Re-hardening is carried out with heating to 850–900 °C (above point A3) so that complete recrystallization of the steel occurs. In carbon steel, due to the shallow depth of hardenability, the core of the product after hardening consists of ferrite and pearlite. Instead of first hardening, normalizing can be applied to carbon steel. In through-hardening alloy steel, the core of the product consists of low-carbon martensite. This structure provides increased strength and sufficient viscosity of the core. When gas carburizing, one hardening with carburizing heating is often used after cooling the product to 840–870 ° C, but more often the cooling temperature depends on the specific grade of steel. This scheme reduces the total time of the carburization process, but does not correct structural defects resulting from high-temperature carburization.
The final operation of heat treatment of cemented products in all cases is low tempering at 160–180 ºС and converting hardened martensite in the surface layer into tempered martensite, which relieves stress.
Advantages of gas carburization over carburization in a solid carburizer
The gas carburization process has a number of advantages compared to carburization in a solid carburizer:
- the productivity of the process increases compared to carburization in a solid carburizer, since there is no need to spend time on packaging and warming up the boxes;
— the required production area and the amount of labor are reduced;
— the need for heat-resistant material is reduced;
— it becomes possible to regulate the process to obtain a cemented layer of a given depth and saturation;
— deformation of parts is reduced due to more uniform heating to operating temperature;
— sanitary and hygienic working conditions are improved;
— it becomes possible to harden parts immediately after carburization;
— allows you to completely mechanize and automate the process.
Disadvantages of gas carburization process:
— the need for more complex and expensive equipment;
— the need for more qualified labor;
— the complexity of operating the equipment due to the need to ensure the tightness of the furnace, uniform circulation of gases, etc.;
— complex safety requirements.
Cementation of steel - Megaencyclopedia of Cyril and Methodius - article
With solid-phase carburization, the carburized parts are packaged in carburization boxes, loaded into a furnace heated to temperatures of 600-700 °C, and then heated to a carburization temperature of 930-950 °C. At the end of the carburization process, the boxes are removed from the furnace, and the parts are cooled inside the carburization boxes in air. Carburization in a liquid phase carburizer is used for small parts. The disadvantages of cementation in a liquid medium are the uneven depth of the cemented layer and the need for frequent regeneration of the carbon-saturated melt. In the case of serial and large-scale production of cemented products, carburization in gaseous carburizers, as well as vacuum carburization, are most widespread. When vacuum carburizing, parts are placed in a heating furnace, vacuumed, and then heated to 1000-1100 ° C, after which a gaseous carburizer is supplied to the furnace - purified natural gas, propane or butane. This method allows you to speed up the cementation process and improve the quality of the resulting layer.
Cementation in a gas carburizer
This process is carried out in an environment of gases containing carbon. Gas carburization has a number of advantages over carburization in a solid carburizer, which is why it is widely used in factories that produce parts in mass quantities.
In the case of gas cementation, it is possible to obtain a given carbon concentration in the layer; the duration of the process is reduced, since there is no need to warm up boxes filled with low-heat-conducting carburizer; the possibility of complete mechanization and automation of processes is ensured, and the subsequent heat treatment of parts is greatly simplified, since hardening can be carried out directly from the carburization furnace.
Improving complex nitrogen-carbon saturation - low-temperature carbonitration
The NOC process - low-temperature oxycarbonitriding - was first developed by Russian scientists, and then refined by German researchers and received the name QPQ. Advantages:
- the initial goal is to improve the presentation;
- a sharp decrease in the coefficient of friction;
- the corrosion resistance of grades of pearlitic and austenitic classes processed by the NOK method exceeds that of these materials chromium-plated by galvanic method;
- the cost is 40% lower compared to galvanic coatings.
- carbonitration;
- cooling and holding the oxidation bath in the melt at 350-400°C;
- air cooling;
- washing;
- polishing;
- repeat oxidation;
- flushing
This technology is considered as an effective and economical alternative to galvanic chromium plating for low-alloy pearlitic steels and corrosion-resistant chromium steels.
The carburization process is based on the principle of chemical and thermal treatment of metal . The whole point of the procedure is to saturate the steel surface with the required amount of carbon under certain temperature conditions.
Several years ago, this procedure was almost impossible to implement at home. Today this is possible using graphite media or their analogues. The main thing is desire and some knowledge .
Steel cementation is... What is steel cementation?
Steel cementation is the surface diffusion saturation of low-carbon steel with carbon in order to increase hardness and wear resistance.
Low-carbon (usually up to 0.2% C) and alloy steels are subjected to carburization; the process in the case of using a solid carburizer is carried out at temperatures of 900-950 ° C, with gas carburization (gaseous carburizer) - at 850-900 ° C.
After carburization, the products are subjected to heat treatment, leading to the formation of a martensitic phase in the surface layer of the product (martensite hardening), followed by tempering to relieve internal stresses.
Cementation methods:
- in a solid carburizer
- in a gas carburizer
- in a fluidized bed
- in electrolyte solutions
- in pastes
Cementation in solid carburizer
In this process, the saturating medium is charcoal in grains with a diameter of 3.5-10 mm or coal semi-coke and peat coke, to which activators are added.
The process technology is as follows: Loading parts into a steel box with a sealed sand seal.
Standard mode: 900-950 degrees, 1 hour of exposure (after warming up the box) per 0.1 mm of cemented layer thickness. to obtain a 1 mm layer - exposure 10 hours.
In the “accelerated” mode, cementation is carried out at 980 degrees. The shutter speed is halved and it takes 5 hours to obtain a 1 mm layer. But this creates a cementite network that will have to be removed by repeated normalization.
Cementation in a gas carburizer
This process is carried out in an environment of gases containing carbon. Gas carburization has a number of advantages over carburization in a solid carburizer, which is why it is widely used in factories that produce parts in mass quantities.
In the case of gas cementation, it is possible to obtain a given carbon concentration in the layer; the duration of the process is reduced, since there is no need to warm up boxes filled with a low-heat-conducting carburizer; the possibility of complete mechanization and automation of processes is provided and the subsequent heat treatment of parts is greatly simplified, since hardening can be carried out directly from the carburizing furnace.
Fluidized bed cementation
Cementation in a layer of fine particles (0.05-0.20 mm) of corundum, through which an ascending flow of endogas with the addition of methane passes (fluidized bed). As gas passes through, the particles become mobile and the layer acquires some properties of a liquid (fluidized layer).
Cementation in electrolyte solutions
The use of the anodic effect for diffusion saturation of the treated surface with carbon in multicomponent electrolyte solutions, one of the types of high-speed electrochemical-thermal treatment (anodic electrolyte heating) of small-sized products. When applying a constant voltage in the range from 150 to 300 V, the anode part is heated to temperatures of 450–1050°C. Achieving such temperatures is ensured by a continuous and stable vapor-gas shell separating the anode from the electrolyte. To ensure cementation, in addition to the electrically conductive component, carbon-containing donor substances (glycerol, acetone, ethylene glycol, sucrose and others) are introduced into the electrolyte.
Cementation in pastes
Cementation with the application of C-containing materials to the carburized metal surface in the form of a suspension, coating or slip, drying and subsequent heating of the product with HDTV or industrial frequency current. The thickness of the paste layer should be 6-8 times the required thickness of the cemented layer. The carburization temperature is set at 910-1050°C
Carbonitration of steel
A popular type of chemical treatment of steel and cast iron of almost any grade is carbonitration, or liquid nitriding. In this case, the surface layer of the workpieces is saturated with carbon and nitrogen in molten salt at a temperature of 560-580°C. Salt compositions are synthesized from ammonocarbon compounds: melamine, melon, dicyandiamide. Carbonitration is similar to cyanidation. But cyanidation is carried out using toxic sodium cyanide at temperatures up to 860°C. Non-toxic compounds are used for carbonitration; it is carried out at temperatures up to 570°.
Read also: How to connect a digital television set-top box to a TV
Advantages of steel carbonitration technology
- Simultaneous saturation with nitrogen and carbon initiates the appearance of carbonitride phases, which are more plastic and less brittle compared to purely nitride phases.
- Carbonitration is the most economical process due to its short duration - 0.5-4 hours.
- Uniformity of heating and diffusion.
- Absence of thermal stresses, ensuring minimal deformations and accuracy of geometric parameters within microns.
- Improving the fatigue strength of products up to 80%, wear resistance, and corrosion resistance.
- Reducing the friction coefficient up to 5 times.
- Lack of fragility of the surface layer saturated with carbonitrides.
- Possibility of processing inexpensive low-carbon steels that cannot be strengthened by traditional nitriding. As a result of carbonitration, they acquire characteristics possessed by more expensive and less easily processed steels.
- This process for ordinary parts is finishing and does not require additional machining. After carbonitration, critical products are subjected to honing - polishing to 1-2 microns.
Combined surface saturation with nitrogen and carbon can be used even for high-alloy and corrosion-resistant steels. On their surface there is a dense film of chromium oxides and other alloying additives, which prevents the process of pure nitriding.
Carbonitration stages
An additional advantage of this technology is the possibility of partially immersing the part in molten salt, which allows strengthening only certain areas.
- Parts with final dimensions arrive for carbonitration. If necessary, leave a minimum allowance on the seating surfaces for polishing.
- Preliminary measures: cleaning, degreasing.
- Furnace heating and carbonitration.
- Cooling in water, oil, air.
- Washing, drying.
Processed in this way:
- cutting tool;
- Press forms;
- friction pairs;
- gear elements;
- pump parts.
An important advantage of this technology is compliance with environmental standards and worker safety, due to the absence of toxic compounds in saturating environments. Carbonitration is used both in large industrial enterprises and in small workshops and at home.
Do-it-yourself steel cementation process
When setting up a chemical-thermal treatment process at home, the method of cementation in a solid medium is chosen. This is due to a significant simplification of the task of equipping the premises. Typically, a solid carburizer is made using a mixture of barium or calcium with charcoal, as well as sodium carbonate. The salt is ground to a powder and then passed through a sieve.
Cementation of steel in a solid carburizer
Recommendations for creating a solid mixture are as follows:
- The first method is to use salt and charcoal, which are mixed thoroughly. If you do not use a homogeneous mixture, then there is a possibility of the formation of stains with a low carbon concentration.
- The second method involves the use of charcoal, which is poured on top with salt dissolved in water. After this, the coal is dried to obtain a mixture with a moisture content of about 7%.
For knives and other products, the second method of producing carburizer is most suitable, since it allows you to obtain a uniform mixture. Cementing steel at home with graphite also involves creating a mixture using several technologies.
Cementation is carried out in special boxes, which are filled with prepared carburizers. The structure must be airtight, for which the cracks are sealed with clay. It is recommended to achieve high tightness due to the fact that when the carburizer is heated, gases are released that should not enter the environment. The box itself should be made of heat-resistant steel that will withstand high temperatures.
The process of carburizing steel in a box at home has the following features:
The part is placed in a box with the mixture. The thickness of the solid carburizer layer is selected depending on the size of the workpiece. The stove is being installed. The initial heating of the furnace is carried out to a temperature of 700 degrees Celsius. This heating is called through heating. The uniform color of the steel from which the box is made indicates the possibility of moving on to the next stage. The next step is to heat the medium to the required temperature
It is important to ensure uniform heating of the surface of parts with complex shapes, since significant problems may arise if the atomic structure is unevenly rearranged.
Cementing steel in a box at home
Today it is possible to carry out a similar procedure at home, but difficulties arise in achieving the required temperature.
Alternative ways to increase the wear resistance of metals
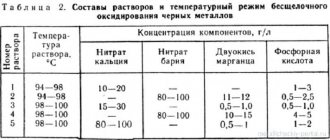
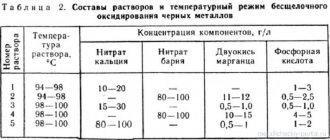
- Phosphating is the treatment of metal with iron and manganese phosphates. These substances form a protective phosphate film on the surface of the part. Such a film is necessary to protect the metal from oxidation under the influence of high temperatures. The processing method is widely used in the manufacture of cylinder liners and other diesel mechanisms.
- Anodizing is a technology for processing aluminum structures and parts in order to increase strength and wear resistance. The surface of aluminum products is subjected to oxidation in a sulfuric acid bath. The main active component used in anodizing is atomic oxygen. The process is accompanied by voltage up to 120 V.
- Sulfidation is the process of treating and saturating the surface of metal parts with sulfur.
- Boriding is the use of boron reagents to coat the surfaces of nickel, cobalt and other metals, the result is an increase in anti-corrosion, stability and hardness of products.
Gas cementation
In mechanical engineering, the technology of saturating the top layer of steel products with carbon in an atmosphere of carbon-containing gases is widespread. It is known that such production is convenient for mass processing of parts, since:
- Adjustment of gas density is allowed; thereby forming a carbon layer with the desired properties.
- The full heat treatment cycle (cementation, hardening, washing and tempering) takes place in one place - in a shaft (cementation) furnace.
- The process is economical, mechanized and automated.
- Boxes with a carburizer do not require heating, which reduces the time of carburization.
- The rate of carburization of parts increases by 2–3 times (compared with other methods), and the uniformity of the layer is higher.
- The temperature of the gas mixture of hydrocarbons (methane and carbon monoxide) is adjusted to 900-950°C.
- After carburization, the technological chain is completed by tempering (hardening).
In electrolyte solution
The method is based on the anode effect and is suitable for small objects.
- The object is immersed in a bath furnace with a solution preheated to operating temperature (from 450 to 1050°C, on average 850-860°C). The required voltage is 150-300 V.
- In 1.5-2 hours, the metal surface is saturated with carbon to a depth of 0.3-0.4 mm.
The standard solution contains:
- soda 75-85%;
- sodium chloride 10-15%;
- silicon carbide 6-10%.
Carburization process
The purpose of steel case hardening is to improve the performance characteristics of the part. They must be hard and wear-resistant on the outside, but the internal structure must remain sufficiently viscous.
To carburize the outer surface layer, the parts are heated using a furnace to a temperature in the range of 850C - 950C. At this temperature, the release of carbon is activated, which begins to penetrate into the intercrystalline space of the steel lattice.
Cementation of parts is a fairly lengthy process. The carbon incorporation rate is 0.1 mm per hour. It is not difficult to calculate that the 1 mm required for long-term operation can be obtained in 10 hours.
Effect of cementation duration on layer depth
The graph clearly shows how the time duration depends on the depth of the carbonized layer and the heating temperature.
Technologically, steels are carburized in various environments, which are commonly called carburizers. Among them are:
- solid medium;
- liquid medium;
- gas environment.
Surface layer obtained by cementation
Steels for carburization are usually alloyed or with low carbon content: 12ХН3А, 15, 18Х2Н4ВА, 20, 20Х and the like.
Graphite
Cementation of steel at home can be carried out in a slightly different way, without heating in a furnace.
For home use, we can use the method of carburizing metal using graphite powder as a substance with good electrical conductivity. When hardening in graphite, heating occurs only along the cutting edge.
To organize a workplace you will need:
- Graphite powder, crushed into dust (gives smaller sparks).
- Power supply (step-down transformer); For comfortable work with a graphite electrode, 6-12 V is enough.
- The wires are of sufficient size.
- Metal substrate (pallet, corner or piece of profile).
- An object on which it is first desirable to remove nicks (with fine sandpaper).
- Graphite powder is poured onto a metal tray (it can be obtained by grinding off a graphite brush from an electric motor or from a battery)
- The positive contact is connected to the substrate, and the negative wire is connected to the object requiring hardening.
- Voltage is supplied to the transformer.
- The object (blade) must be moved over the graphite layer with smooth movements; in this case, the circuit closes and small sparks jump between the blade and the powder.
- The blade heats up during the process; it should not touch the substrate. In contact with the pan, a short circuit (arc) may burn through the edge.
- It is difficult to achieve uniform heating in the powder, and, therefore, acceptable quality for a product of noticeable size. Carburizing the part with graphite carbon is suitable for cementing the cutting edge of garden tools (shovels) and knives. This method is not recommended for critical parts.
- Theoretically, high-quality cementation occurs at a speed of about 0.1 mm/hour. The speed can be increased by increasing the temperature, but this also causes the resulting brittleness.
In this way you can cement a shovel, scythe, drill, screwdriver, and lawn mower blades.
Cementation is also carried out in less common carburizers.
General information about the steel carburization process
Steel carburization is a special thermal process with many features:
- With uniform heating, the metal is processed in a liquid, solid or gaseous environment. At the same time, the properties of steel change.
- The quality of the cemented layer improves due to the fact that carbon penetrates into the metal during smooth heating. Its strength and wear resistance increases.
- Cementation can be carried out at different temperatures. When carrying out manipulations in production, the heating temperature reaches 1200 degrees. When processing at home, the optimal temperature is considered to be 500 degrees.
- The metal surface obtains identical characteristics as during re-hardening. This is explained by the fact that the process of uniform heating changes the atomic lattice of the material.
To summarize, we can say that steel carburization is similar to the hardening process, however, with this treatment the metal receives higher performance characteristics.
Properties of metal after processing
After carburization, the strength of the workpieces used increases. A carburized layer is formed on the surface of the metal. Its hardness in alloy steel does not exceed 58–61 HRC, and in metals with low carbon content – 60–64 HRC. To remove large grains formed after heat treatment, the workpiece is heated again and then tempered.
Additional hardening to correct defects should be carried out at a temperature of 900 degrees. Large grains are crushed due to the formation of perlite and ferrite. When it comes to alloy steel, normalization is carried out as an additional treatment. At the final stage of processing, the workpiece is subjected to low-temperature tempering.
Steel tempering
Links
- Lexika.RU – Marine dictionary, CEMENTATION (Russian). Archived from the original on February 13, 2012.
- Lexika.RU – Technical railway dictionary, CEMENTATION (Russian). Archived from the original on February 13, 2012.
- Encyclopedia “Pipe Production” – Glossary (Russian).
Wikimedia Foundation. 2010.
See what “Steel Cementation” is in other dictionaries:
Steel cementation - Steel cementation, a type of chemical-thermal treatment, which consists in diffusion saturation of the surface layer of low-carbon steel products (0.1 – 0.2% C) with carbon when heated in an appropriate environment. The purpose of Ts. is to increase hardness... ... Great Soviet Encyclopedia
CEMENTATION - chemical and thermal treatment of steel, diffusion saturation of the surface of steel products with carbon to increase hardness, wear resistance and tensile strength. After carburization, the products are subjected to hardening for martensite and subsequent tempering ... Big Encyclopedic Dictionary
CEMENTATION - Latin, from caementum, cement. Calcination of a substance together with another in tightly closed crucibles. Explanation of 25,000 foreign words that have come into use in the Russian language, with the meaning of their roots. Mikhelson A.D., 1865. CEMENTATION, the transformation of iron into... ... Dictionary of foreign words of the Russian language
CEMENTATION - CEMENTATION, cementation, many. no, female 1. Covering, filling (holes, cracks, etc.) with cement for strengthening (technical). Cementation of rocks in mines. Well cementation. 2. Saturation of the surface of mild steel or iron with carbon to create... ... Ushakov's Explanatory Dictionary
CEMENTATION - CEMENTATION, and, female. 1. see cement. 2. Saturation of the surface layers of steel or iron with carbon to create a hard surface layer (special). 3. Geological process of adhesion of the constituent parts of rocks by dissolved minerals... ... Ozhegov’s Explanatory Dictionary
CEMENTATION (chemical-thermal treatment) - CEMENTATION of steel, chemical-thermal treatment, diffusion saturation of the surface of steel products with carbon to increase hardness, wear resistance and tensile strength. After carburization, the products are subjected to hardening for martensite, followed by... ... Encyclopedic Dictionary
CEMENTATION - saturation of the surface layer of mild steel with carbon to give it high surface hardness while maintaining a tough core. In armor, only the outer surface is exposed to color. Samoilov K.I. Marine dictionary. M.L.: State... ... Marine Dictionary
CEMENTATION - 1) the process of saturating the surface layer of products made of iron or mild steel with carbon. C. makes it possible to obtain greater hardness on the surface of the product while maintaining its soft, non-fragile center. C. is produced by heating the product... ... Technical Railway Dictionary
CEMENTATION OF IRON - the property of iron, under the influence of high temperature, in the presence of substances containing carbon, to combine with this latter and thus approach the carbon content of steel. Dictionary of foreign words included in the Russian language.... ... Dictionary of foreign words of the Russian language
CEMENTATION - (1) in non-ferrous metallurgy, a hydrometallurgical process of extracting metals from chemical solutions. reduction with more electronegative metals. Used to extract copper, silver, gold, etc.; (2) C. steel chemical thermal saturation ... Big Polytechnic Encyclopedia
Methods of carburization of metals and alloys
- solid medium;
- gas environment;
- liquid medium;
- vacuum;
- using a special paste;
- cementation in electrolyte.
The above methods differ in technology and depth of saturation. Let's take a closer look at them.
Cementation using solid media
To carburize steel using this technology, special carbon-containing substances called carburizers are used.
The most popular carburizers are:
- birch charcoal;
- oak charcoal.
Sometimes a mixture of them is used. For operation, coal is crushed into fractions, the size of which should not exceed 10 mm. After this, it is mixed with a carbonic acid salt from any alkali group metal. The mass fraction of coal in the composition, as a rule, reaches 88–90%. Before use, the mixture is sifted to remove the smallest fractions such as dust and crumbs.
- Dry. In this case, salt and coal are thoroughly mixed. Otherwise, the result will be of poor quality: untreated areas of steel will be visible on the surface.
- Wet. The coal is watered with an aqueous brine solution and then dried. The moisture level of the working mixture should not exceed 6–7%.
The latter method is considered the most effective for high-quality modification of steel.
The process of saturating a surface with carbon is as follows:
- The working mixture is poured into boxes made of heat-resistant material. The shape and dimensions depend on the type of parts being processed.
- Objects to be cemented are placed in a box. The coal mixture should be evenly distributed over the inner surface.
- To avoid leaks, the container is sealed by treating the embedded part with fireclay clay.
- The box is placed in an oven, which is heated to 700 °C.
- At this stage, visual control of the process is carried out: all heated elements must have an even color without dark spots on the surface.
- The temperature in the furnace is increased to the operating level: 800–950 °C. The process of active release of carbon and its penetration into the intercrystalline lattice of steel begins.
- The processing time depends on the required depth of steel carburization.
The process of cementation in a gas environment
Kerosene is used to produce gas due to the instability of carbon in its composition. Some of the gas is modified to increase the penetration depth.
As in the previous method, special hermetically sealed ovens are used for processing.
Modern plants process using flammable natural gases, which maintain the carbon balance inside the furnace.
Carrying out cementation in a liquid medium
- The saline solution is poured into a special container.
- The parts are dipped into the liquid.
- The solution is heated to operating temperature, which is 850 °C.
- The workpiece is kept for a specified time. Usually it does not exceed 3 hours.
The advantages of this method are high reaction speed and uniform coating of the steel surface. The disadvantage is the penetration depth of carbon - up to 0.5 mm.
Cementation in vacuum
Processing stages:
- The steel billet is placed in the chamber.
- All the air is pumped out of the housing, creating a vacuum.
- The oven is heated to operating temperature.
- The part is kept for a certain time.
- Hydrocarbon gas is supplied into the chamber under pressure.
- Under the influence of vacuum, carbon is actively introduced into the crystal lattice.
- Carburization of steel is carried out in several stages depending on the required penetration depth.
- Inert gas is supplied to the chamber, cooling the temperature.
Among the advantages, it is necessary to highlight the complete absence of oxygen, which improves the quality of processing.
In electrolytic solution
This method of processing steel is similar to galvanization. The process takes place in an electrolyte solution, in which free carbon atoms are formed under the influence of electricity. Temperature and voltage are set depending on the required penetration depth.
General information
In the old days, axes made of raw iron were placed in a sealed clay pot filled with coal and placed in an oven for several days. The outer layers were saturated with carbon under the influence of heat. The tool received a hard surface while maintaining a soft, plastic core. The essence of the technology was preserved, the technique was developed, became widespread and was divided into several branches.
Cementation is applied to parts that are exposed to abrasion and experience vibration and shock during operation. The purpose of such heat treatment is to change (strengthen) some characteristics of the surface layer of a metal product:
- The layer is strengthened, its properties such as hardness and wear resistance are improved; at the same time, the deeper layers retain their original properties (viscosity and elasticity). The surface resists abrasion well, the core is able to withstand dynamic loads.
- After processing, the object acquires a hardness similar to that obtained using the classical hardening method (fire and mechanical stress).
The following features of the method are distinguished:
- When organizing the cementation process, it is important to maintain time and temperature intervals. The optimal atomic carbon density appears when the temperature is maintained between 850 and 950°C.
- Diffuse saturation occurs at a low speed; this is its peculiarity. The surface absorption of gas atoms flows at a speed of 0.1 mm/hour (the value may vary slightly depending on the environment and temperature). Considering that the expected layer thickness starts from 0.8 mm, it is easy to calculate that the part will acquire useful properties in at least 8 hours.
- The method is found effective for alloy (tool) and low-carbon steels, where the proportion of carbon in the composition is limited to 0.2-0.25%, and they are capable of absorbing an additional number of gas atoms. Machine-building, construction and reinforcing steel grades 20x, 40x are allowed. Carbon steels are not processed in this way.
- Cementation technology allows the use of several media. Hardening techniques have been developed in the presence of a solid and gas carburizer (a carbonaceous substance capable of dividing carbon). Surface carburization is possible in a fluidized bed, in electrolyte solutions and in pastes.
The most common in production cycles are gas and solid carburizers.