out just right.
The desired temperature will again be shown by the heat colors: the optimal color in this case (for the knife) will be light yellow.
How to temper metal at home - Metalist's Handbook
How to harden a knife at home? This question arises for many home craftsmen. Metal hardening is a type of heat treatment that allows you to deform and change the state of a substance.
This method of improving the properties of weapons has been used since ancient times. For example, in the Middle Ages, hardening was used to increase the strength and hardness of various objects: from ordinary knives to axes and sickles.
Thanks to the development of technology, this heat treatment is now available not only at industrial enterprises where there is special equipment, but also at home. We will talk about this in detail in this article.
Features of steel hardening
As mentioned earlier, hardening is one of the types of heat treatment of metals. It involves heating the body temperature to such an extent that a change in its crystal lattice becomes possible. After such treatment, a knife or other metal object becomes somewhat harder and stronger, plus its ductility is completely lost until the next hardening.
https://www..com/watch?v=0vueOUKzTe4
There is also the concept of vacation. This is another type of heat treatment, which reduces the stress the metal acquires during the hardening process.
It is worth knowing that hardening is carried out exclusively on stainless steel bodies, as well as the alloys from which they are made.
Due to its structure, the product has a high hardness index, which affects its fragility .
With proper heat treatment and subsequent rapid tempering, the fragility of the object can be reduced and can be used in a variety of applications.
Heating the metal
All steel hardening methods consist of:
- heating steel;
- subsequent holding to achieve through-heating of the product and completion of structural transformations;
- cooling at a certain speed.
Carbon steel products are heated in chamber furnaces. In this case, preheating is not required, since these steel grades are not subject to cracking or warping.
Complex products (for example, a tool with protruding thin edges or sharp transitions) are preheated:
- in salt baths by immersing two or three times for 2 - 4 seconds;
- in separate ovens up to a temperature of 400 - 500 degrees Celsius.
Heating of all parts of the product should proceed evenly. If this cannot be achieved in one step (large forgings), then two holding times are made for through heating.
If only one part is placed in the oven, the heating time is reduced. For example, one 24 mm thick disk cutter heats up within 13 minutes, and ten such products heat up within 18 minutes.
Hardening a knife with graphite
Heat treatment with graphite is useful when hardening is required only for part of the object, and not for the whole. For a knife, this part is the edge.
Hardening a knife using graphite can be done in the following sequence:
- First, check the hardness of the knife using a needle file. If the product is easy to sharpen, but the needle file makes a dull sound, then the knife has not been subjected to heat treatment.
- You can use graphite mined from coin cell batteries, pencil lead, or graphite generator brushes.
- The graph must be crushed to a powder state.
- A DC welding machine can be used as a power source. Set it to maximum power.
- Make a base from galvanized sheet. Sprinkle graphite powder on top of it.
- Attach the “plus” of the welding device to the galvanized sheet, and the “minus” to the handle.
- Carefully move the sharp part of the knife (blade) along the graphite so as not to touch the galvanized substrate. Be careful not to let the graphite powder catch fire, otherwise the product will be damaged.
- When you run a knife over the graphite, the powder will sparkle. As soon as you notice that the tip has become hot, you must stop the heat treatment process. The recommended hardening time is no more than 5 minutes.
- Leave the knife to cool in the open air. Then take a file and check the metal product for hardness. If the sound when the tool comes into contact with the knife is loud and the edge cannot be sharpened, then the blade is hard enough.
Hardening is much easier and more efficient to carry out in production conditions than at home. You can also process a metal product using “clumsy” methods using available tools.
Product protection from scale and decarburization
For products whose surfaces are not ground after heat treatment, carbon burnout and scale formation are unacceptable. Surfaces are protected from such defects by using protective gases supplied into the cavity of the electric furnace. Of course, this technique is only possible in special sealed ovens. The source of gas supplied to the heating zone is shielding gas generators. They can operate on methane, ammonia and other hydrocarbon gases.
If there is no protective atmosphere, then before heating the products are packaged in containers and covered with used carburizer and cast iron shavings (the heat engineer should know that charcoal does not protect tool steels from decarburization). To prevent air from getting into the container, it is coated with clay.
When heated, salt baths prevent the metal from oxidizing, but do not protect against decarbonization. Therefore, in production they are deoxidized at least twice per shift with brown salt, blood salt or boric acid. Salt baths operating at temperatures of 760 – 1000 degrees Celsius are very effectively deoxidized by charcoal. To do this, a glass with many holes over the entire surface is filled with dried charcoal, closed with a lid (so that the coal does not float up) and, after heating, lowered to the bottom of the salt bath. First, a significant number of flames appear, then it decreases. If you deoxidize the bath three times during a shift in this way, the heated products will be completely protected from decarbonization.
The degree of deoxidation of salt baths is checked very simply: an ordinary blade, heated in a bath for 5 - 7 minutes in a high-quality deoxidized bath and hardened in water, will break, not bend.
Coolants
The main coolant for steel is water. If you add a small amount of salts or soap to the water, the cooling rate will change. Therefore, under no circumstances should the quenching tank be used for other purposes (for example, washing hands). To achieve the same hardness on the hardened surface, it is necessary to maintain the coolant temperature at 20 - 30 degrees. You should not change the water in the tank frequently. It is absolutely unacceptable to cool the product in running water.
The disadvantage of water hardening is the formation of cracks and warping. Therefore, only products of simple shapes or cemented ones are hardened using this method.
- When hardening products of complex configurations made of structural steel, a fifty percent solution of caustic soda is used (cold or heated to 50 - 60 degrees). Parts heated in a salt bath and hardened in this solution turn out light. The solution temperature should not be allowed to exceed 60 degrees.
Modes
The vapors generated during quenching in a caustic solution are harmful to humans, so the quenching bath must be equipped with exhaust ventilation.
Be careful not to let water get into the oil bath, as this may cause the product to crack. What is interesting: in oil heated to a temperature above 100 degrees, the ingress of water does not lead to the appearance of cracks in the metal.
The disadvantage of an oil bath is:
- release of harmful gases during hardening;
- formation of plaque on the product;
- oil's tendency to flammability;
- gradual deterioration of hardening ability.
- Steels with stable austenite (for example, X12M) can be cooled with air supplied by a compressor or fan. At the same time, it is important to prevent water from entering the air duct: this can lead to the formation of cracks in the product.
- Step hardening is performed in hot oil, molten alkalis, and low-melting salts.
- Intermittent hardening of steels in two cooling environments is used for processing complex parts made of carbon steels. First they are cooled in water to a temperature of 250 - 200 degrees, and then in oil. The product is kept in water for no more than 1 - 2 seconds for every 5 - 6 mm of thickness. If the exposure time in water is increased, cracks will inevitably appear on the product. Transferring the part from water to oil must be done very quickly.
Do you need to cut metal quickly and efficiently? Use a plasma cutter! How to do it correctly, read this article.
If you are interested in how to turn metal products, read the article at https://elsvarkin.ru/obrabotka-metalla/tokarnaya-obrabotka-metalla-obshhie-svedeniya/ link.
Coolant selection
The future quality of your part depends on the choice of cooling medium:
- ordinary water is used as a cooling medium for simple carbon steel parts;
- for products of complex shape, caustic soda is used in a 1:1 ratio, the finished solution is heated to 50-60 degrees;
- For parts with thin walls made of any type of steel, oil is chosen as the cooling medium.
Steel with carbon, which has a complex composition, is cooled in two types of coolers - first in water and then in an oil bath. It is necessary to move products from one environment to another at maximum speed.