GOST R 57434-2017 GOST R 55375-2012 GOST 4784-97 GOST 21132.1-98 GOST 1583-93 GOST 11739.7-99 GOST 11739.6-99 GOST 11739.3-99 GOST 11739.24-98 GOST 11739.2 3-99 GOST 11739.20-99 GOST 11739.15-99 GOST 11739.14-99 GOST 11739.13-98 GOST 11739.12-98 GOST 11739.11-98 GOST 11069-74 GOST 11069-2001 GOST 12697.1-77 GOST 12697.7-77 GOST 27637-88 GOST 4004 -64 GOST 9.021-74 GOST 9.019-74 GOST 21132.0 -75 GOST 12697.5-77 GOST 12697.10-77 GOST 12697.6-77 GOST 12697.9-77 GOST 14113-78 GOST 30620-98 GOST 11739.2-90 GOST 11739.18-90 GOST 11739.4-90 GOST 117 39.16-90 GOST 12697.3-77 GOST 12697.12-77 GOST 12697.8-77 GOST 12697.2-77 GOST 23189-78 GOST 7727-81 GOST 9.904-82 GOST 3221-85 GOST 11739.10-90 GOST 11739.25-90 GOST 12697.14-90 GOST 12697.4-77 G OST 12697.11-77 GOST 12697.13-90 GOST 11739.22 -90 GOST 11739.8-90 GOST 11739.1-90 GOST 11739.17-90 GOST 11739.5-90 GOST 11739.19-90 GOST 11739.9-90 GOST 11739.21-90 GOST 11739.26-90 GOST 11070-74 GOST 23855-79 GOST 9498-79 GOST 19437-81 GOST R 50965-96 GOST 18482-79
- gost-18482-79.pdf (648.84 KiB)
GOST 18482-79
GOST 18482–79 Group B64
INTERSTATE STANDARD
PRESSED PIPE FROM ALUMINUM AND ALUMINUM ALLOYS
Specifications
Aluminum and aluminum alloy extruded tubes. Specifications
MKS 77.120.10* OKP 18 1150 ________________ * Amended edition, Rev. N 4.
Date of introduction 1980−01−01
INFORMATION DATA
1. APPROVED AND ENTERED INTO EFFECT by Resolution of the USSR State Committee for Standards dated March 30, 1979 N 1205
2. INSTEAD GOST 18482–73
3. THE STANDARD IS FULLY IN COMPLIANCE WITH ST SEV 3290−81
4. REFERENCE REGULATIVE AND TECHNICAL DOCUMENTS
| Designation of the referenced technical document | Item number |
| GOST 9.510−93 | 6.1, 6.2 |
| GOST 12.1.005−88 | 5.1 |
| GOST 12.1.007−76 | 5.1 |
| GOST 12.4.013−85* | 5.1 |
| _______________ * On the territory of the Russian Federation, GOST 12.4.253−2013 (EN 166:2002) “System of occupational safety standards. Personal eye protection. General technical requirements". | |
| GOST 12.4.021−75 | 5.1 |
| GOST 427–75 | 5.2 |
| GOST 1131–76 | 3.1.1 |
| GOST 3221–85 | 5.1 |
| GOST 4784–97 | 3.1.1 |
| GOST 5009–82 | 5.4.1 |
| GOST 6456–82 | 5.4.1 |
| GOST 6507–90 | 5.2 |
| GOST 7502–98 | 5.2 |
| GOST 7727–81 | 5.1 |
| GOST 10006–80 (ISO 6892−84) | 5.5 |
| GOST 11069–2001 | 3.1.1 |
| GOST 11739.1−90 | 5.1 |
| GOST 11739.2−90 | 5.1 |
| GOST 11739.3−99 | 5.1 |
| GOST 11739.4−90 | 5.1 |
| GOST 11739.5−90 | 5.1 |
| GOST 11739.6−99 | 5.1 |
| GOST 11739.7−99 | 5.1 |
| GOST 11739.8−90 | 5.1 |
| GOST 11739.9−90 | 5.1 |
| GOST 11739.10−90 | 5.1 |
| GOST 11739.11−98 | 5.1 |
| GOST 11739.12−98 | 5.1 |
| GOST 11739.13−98 | 5.1 |
| GOST 11739.14−99 | 5.1 |
| GOST 11739.15−99 | 5.1 |
| GOST 11739.16−90 | 5.1 |
| GOST 11739.17−90 | 5.1 |
| GOST 11739.18−90 | 5.1 |
| GOST 11739.19−90 | 5.1 |
| GOST 11739.20−99 | 5.1 |
| GOST 11739.21−90 | 5.1 |
| GOST 11739.22−90 | 5.1 |
| GOST 11739.23−99 | 5.1 |
| GOST 11739.24−98 | 5.1 |
| GOST 12697.1−77-GOST 12697.12−77 | 5.1 |
| GOST 14192–96 | 6.2 |
| GOST 14838–78 | 6.1.1 |
| GOST 19300–86 | 5.4 |
| GOST 24047–80 | 5.5 |
| GOST 24231–80 | 5.1 |
| GOST 25086–2011 | 5.1 |
| GOST 26877–2008 | 5.3 |
| TU 2−034−225−87 | 5.3 |
(Changed edition, Amendment No. 4).
5. The validity period was lifted according to Protocol No. 4−93 of the Interstate Council for Standardization, Metrology and Certification (IUS 4−94)
6. EDITION (November 2005) with Amendments 1, 2, 3, approved in March 1983, July 1984, June 1989 (IUS 7−83, 11−84, 11−89), Amendment ( IUS 6−2004). AMENDED Change No. 4, approved and put into effect by Order of Rosstandart dated 06/02/2016 N 506-st from 01/01/2017 Change No. 4 was introduced by the database manufacturer according to the text of IMS No. 9, 2016 This standard applies to extruded pipes made of aluminum and aluminum alloys intended for the needs of the national economy and export. (Changed edition, Amendment No. 3).
1. CLASSIFICATION
1.1. Pipes are divided into:
according to form
round and shaped;
by wall thickness
round thin-walled - with a wall thickness up to 5.0 mm inclusive; round thick-walled - with a wall thickness of over 5.0 mm;
according to the condition of the material
without heat treatment (hot-pressed) - indicated by the alloy grade without additional marks; annealed - M; hardened and naturally aged - T; hardened and artificially aged - T1. Pipes in a hardened and naturally aged state from aluminum alloy grade 1915 with a wall thickness of no more than 10 mm may be manufactured without heat treatment if their mechanical properties meet the requirements for pipes in a hardened and naturally aged state. (Changed edition, Amendment No. 1, 2).
ASSORTMENT
2.1. The dimensions of round pipes (outer diameter and wall thickness) and maximum deviations for them, as well as the theoretical weight of 1 m of pipes must correspond to those indicated in Table 1.
Table 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | ||||||||||||
| Nom. | Prev. off | 1,5±0,30 | 2,0±0,40 | 2,5±0,40 | 3,0±0,40 | 3,5±0,40 | 4,0±0,45 | 5,0±0,50 | 6,0±0,60 | 7,0±0,70 | 7,5±0,75 | 8,0±0,80 | 10,0±1,00 |
| 18 | ±0,5 | 0,222 | — | — | — | — | — | — | — | — | — | — | — |
| 20 | 0,248 | 0,322 | 0,392 | — | — | — | — | — | — | — | — | — | |
| 22 | 0,275 | 0,358 | 0,436 | 0,510 | 0,580 | — | — | — | — | — | — | ||
| 25 | 0,316 | 0,412 | 0,504 | 0,591 | 0,674 | 0,752 | 0,895 | — | — | — | — | — | |
| 28 | 0,356 | 0,466 | 0,571 | 0,671 | 0,768 | 0,859 | 1,030 | 1,182 | — | — | — | — | |
| 30 | 0,383 | 0,501 | 0,615 | 0,725 | 0,830 | 0,931 | 1,119 | 1,289 | 1,441 | 1,511 | — | — | |
| 32 | 0,410 | 0,537 | 0,660 | 0,779 | 0,893 | 1,003 | 1,209 | 1,397 | 1,567 | 1,645 | 1,719 | — | |
| 35 | 0,450 | 0,591 | 0,727 | 0,859 | 0,987 | 1,110 | 1,343 | 1,558 | 1,755 | 1,847 | 1,934 | 2,238 | |
| 38 | 0,490 | 0,645 | 0,795 | 0,940 | 1,081 | 1,218 | 1,477 | 1,719 | 1,943 | 2,048 | 2,149 | 2,507 | |
| 40 | 0,517 | 0,680 | 0,839 | 0,994 | 1,144 | 1,289 | 1,567 | 1,826 | 2,068 | 2,182 | 2,292 | 2,686 | |
| 42 | 0,544 | 0,716 | 0,884 | 1,047 | 1,206 | 1,361 | 1,656 | 1,934 | 2,194 | 2,317 | 2,435 | 2,865 | |
| 45 | 0,584 | 0,770 | 0,951 | 1,128 | 1,300 | 1,468 | 1,791 | 2,095 | 2,382 | 2,518 | 2,650 | 3,134 | |
| 48 | 0,624 | 0,824 | 1,018 | 1,209 | 1,394 | 1,576 | 1,925 | 2,256 | 2,570 | 2,719 | 2,865 | 3,402 | |
| 50 | 0,651 | 0,859 | 1,063 | 1,262 | 1,457 | 1,647 | 2,014 | 2,364 | 2,695 | 2,854 | 3,008 | 3,581 | |
| 52 | ±0,6 | — | 0,895 | 1,080 | 1,316 | 1,520 | 1,719 | 2,104 | 2,471 | 2,820 | 2,988 | 3,152 | 3,760 |
| 55 | — | 0,949 | 1,175 | 1,397 | 1,614 | 1,826 | 2,239 | 2,632 | 3,008 | 3,190 | 3,366 | 4,029 | |
| 58 | — | 1,003 | 1,242 | 1,477 | 1,708 | 1,934 | 2,373 | 2,793 | 3,196 | 3,391 | 3,581 | 4,298 | |
| 60 | — | 1,039 | 1,287 | 1,531 | 1,771 | 2,006 | 2,462 | 2,901 | 3,322 | 3,525 | 3,725 | 4,477 | |
| 65 | ±0,7 | — | 1,128 | 1,399 | 1,655 | 1,927 | 2,185 | 2,686 | 3,169 | 3,635 | 3,861 | 4,083 | 4,924 |
| 70 | — | 1,218 | 1,511 | 1,800 | 2,084 | 2,364 | 2,910 | 3,438 | 3,948 | 4,197 | 4,441 | 5,372 | |
| 75 | ±0,8 | — | — | 1,623 | 1,934 | 2,241 | 2,543 | 3,134 | 3,707 | 4,262 | 4,533 | 4,799 | 5,820 |
| 80 | — | — | 1,735 | 2,068 | 2,397 | 2,722 | 3,358 | 3,975 | 4,575 | 4,863 | 5,157 | 6,267 | |
| 85 | ±0,9 | — | — | 1,847 | 2,203 | 2,554 | 2,901 | 3,581 | 4,244 | 4,889 | 5,204 | 5,515 | 6,715 |
| 90 | — | — | 1,359 | 2,337 | 2,711 | 3,080 | 3,805 | 4,513 | 5,202 | 5,540 | 5,873 | 7,163 | |
| 95 | ±1,0 | — | — | — | 2,471 | 2,867 | 3,259 | 4,029 | 4,781 | 5,515 | 5,876 | 6,232 | 7,610 |
| 100 | — | — | — | 2,605 | 3,024 | 3,436 | 4,252 | 5,050 | 5,829 | 6,211 | 6,590 | 8,058 | |
| 105 | — | — | — | — | 3,181 | 3,617 | 4,477 | 5,318 | 6,142 | 6,547 | 6,948 | 8,506 | |
| 110 | — | — | — | — | 3,337 | 3,796 | 4,701 | 5,587 | 6,455 | 6,883 | 7,306 | 8,953 | |
| 115 | ±1,2 | — | — | — | — | — | 3,975 | 4,924 | 5,856 | 6,769 | 7,219 | 7,664 | 9,401 |
| 120 | — | — | — | — | — | 4,154 | 5,148 | 6,124 | 7,082 | 7,554 | 8,022 | 9,849 | |
| 125 | ±1,3 | — | — | — | — | — | — | — | 6,393 | 7,396 | 7,890 | 8,380 | 10,296 |
| 130 | — | — | — | — | — | — | — | 6,661 | 7,709 | 8,226 | 8,739 | 10,744 | |
| 135 | ±1,4 | — | — | — | — | — | — | — | — | — | — | — | 11,192 |
| 140 | — | — | — | — | — | — | — | — | — | — | — | 11,639 | |
| 145 | ±1,5 | — | — | — | — | — | — | — | — | — | — | — | 12,087 |
| 150 | — | — | — | — | — | — | — | — | — | — | — | 12,535 | |
| 155 | ±1,6 | — | — | — | — | — | — | — | — | — | — | — | 12,982 |
| 160 | — | — | — | — | — | — | — | — | — | — | — | 13,430 | |
| 165 | ±1,7 | — | — | — | — | — | — | — | — | — | — | — | 13,878 |
| 170 | — | — | — | — | — | — | — | — | — | — | — | 14,326 | |
| 175 | ±1,8 | — | — | — | — | — | — | — | — | — | — | — | 14,773 |
| 180 | — | — | — | — | — | — | — | — | — | — | — | 15,221 | |
| 185 | ±1,9 | — | — | — | — | — | — | — | — | — | — | — | 15,669 |
| 190 | — | — | — | — | — | — | — | — | — | — | — | 16,116 | |
| 195 | ±2,0 | — | — | — | — | — | — | — | — | — | — | — | 16,564 |
| 200 | — | — | — | — | — | — | — | — | — | — | — | 17,012 | |
| 210 | ±2,2 | — | — | — | — | — | — | — | — | — | — | — | 17,907 |
| 220 | — | — | — | — | — | — | — | — | — | — | — | 18,802 | |
| 230 | ±2,5 | — | — | — | — | — | — | — | — | — | — | — | 19,698 |
| 240 | — | — | — | — | — | — | — | — | — | — | — | 20,593 | |
| 250 | — | — | — | — | — | — | — | — | — | — | — | 21,488 | |
| 260 | ±2,8 | — | — | — | — | — | — | — | — | — | — | — | 22,388 |
| 270 | — | — | — | — | — | — | — | — | — | — | — | 23,279 | |
| 280 | — | — | — | — | — | — | — | — | — | — | — | 24,174 | |
| 290 | — | — | — | — | — | — | — | — | — | — | — | — | |
| 300 | — | — | — | — | — | — | — | — | — | — | — | — | |
Continuation of Table 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | ||||||||||||
| Nom. | Prev. off | 12,5±1,2 | 15,0±1,4 | 17,5±1,6 | 20,0±1,8 | 22,5±1,8 | 25,0±2,0 | 27,5±2,2 | 30,0±2,4 | 32,5±2,6 | 35,0±2,6 | 37,5±2,8 | 40,0±3,0 |
| 18 | ±0,5 | — | — | — | — | — | — | — | — | — | — | — | — |
| 20 | — | — | — | — | — | — | — | — | — | — | — | — | |
| 22 | — | — | — | — | — | — | — | — | — | — | — | — | |
| 25 | — | — | — | — | — | — | — | — | — | — | — | — | |
| 28 | — | — | — | — | — | — | — | — | — | — | — | — | |
| 30 | — | — | — | — | — | — | — | — | — | — | — | — | |
| 32 | — | — | — | — | — | — | — | — | — | — | — | — | |
| 35 | — | — | — | — | — | — | — | — | — | — | — | — | |
| 38 | — | — | — | — | — | — | — | — | — | — | — | — | |
| 40 | 3,078 | — | — | — | — | — | — | — | — | — | — | — | |
| 42 | 3,302 | — | — | — | — | — | — | — | — | — | — | — | |
| 45 | 3,637 | 4,029 | — | — | — | — | — | — | — | — | — | — | |
| 48 | 3,973 | 4,432 | — | — | — | — | — | — | — | — | — | — | |
| 50 | 4,197 | 4,701 | 4,799 | — | — | — | — | — | — | — | — | — | |
| 52 | ±0,6 | 4,421 | 4,969 | 5,406 | — | — | — | — | — | — | — | — | — |
| 55 | 4,756 | 5,372 | 5,876 | — | — | — | — | — | — | — | — | — | |
| 58 | 5,092 | 5,775 | 6,346 | — | — | — | — | — | — | — | — | — | |
| 60 | 5,316 | 6,044 | 6,659 | — | — | — | — | — | — | — | — | — | |
| 65 | ±0,7 | 5,876 | 6,715 | 7,443 | 8,058 | — | — | — | — | — | — | — | — |
| 70 | 6,435 | 7,387 | 8,226 | 8,953 | — | — | — | — | — | — | — | — | |
| 75 | ±0,8 | 6,995 | 8,058 | 9,009 | 9,849 | 10,576 | 11,192 | 11,696 | — | — | — | — | — |
| 80 | 7,554 | 8,730 | 9,793 | 10,744 | 11,584 | 12,311 | 12,927 | — | — | — | — | — | |
| 85 | ±0,9 | 8,114 | 9,401 | 10,576 | 11,639 | 12,591 | 13,431 | 14,158 | — | — | — | — | — |
| 90 | 8,674 | 10,073 | 11,360 | 12,535 | 13,598 | 14,549 | 15,389 | — | — | — | — | — | |
| 95 | ±1,0 | 9,233 | 10,744 | 12,143 | 13,430 | 14,605 | 15,669 | 16,620 | 17,459 | 18,187 | — | — | — |
| 100 | 9,793 | 11,414 | 12,927 | 14,326 | 15,613 | 16,788 | 17,581 | 18,802 | 19,642 | — | — | — | |
| 105 | 10,352 | 12,087 | 13,710 | 15,221 | 16,620 | 17,907 | 19,082 | 20,145 | 21,097 | — | — | — | |
| 110 | 10,912 | 12,759 | 14,493 | 16,116 | 17,627 | 19,026 | 20,313 | 21,488 | 22,552 | 23,503 | 24,342 | 25,070 | |
| 115 | ±1,2 | 11,472 | 13,430 | 15,277 | 17,012 | 18,634 | 20,145 | 21,544 | 22,831 | 24,006 | 25,070 | 26,021 | 26,860 |
| 120 | 12,031 | 14,102 | 16,060 | 17,907 | 19,641 | 21,265 | 22,755 | 24,174 | 25,461 | 26,637 | 27,700 | 28,651 | |
| 125 | ±1,3 | 12,591 | 14,773 | 16,844 | 18,802 | 20,649 | 22,384 | 24,007 | 25,517 | 26,916 | 28,204 | 29,379 | 30,442 |
| 130 | 13,150 | 15,445 | 17,627 | 19,698 | 21,656 | 23,503 | 25,238 | 26,860 | 28,371 | 29,770 | 31,057 | 32,233 | |
| 135 | ±1,4 | 13,710 | 16,116 | 18,411 | 20,593 | 22,663 | 24,622 | 26,469 | 28,203 | 29,826 | 31,337 | 32,736 | 34,023 |
| 140 | 14,270 | 16,788 | 19,194 | 21,488 | 23,671 | 25,741 | 27,700 | 29,546 | 31,281 | 32,904 | 34,415 | 35,814 | |
| 145 | +1,5 | 14,829 | 17,459 | 19,977 | 22,384 | 24,678 | 26,860 | 28,931 | 30,889 | 32,736 | 34,471 | 36,094 | 37,605 |
| 150 | 15,389 | 18,131 | 20,761 | 23,279 | 25,685 | 27,980 | 30,162 | 32,233 | 34,191 | 36,038 | 37,773 | 39,395 | |
| 155 | ±1,6 | 15,948 | 18,802 | 21,544 | 24,174 | 26,693 | 29,099 | 31,393 | 33,577 | 35,646 | 37,605 | 39,451 | 41,186 |
| 160 | 16,508 | 19,474 | 22,328 | 23,070 | 27,700 | 30,218 | 32,624 | 34,919 | 37,101 | 39,172 | 41,130 | 42,977 | |
| 165 | +1,7 | 17,068 | 20,145 | 23,111 | 25,965 | 28,707 | 31,337 | 33,855 | 36,262 | 38,556 | 40,738 | 42,809 | 44,767 |
| 170 | 17,267 | 20,817 | 23,895 | 26,860 | 29,714 | 32,456 | 35,087 | 37,605 | 40,011 | 42,305 | 44,488 | 46,558 | |
| 175 | ±1,8 | 18,187 | 21,488 | 24,678 | 27,756 | 30,722 | 33,576 | 36,318 | 38,948 | 41,466 | 43,872 | 46,166 | 48,349 |
| 180 | 18,746 | 22,160 | 25,461 | 28,651 | 31,729 | 34,695 | 37,549 | 40,291 | 42,921 | 45,439 | 47,845 | 50,140 | |
| 185 | ±1,9 | 19,306 | 22,831 | 26,245 | 29,546 | 32,736 | 35,814 | 38,780 | 41,634 | 44,376 | 47,006 | 49,524 | 51,930 |
| 190 | 19,866 | 23,503 | 27,028 | 30,442 | 33,435 | 36,933 | 40,011 | 42,977 | 45,831 | 48,573 | 51,203 | 53,721 | |
| 195 | ±2,0 | 20,425 | 24,174 | 27,812 | 31,337 | 34,751 | 38,052 | 41,242 | 44,320 | 47,286 | 50,140 | 52,882 | 55,512 |
| 200 | 20,985 | 24,846 | 28,595 | 32,233 | 35,758 | 39,172 | 42,473 | 45,663 | 48,741 | 51,706 | 54,560 | 57,302 | |
| 210 | ±2,2 | 22,104 | 26,189 | 30,162 | 34,023 | 37,773 | 41,410 | 44,935 | 48,349 | 51,651 | 54,840 | 57,918 | 60,884 |
| 220 | 23,223 | 27,532 | 31,729 | 35,814 | 39,787 | 43,648 | 47,398 | 51,035 | 54,560 | 57,974 | 61,276 | 64,465 | |
| 230 | ±2,5 | 24,342 | 28,875 | 33,296 | 37,605 | 41,802 | 45,887 | 49,860 | 53,721 | 57,470 | 61,108 | 64,633 | 68,047 |
| 240 | 25,461 | 30,218 | 34,863 | 39,394 | 43,816 | 48,185 | 52,322 | 56,407 | 60,380 | 64,241 | 67,991 | 71,628 | |
| 250 | 25,581 | 31,561 | 36,430 | 41,186 | 45,831 | 50,363 | 54,784 | 59,093 | 63,290 | 67,375 | 71,348 | 75,209 | |
| 260 | ±2,8 | 27,700 | 32,904 | 37,996 | 42,977 | 47,845 | 52,602 | 57,246 | 61,779 | 66,220 | 70,509 | 74,706 | 78,791 |
| 270 | 28,819 | 34,247 | 39,563 | 44,767 | 49,860 | 54,840 | 59,709 | 64,465 | 69,110 | 73,643 | 78,063 | 82,372 | |
| 280 | 29,938 | 35,590 | 41,130 | 46,558 | 51,874 | 57,079 | 62,171 | 67,151 | 72,020 | 76,776 | 81,421 | 85,954 | |
| 290 | — | 36,933 | 42,697 | 48,349 | 53,889 | 59,317 | 64,633 | 69,838 | 74,930 | 79,911 | 84,779 | 89,536 | |
| 300 | — | 38,276 | 44,264 | 50,140 | 55,903 | 61,555 | 67,095 | 72,523 | 77,839 | 83,044 | 88,136 | 93,116 | |
Note. At the request of the consumer, the maximum deviation in wall thickness for pipe wall thicknesses up to 4 mm made of aluminum grades AD0, ADS and aluminum alloys grades AMts and AD31 should not exceed ±10%. (Changed edition, Amendment No. 1, 3).
2.1a. The dimensions of round pipes produced by the coil method, the maximum deviations for them, as well as the theoretical weight must correspond to those indicated in Table 1a. Alloy 1955 pipes are manufactured with an outer diameter from 18 to 50 mm and a wall thickness from 1.5 to 10.0 mm.
Table 1a
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | ||||
| nominal | prev off | 1,5±0,30 | 2,0±0,30 | 2,0±0,30* | 3,0±0,30 |
| 12 | ±0,40 | 0,141 | 0,179 | — | — |
| 13 | 0,154 | 0,197 | 0,235 | — | |
| 14 | 0,168 | 0,215 | 0,257 | 0,295 | |
| 16 | — | 0,251 | 0,302 | 0,349 | |
| 18 | — | 0,286 | 0,347 | 0,403 | |
| 20 | — | 0,322 | 0,392 | 0,457 | |
| 22 | +0,40 -0,60 | — | 0,358 | 0,436 | 0,510 |
| 24 | — | 0,394 | 0,481 | 0,564 | |
| 26 | — | 0,430 | 0,526 | 0,618 | |
| 28 | — | 0,466 | 0,571 | 0,671 | |
| 30 | — | 0,501 | 0,615 | 0,725 | |
_______________
* The text of the document corresponds to the original. — Note from the database manufacturer.
(Introduced additionally, Amendment No. 3).
2.2. Round pipes, depending on the grade of the alloy and the condition of the material, are manufactured in the sizes indicated in Table 2.
table 2
| Pipe material condition | Aluminum and aluminum alloy grade | Outside diameter | Wall thickness |
| mm, no less | |||
| Without heat treatment | A7, A6, A5, AD00, AD0, AD1, ADS, AD, AB, AMts, AMtsS, 1915, 1925, 1955, AK6, AD31, AMg2, VD1 | 18 | 1,5 |
| AMg3, AMg3S, Amg6 | 25 | 2,5 | |
| Amg5 | 28 | 3,0 | |
| D1, D16, V95 | 25 | 5,0 | |
| Tempered and naturally aged | AD31, AD35, AB, AK6, 1915 | 18 | 1,5 |
| 1925 C | 30 | 3,0 | |
| 1925 | 40 | 12,5 | |
| D1, D16 | 25 | 5,0 | |
| Tempered and artificially aged | AB | 25 | 3,0 |
| AD31, AD35 | 20 | 2,0 | |
| AK6, V95 | 25 | 5,0 | |
| Annealed | AMg3, AMg3S, AMg6 | 25 | 2,5 |
| AMg5 | 28 | 3,0 | |
(Changed edition, Amendment No. 1, 3).
2.3. By agreement between the manufacturer and the consumer, it is allowed to manufacture pipes with intermediate dimensions in outer diameter and thickness not specified in Tables 1, 1a and 2. In this case, maximum deviations are accepted as for the next smaller size. (Changed edition, Amendment No. 3).
2.4. Shaped pipes are manufactured according to drawings agreed between the manufacturer and the consumer.
2.5 Pipes are manufactured in lengths from 1 to 6 m.
2.5.1. Pipes are manufactured in pieces of unmeasured, measured or multiple measured lengths within the dimensions specified in clause 2.5. Pipes of cut or multiple cut lengths are manufactured at intervals of 500 mm. (Changed edition, Amendment No. 3).
2.5.2. Pipes made of aluminum AD0, AD1, AD00, A5, A6, A7 and aluminum alloys of the AMts, AMtsS and 1955 grades are manufactured in coils of measured, multiple measured and unmeasured lengths within the dimensions specified in Table 2a.
Table 2a
| Outer diameter, mm | Nominal length of pipes, m, with wall thickness, mm | ||||
| nominal | prev off | 1,5±0,30 | 2,0±0,30 | 2,5±0,30 | 3,0±0,30 |
| 12 | ±0,40 | 280 | 275 | — | — |
| 13 | 260 | 250 | 210 | — | |
| 14 | 240 | 230 | 190 | 165 | |
| 16 | — | 200 | 165 | 140 | |
| 18 | — | 180 | 145 | 125 | |
| 20 | — | 160 | 125 | 110 | |
| 22 | +0,40 -0,60 | — | 140 | 115 | 100 |
| 24 | — | 135 | 105 | 90 | |
| 26 | — | 115 | 95 | 80 | |
| 28 | — | 105 | 85 | 75 | |
| 30 | — | 100 | 80 | 70 | |
The internal diameter of the coil must be at least 1000 mm.
2.5.3. By agreement between the manufacturer and the consumer, unmeasured pipes wound on spools must be no more than 15,000 m long. The internal diameter of the spool must be at least 800 mm. The outer diameter of the coil wound on the spool must be at least 50 mm less than the diameter of the spool cheek.
2.5.2, 2.5.3 (Introduced additionally, Amendment No. 3).
2.6. Maximum deviations along the length of pipes of the measured length and lengths that are a multiple of the measured length should not exceed 15 mm. Maximum deviations along the length of pipes in coils should be no more than 7 m. At the request of the consumer, maximum deviations along the length of measuring pipes should not exceed plus 10 mm. (Changed edition, Amendment No. 1, 3).
2.7. Pipes of multiple cut lengths must be manufactured taking into account a cut allowance of 5 mm.
2.8. The theoretical weight of 1 m of pipe is calculated from the nominal diameter and nominal wall thickness. When determining the theoretical mass of 1 m of pipe, the density of the B95 aluminum alloy, equal to 2.85 g/cm, was taken as the initial value. To calculate the theoretical mass of other aluminum alloys, use the conversion factors specified in the appendix. (Changed edition, Amendment No. 3). Examples of symbols Round pipe made of aluminum alloy grade AK6, without heat treatment, with an outer diameter of 80 mm, a wall thickness of 15 mm, of unmeasured length:
Pipe AK6 80 x 15 GOST 18482–79
The same, in a hardened and naturally aged state, 2000 mm long:
Pipe AK6. T 80 x 15×2000 GOST 18482–79
Shaped pipe made of aluminum alloy grade AK6, without heat treatment, multiple length (KD) 2000 mm:
Pipe AK6 (code) x 2000 KD GOST 18482–79
Round pipe made of aluminum alloy, AMts brand, without heat treatment, with an outer diameter of 20 mm, a wall thickness of 3 mm, of unmeasured length in a coil:
Pipe AMts 20 x 3 x BT GOST 18482–79
The same, length 110,000 mm:
Pipe AMts 20 x 3 x 110000 GOST 18482–79
(Changed edition, Amendment No. 3, 4).
Hard aluminum alloys
Series 2xxx – Aluminum alloys Al-Cu-Mg and Al-Cu-Mn
Thermally hardenable alloys.
The so-called duralumins or duralumins. Depending on the content of copper and magnesium, as well as the ratio of their concentrations, various strengthening phases can form in them: double or triple compounds of aluminum with copper, magnesium and manganese.
- Aluminum alloy D1 is “classic”, normal duralumin with a strengthening phase CuAl2.
- Alloy D16 is more durable, the so-called “superduralumin”; compared to D1, it contains an increased amount of magnesium (on average 1.5%). Therefore, its main strengthening phase is the ternary CuMgAl2 phase, which gives higher strength.
The letter D does not necessarily mean “duralumin, duralumin,” as it might seem. There is aluminum-manganese alloy D12 - soft and ductile.
The strength of duralumin depends on the type of semi-finished product: more in rods, less in sheets. The tensile strength of normal sheet D1 reaches 410 MPa, and sheet D16 reaches 440 MPa.
- Aluminum alloy D18 is specially designed for rivets; it contains a reduced amount of copper and magnesium and therefore has significantly lower strength, but also higher ductility than, say, D1 duralumin.
- Aluminum alloy B65 is intended for rivets that operate at temperatures not exceeding 100 °C.
- Aluminum alloys AK (AK4, AK6 and AK8) – close “relatives” of duralumin – are intended for forgings and stampings. The letter K just means: Forging.
TECHNICAL REQUIREMENTS
3.1. Pipes are manufactured in accordance with the requirements of this standard according to technological regulations approved in the prescribed manner. (Changed edition, Amendment No. 1, 3).
3.1.1. Pipes are made from aluminum grades A7, A6, A5 with a chemical composition in accordance with GOST 11069, pipes from aluminum grades AD00, AD0, AD1, ADS, AD and aluminum alloys grades AMts, AMtsS, AMg2, AMg3, AMg3S, AMg5, AMg6, AD31, AD35, AB, D1, D16, AK6, V95, 1915, 1925, 1925S with a chemical composition in accordance with GOST 4784, aluminum alloy grade VD1 with a chemical composition in accordance with GOST 1131 and aluminum alloy 1955 according to regulatory and technical documentation. Pipes made of aluminum alloy grade AD35 are manufactured in agreement with the consumer. (Introduced additionally, Amendment No. 3).
3.2. The mechanical properties of pipes under tension must correspond to Table 3*. ________________ * Table 4. (Deleted, Amendment No. 1).
Table 3
| Alloy grade | Condition of the material during manufacture | Condition of the material when tested | Wall thickness, mm | Tensile strength, MPa (kgf/mm) | Yield strength, MPa (kgf/mm) | Relative extension , % |
| no less | ||||||
| A7, A6, A5, AD00, AD0, AD1, ADS, AD | Without heat treatment | Annealed | All thicknesses | 60 (6) | — | 20 |
| AMts, AMtsS | Without heat treatment | Annealed | All thicknesses | 100 (10) | — | 12 |
| AMg2 | Without heat treatment | Annealed | All thicknesses | 155 (16) | 60 (6) | 10 |
| AMg3, AMg3S | No heat treatment. Annealed | Annealed | From 2.5 to 40.0 | 180 (18) | 70 (7) | 15 |
| AMg5 | No heat treatment. Annealed | Annealed | From 2.5 to 40.0 | 255 (26) | 110 (11) | 15 |
| AMg6 | No heat treatment. Annealed | Annealed | From 2.5 to 40.0 | 315 (32) | 145 (15) | 15 |
| AD31 | No heat treatment. Tempered and naturally aged | Tempered and naturally aged | All thicknesses | 130 (13) | 60 (6) | 12 |
| Hardened and artificially aged | Hardened and artificially aged | From 2.0 to 40.0 | 180 (18,5) | 120 (12) | 10 | |
| AD35 | Tempered and naturally aged | Tempered and naturally aged | All thicknesses | 200 (20,0) | 100 (10) | 14 |
| Hardened and artificially aged | Hardened and artificially aged | From 2.0 to 40.0 | 270 (27,5) | 200 (20,5) | 10 | |
| AB | No heat treatment. Tempered and naturally aged | Tempered and naturally aged | All thicknesses | 210 (21) | 110 (11) | 14 |
| Hardened and artificially aged | Hardened and artificially aged | From 3.0 to 40.0 | 310 (31,5) | 225 (23) | 8 | |
| D1 | Without heat treatment | Tempered and naturally aged | From 5.0 to 20.0 | 355 (36) | 195 (20) | 12 |
| St. 20.0 to 40.0 | 375 (38) | 215 (22) | 10 | |||
| Tempered and naturally aged | From 5.0 to 20.0 | 355 (36) | 195 (20) | 12 | ||
| St. 20.0 to 40.0 | 375 (38) | 215 (22) | 10 | |||
| D16 | Without heat treatment | Tempered and naturally aged | From 5.0 to 20.0 | 390 (40) | 255 (26) | 12 |
| St. 20.0 to 40.0 | 420 (43) | 275 (28) | 10 | |||
| Tempered and naturally aged | From 5.0 to 20.0 | 390 (40) | 255 (26) | 12 | ||
| St. 20.0 to 40.0 | 420 (43) | 275 (28) | 10 | |||
| AK6 | Without heat treatment | Hardened and artificially aged | From 5.0 to 40.0 | 355 (36) | — | 10 |
| Tempered and naturally aged | Tempered and naturally aged | Up to 5.0 incl. | 285 (29) | — | 8 | |
| St. 5.0 to 40.0 | 315 (32) | — | 10 | |||
| Hardened and artificially aged | Hardened and artificially aged | From 5.0 to 40.0 | 355 (36) | — | 10 | |
| B95 | Without heat treatment | Hardened and artificially aged | From 5.0 to 20.0 | 490 (50) | 375 (38) | 7 |
| St. 20.0 to 40.0 | 510 (52) | 400 (41) | 5 | |||
| Hardened and artificially aged | Hardened and artificially aged | From 5.0 to 20.0 | 490 (50) | 375 (38) | 7 | |
| St. 20.0 to 40.0 | 510 (52) | 400 (41) | 5 | |||
| 1915 | Without heat treatment | Hot pressed with natural aging for 30−35 days | All thicknesses | 315 (32) | 195 (20) | 10 |
| Without heat treatment | Hot pressed with natural aging for 2−4 days | 265 (27) | 155 (16) | 10 | ||
| Tempered and naturally aged | Hardened and naturally aged for 30−35 days | 355 (36) | 215 (22) | 10 | ||
| Tempered and naturally aged | Hardened and naturally aged for 2−4 days | 275 (28) | 165 (17) | 10 | ||
| 1925C | Tempered and naturally aged | Hardened and naturally aged for 30−35 days | All thicknesses | 310 (31,5) | 200 (20,5) | 10 |
| 1925 | Without heat treatment | Hot pressed with natural aging for 30−35 days | All thicknesses | 335 (34) | 195 (20) | 10 |
| Without heat treatment | Hot pressed with natural aging for 2−4 days | 245 (25) | 145 (15) | 10 | ||
| Tempered and naturally aged | Hardened and naturally aged for 30−35 days | From 12.5 to 40.0 | 335 (34) | 195 (20) | 10 | |
| Tempered and naturally aged | Hardened and naturally aged for 2−4 days | From 12.5 to 40.0 | 255 (26) | 155 (16) | 10 | |
| 1955 | Without heat treatment | Hot pressed with natural aging for 90 days | From 1.5 to 10.0 | 333 (34) | 196 (20) | 10 |
| Hot pressed with natural aging for 2−4 days | From 1.5 to 10.0 | 235 (24) | 147 (15) | 10 | ||
| VD1 | Without heat treatment | Tempered and naturally aged | Up to 5 incl. | 335 (34) | — | 10 |
| St. 5.0 to 20.0 | 345 (35) | — | 8 | |||
| St. 20.0 to 40.0 | 355 (36) | — | 8 | |||
Note. At the request of the consumer, the relative elongation of pipes made of AMts, AMtsS and AMg2 alloys must be at least 15%. (Changed edition, Amendment No. 1, 2, 3; Amendment).
3.2.1. (Deleted, Amendment No. 1).
3.3. The surface of the pipes (external and internal) must be free from contamination and must not have cracks, cavities, delaminations, non-metallic inclusions, stains of corrosion origin and traces of nitrate. (Changed edition, Amendment No. 3).
3.3.1. The following are allowed on the surface of pipes: stains, scratches, scratches, nicks, bubbles, various types of press-fits, if the depth of their occurrence does not take the wall thickness beyond the minus limit deviation; imprints in the form of dents, as well as ring and spiral traces of finishing, if their depth does not take the pipe beyond the maximum diameter deviations; tarnished colors, light and dark spots, as well as light ring-shaped and spiral-shaped stripes; traces of technological lubricant.
3.3.2. On the surface of pipes produced by the coil method, the following are also allowed: annular corrugations and imprints from the matrix, if they do not take the pipes beyond the maximum deviations in diameter; no more than one fistula for every 100 m of length; traces of coiling at the ends of pipes no more than 3 m long.
3.3.1, 3.3.2. (Introduced additionally, Amendment No. 3).
3.4. Local flat cleaning of pipes is allowed if it does not take the pipe dimensions beyond minus maximum deviations. Cleaning cracks is not allowed. (Changed edition, Amendment No. 1).
3.5. The pipes must be cut straight. The cut angle of a measuring or multiple measuring pipe should not exceed half the maximum deviation for the length of the pipes.
3.5.1. Pipes with an outer diameter of more than 100 mm and a wall thickness of more than 10 mm must not have burrs on the outer surface.
3.6. The ovality of the pipes should not take their dimensions beyond the maximum deviations in the outer diameter.
3.6.1. For pipes produced by the coil method, local ovality is allowed: with a diameter of up to 20 mm - no more than 1 mm;
with a diameter over 20 mm - no more than 2 mm. (Introduced additionally, Amendment No. 3).
3.7. The difference in wall thickness of pipes should not take their dimensions beyond the maximum deviations in wall thickness.
3.8. The pipes must be straight. Deviation from straightness should not exceed the values indicated in Table 5.
Table 5
| Outside diameter | Deviation from straightness, no more | |||||
| at a length of 1 m | at a length of 0.4 m | along the entire length | ||||
| Before | 120 | 3 | 1,5 | Deviation per 1 m multiplied by pipe length | ||
| St. | 120 | before | 150 | 4 | 1,8 | |
| « | 150 | « | 300 | 5 | 2,0 | |
For pipes with a wall thickness of up to 5.0 mm inclusive, made of aluminum grades A7, A6, A5, AD00, AD0, AD1, ADS, AD and aluminum alloys of the AMts, AMtsS and AMg2 grades, a deviation from straightness of 1 m is allowed, which can be eliminated by pressing a load weighing not more than 5 kg at the place of its application. (Changed edition, Amendment No. 1, 3).
3.9. The macrostructure of the pipes should not have cracks, looseness, delamination, or sink marks. For all alloys except AMg5 and AMg6, the macrostructure of the pipes should not have inclusions of intermetallic compounds.
3.10. On the macrostructure of thick-walled pipes the following are allowed: non-metallic inclusions no larger than 0.5 mm in size, if their number does not exceed 3 pieces; intermetallic compounds on pipes made of AMg5 and AMg6 alloys up to 0.5 mm in size in an amount of no more than 5 pcs. or up to 0.1 mm in size in the form of single scattered points.
3.9, 3.10. (Changed edition, Amendment No. 1, 3).
3.10.1. A coarse-crystalline rim is allowed on pipes, the size of which is not limited. At the request of the consumer, the coarse-crystalline rim can be limited, while the permissible size of the rim is established by agreement between the manufacturer and the consumer.
3.10.2. Surface defects detected by monitoring the macrostructure are allowed, with a depth within the established maximum deviations.
3.11. The microstructure of hardened pipes should not show signs of burnout. (Changed edition, Amendment No. 4).
Designations of aluminum alloys
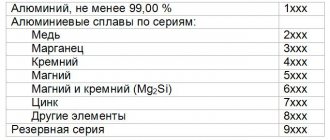
Purely digital designations were introduced in the late sixties of the last century and were conceived as part of a general system of designations for all alloys of all metals. The first number 1 was assigned to aluminum alloys. The second digit should indicate the alloying system. Then the first two digits, judging by GOST 4784, indicate aluminum alloys of various alloying systems, for example:
- 10хх – technical aluminum;
- 11хх – aluminum alloys of the Al-Cu-Mg system;
- 12хх – aluminum alloys of the Al-Cu-Mn system;
- 13хх – aluminum alloys of the Al-Mg-Si system;
- 14хх – aluminum alloys of the Al-Mn system;
- 15хх – aluminum alloys of the Al-Mg system;
- 19хх – alloys of the Al-Zn-Mg system.
The last two digits determine the serial number of the alloy within a particular system, and, as it were, odd numbers should denote wrought alloys, and even numbers should denote cast alloys. However, in GOST 1583-93 for cast aluminum alloys no traces of such digital designations are visible.
Essentially, this digital notation system has never fully taken root and is little used. Most alloys are designated by “old”, unsystematic alphanumeric designations, and standards, such as GOST 4784, duplicate both options. True, some alloys have only one, digital designation, for example, alloy 1105, which is used for making tapes and which has neither an “old” designation nor an “official” international analogue.
ACCEPTANCE RULES
4.1. Pipes are accepted in batches. The batch must consist of pipes of the same grade of aluminum or aluminum alloy, the same material condition, one melt or heat treatment charge, the same size and issued with one quality document. It is permissible to compose batches of heat-treated pipes taken from several heat treatment charges or from several heats, provided that each charge or heat meets the requirements of this standard. The quality document must contain: trademark or name and trademark of the manufacturer; consumer name; brand of aluminum or aluminum alloy, condition of the material; pipe sizes; batch number; net weight of the batch; test results (for mechanical properties only maximum and minimum values are indicated); date of shipment; designation of this standard.
4.2. To determine the chemical composition of alloying components and main impurities, two pipes from the batch are selected. Other impurities are not determined. The manufacturer is allowed to determine the chemical composition of aluminum or aluminum alloy on each heat. (Changed edition, Amendment No. 2).
4.3. For pipes manufactured in sections, 5% of the pipes in the batch, but not less than two pipes, are subject to size checking. For pipes manufactured using the coil method, each coil or spool is checked for dimensions. Deviation from straightness of pipes over a length of 0.4 m is checked periodically at the request of the consumer.
4.4 The quality of the outer surface of pipes manufactured in sections is checked on 5% of the pipes in the batch, but not less than two pipes. For pipes produced by the coil method, each coil or spool is subjected to quality control of the outer surface.
4.5. The quality of the inner surface of the pipes is checked on 2% of the pipes, coils or spools of the batch, but not less than two pipes, coils or spools.
4.6. To check the mechanical properties of pipes manufactured in sections, two pipes are selected from the batch.
The mechanical properties of pipes are tested on pipes made from aluminum alloys of the AMg3, AMg3S, AMg5, AMg6 and 1955 grades in the annealed state and without heat treatment, as well as from aluminum alloys of the AD35, B95 and 1925S grades in the hardened and aged state. Checking the mechanical properties of pipes made of aluminum alloys of grades AB, D1, D16, AK6 and V95 without heat treatment, as well as aluminum alloys of grades AD31, AB, AK6, D1, D16, 1915 and 1925 in a hardened and aged state is carried out periodically at the request of the consumer . The mechanical properties of pipes made of aluminum grades A7, A6, A5, AD00, AD1, ADS, AD and aluminum alloys AMts, AMtsS, AMg2, AD31, 1915, 1925, VD1 are not tested without heat treatment. The mechanical properties of pipes made of alloy grade 1955 without heat treatment and alloys of grades 1915 and 1925 in a hardened and aged state are checked by the manufacturer after 2–4 days of natural aging, and by the consumer after 30–35 days. The mechanical properties of pipes produced using the coil method are tested by testing two coils (spools) per batch. The mechanical properties of pipes are tested on aluminum pipes of grades A7, A6, A5, AD00, AD0, AD1 from aluminum alloys of grades AMts, AMtsS and 1955. 4.3−4.6. (Changed edition, Amendment No. 3).
4.7. To check the macrostructure of thick-walled pipes, 1% of the pipes in the batch are selected, but not less than two pipes. The macrostructure of thin-walled pipes and pipes produced by the coil method is not controlled (this is ensured by the implementation of the manufacturing technology).
(Changed edition, Amendment No. 3, 4).
4.8. (Deleted, Amendment No. 1).
4.9. To check the microstructure of pipes subjected to hardening for burnout, the manufacturer selects one pipe from each heat treatment charge. (Changed edition, Amendment No. 3).
4.10. To check pipes hardened in saltpeter baths, 1% of pipes from a batch, but not less than one pipe from each batch, are tested for the presence of saltpeter on the surface.
4.11. If unsatisfactory test results are obtained for at least one of the indicators, a repeat test is carried out on a double sample taken from the same batch. The results of repeated tests apply to the entire batch. The manufacturer is allowed to carry out piece-by-piece inspection of pipes.
(Changed edition, Amendment No. 1).
4.12. The sample size can be determined using statistical methods. In case of disagreement in assessing the quality of pipes, the sample size is in accordance with paragraphs 4.2−4.10. (Introduced additionally, Amendment No. 1).
Application
Scope of application of wrought aluminum alloys:
- D1; D16; D18; D19 - Panels, housings, chassis, brackets, frames, casings, rivets, sheathings, frames, load-bearing frames, building structures, spars, control rods.
- AK4 - Engine parts.
- AK6; AK8 - Stamping of complex parts, fan impellers, fasteners.
- B95 - Sheathing, stringers, frames, load-bearing frames of riveted building structures, aircraft spars, high-strength aircraft and helicopter parts, control rods, welded tanks, pipelines, tanks, railways. carriages, bridges.
- AMg2; AMg3; AMg4; AMg5; AMg6; AMts - Welded structures, pipelines, radiators, liquid tanks, frames, frames, panels, brackets, chassis, profiles, flanges.
- HELL; AD0; AD1 - Parts of ventilation systems, protective tubes for electrical wiring, gaskets, sheets, pipes, profiles, wires for rivets.
Up
TEST METHODS
5.1. Selection and preparation of samples to determine the chemical composition of pipes is carried out in accordance with GOST 24231. When collecting and preparing samples to determine the chemical composition, the requirements for safe work must be observed in accordance with the requirements of GOST 12.1.005, GOST 12.1.007, GOST 12.4.013*, GOST 12.4.021 and rules approved in accordance with the established procedure. _________________ * GOST 12.4.253−2013 is in force on the territory of the Russian Federation. Determination of the chemical composition of aluminum is carried out by the chemical method according to GOST 25086*, GOST 12697.1-GOST 12697.12 or by the spectral method according to GOST 3221; aluminum alloys are determined by the chemical method according to GOST 25086, GOST 11739.1-GOST 11739.24 or by the spectral method according to GOST 7727. ________________ * On the territory of the Russian Federation The Federation document is not valid. GOST 25086–2011 is in force, hereinafter in the text. — Note from the database manufacturer.
If there is disagreement, the chemical composition is determined using a chemical method. (Changed edition, Amendment No. 3, 4).
5.2. Measurement of pipes by outer diameter and wall thickness is carried out with a micrometer in accordance with GOST 6507 or other instrument that provides the necessary measurement accuracy. Checking the length of pipes is carried out with a tape measure in accordance with GOST 7502 or a metal ruler in accordance with GOST 427.
5.3. Deviation from pipe straightness is checked in the following way: the pipe is placed on a control plate. A metal measuring ruler 1 m long in accordance with GOST 427 is applied to the pipe being tested and, using probes in accordance with TU 2-034-225*, the maximum distance between the ruler and the pipe is measured in accordance with GOST 26877**. ________________ * Specifications are the author's development. For more information please follow the link; ** The document is not valid on the territory of the Russian Federation. GOST 26877–2008 is in force. — Note from the database manufacturer. It is allowed to use other methods and measuring instruments that provide the necessary accuracy.
5.4. Inspection of the outer surface of pipes is carried out without the use of magnifying devices. Inspection of the outer surface of pipes in coils and spools is carried out during the winding process. Inspection of the inner surface of the pipes is carried out on a lighted screen.
Inspection of the inner surface of pipes in coils and spools is carried out on samples with a length of at least 100 mm, cut from the end of the coil or spool. The depth of defects is measured with a profilometer in accordance with GOST 19300 or an indicator depth gauge according to regulatory and technical documentation.
5.3, 5.4. (Changed edition, Amendment No. 3).
5.4.1. Cleaning of pipes is carried out in the longitudinal direction with an abrasive wheel, scraper or sanding paper on a fabric basis no larger than the 6th grit number according to GOST 5009. The final cleaning of the pipes to a smooth surface is carried out with sanding paper on a paper base no larger than the 10th grit number according to GOST 6456.
5.4.1. (Introduced additionally, Amendment No. 1).
5.5. The tensile test is carried out in accordance with GOST 10006 on longitudinal samples with a calculated length. The selection and preparation of samples for tensile testing is carried out in accordance with GOST 24047 or GOST 10006. (Changed edition, Amendment No. 1, 2, 3).
5.6. The macrostructure of thick-walled pipes is checked on a transverse macrotemplate cut from the sink end of the pipe, according to the manufacturer’s method. If there is a sink mark on the pipes being tested (provided the macrostructure meets the other requirements), it must be completely removed, while all other pipes in the batch are cut to the extent of the greatest extent of the sink sink. (Changed edition, Amendment No. 1, 3, 4).
5.7. The microstructure of the pipes is checked on one sample according to the manufacturer’s methods. If there is a burnout, repeated control of the microstructure is not allowed.
5.8. The presence of nitrate is checked by applying a drop of a 0.5% solution of diphenylamine in sulfuric acid to a pipe surface anywhere (10 cm of distilled water and 25 cm of sulfuric acid with a density of 1.84 g/cm are added to a sample of 0.5 diphenylamine). When dissolving diphenylamine, the volume of the solution is adjusted to 100 cm by adding sulfuric acid with a density of 1.84 g/cm. Intense blue discoloration of a drop of solution after 10–15 s indicates the presence of nitrate in this area. After the test, the drop is removed with filter paper, and the tested area is thoroughly washed with water and wiped dry. (Changed edition, Amendment No. 1).
Moderately strong aluminum alloys
Aluminum alloys Al-Mg (5xxx series)
Not thermally hardenable.
Magnesium in an amount of up to 6% provides solid solution strengthening of the alloy and high efficiency of strain hardening. Therefore, alloys of the 5xxx series have fairly high strength properties. These alloys widely have good corrosion resistance, especially resistance to corrosion in seawater and marine atmosphere, and are therefore widely used in shipbuilding, mainly in the form of sheets. These alloys are used to make stamped car body and chassis parts due to their good combination of strength and formability.
Aluminum alloys Al-Mg-Si (6xxx series)
These alloys are sometimes (only here) called “avial”.
The strengthening phase is the Mg2Si compound.
Aluminum alloy AD31 is a complete analogue of the “American” alloy 6063 and, partially, the “European” alloy 6060. The ratio of the average silicon and magnesium content in it is close to the stoichiometric ratio of 1:1.73 for the Mg2Si compound.
- AD31 (6060/6063) is the most popular industrial aluminum alloy. Widely used for the manufacture of aluminum profiles for building enclosing structures (windows, doors, facades) and other, usually non-load-bearing structures.
- Aluminum alloy AD33 is an analogue of alloy 6061. It has a higher content of magnesium and silicon than AD31 (silicon in excess), as well as copper additives. More durable than AD31. Used in load-bearing building structures.
- Aluminum alloy AD35 is an analogue of alloy 6082. Compared to alloy AD33, there is almost the same amount of magnesium as in alloy AD33, and one and a half times more silicon and additionally up to 1% manganese. Therefore, the AD35 alloy is even more durable than AD33. Used in load-bearing building structures.
LABELING, PACKAGING, TRANSPORTATION AND STORAGE
6.1. Thin-walled pipes and thick-walled pipes with a diameter of up to 60 mm inclusive are knitted into bundles in accordance with GOST 9.510, to which a label is attached indicating the brand of aluminum or aluminum alloy, the condition of the material, the batch number and the stamp of the technical control department of the manufacturer. At the end of each thick-walled pipe with a diameter of over 60 mm, the following must be stamped or painted: the grade of aluminum or aluminum alloy, the condition of the material, the batch number and the technical control mark of the manufacturer.
6.1.1. Pipes produced by the coil method are tied in at least three places with soft aluminum wire in accordance with GOST 14838. A label is attached to the coil or spool indicating the grade of aluminum or aluminum alloy, the condition of the material, dimensions, batch number and the stamp of the technical control department of the manufacturer . Metal spools are returnable packaging. (Introduced additionally, Amendment No. 3).
6.2. Temporary anti-corrosion protection, packaging, transportation and storage - in accordance with GOST 9.510. Transport marking of cargo packages - in accordance with GOST 14192 with additional marking: product names; alloy grades; condition of the material; pipe size; batch numbers. (Changed edition, Amendment No. 2).
6.2.1. Marking of pipes intended for export is carried out in accordance with the order of the foreign trade association. (Introduced additionally, Amendment No. 3).
6.3. (Deleted, Amendment No. 1).
Soft alloys
Aluminum grades (series 1xxx)
The content of impurities (or alloying elements) is not more than 1.00%.
Aluminum alloys Al-Mn (3xxx series)
Thermally non-hardening alloys.
(Note that we use the word “unstrengthened” with the particle “not” written together. This word in this case is an adjective, not a participle. Adjectives are written with the particle “not” together, but participles are written separately. We remember this from school benches.