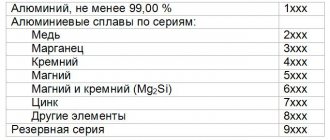
Aluminum and aluminum alloys
Aluminum as a structural material is rarely used in its pure form.
Small amounts (sometimes less than 1%) of other elements can significantly change its properties, physical and mechanical. One of the main properties of structural metals is their strength. Unalloyed aluminum has a tensile strength of about 90 MPa. Due to strain hardening (hardening), this value can increase to 200 MPa. However, the addition of small amounts of zinc, copper and magnesium to pure aluminum makes it a high-strength aluminum alloy with a tensile strength of more than 550 MPa. Aluminum alloys are divided into two categories: wrought and cast. Wrought alloys are processed into a given shape by deformation (extrusion, rolling, forging, stamping, drawing). Casting alloys are poured into casting molds.
Properties D16, D16T, D16M
D16 is an alloy of aluminum with magnesium and copper. Such alloys are called duralumin, and duralumin is used as structural alloys in the aviation and space industries due to their strength and relative lightness. Aluminum alloy D16 is high-strength duralumin of the A1–Cu–Mg system. In terms of hardness and mechanical strength, it is not inferior to steel, having 3 times less specific gravity. Duralumin D16 has one main drawback - low corrosion resistance and requires special anti-corrosion protection products. In most cases, the alloy is clad or anodized, which significantly increases its corrosion resistance.
Let's look at the fur of St. D16 - where “hardening and aging” is indicated in the last column - these are the mechanical properties of D16T.
Mechanical properties of D16 at T=20oC
| Assortment | Size | Short-term strength limit sв | yield strength sT | elongation at break d5 | Heat treatment |
| — | mm | MPa | MPa | % | — |
| Pipes, GOST 18482-79 | 390-420 | 255-275 | 10-12 | ||
| Rod, GOST 21488-97 | 245 | 120 | 12 | ||
| Rod, GOST 21488-97 | Ø 8 – 300 | 390-410 | 275-295 | 8-10 | Hardening and aging |
| Rod, high strength, GOST 51834-2001 | 450-470 | 325-345 | 8-10 | Hardening and aging | |
| Rod, increased ductility, GOST 51834-2001 | 410 | 265 | 12 | Hardening and aging | |
| Annealed tape, GOST 13726-97 | 235 | 10 | |||
| Profiles, GOST 8617-81 | 10 — 150 | 412 | 284 | 10 | Hardening and artificial aging |
| Annealed profiles, GOST 8617-81 | 245 | 12 | |||
| Plate, GOST 17232-99 | 345-420 | 245-275 | 3-7 | Hardening and aging |
The mechanical properties of D16 are highly dependent on heat treatment.
Thus, the tensile strength sv for sheets made of D16t and D16m differs by a factor of 2, about 20 kgf/mm2 for sheets D16AM and 40 kgf/mm2 for sheet D16AT. Hardness D16
| Hardness D16T after hardening and aging | HB 10 -1 = 105 MPa |
| Hardness D16M Annealed alloy | HB 10 -1 = 42 MPa |
Physical properties of D16
| T Temperature | Modulus of elasticity of the first kind E 10-5 | Coefficient of thermal (linear) expansion a 10 6 | heat capacity l | Density r | Specific heat capacity C | Electrical resistivity R 10 9 |
| hail | MPa | 1/Grad | W/(m deg) | kg/m3 | J/(kg deg) | Ohm m |
| 20 | 0.72 | 2770 | ||||
| 100 | 22.9 | 130 | 0.922 |
Properties such as specific density, heat capacity, electrical conductivity are the same for D16, D16t, D16m.
Thermal and strain hardening
The properties of an aluminum alloy depend not only on its chemical composition, but also on the history of its thermal and deformation treatments.
Wrought aluminum alloys, the strength of which can be increased by heat treatment, are called heat-hardenable alloys. These alloys include all alloys of the 2xxx, 6xxx and 7xxx series. Sometimes deformation treatment is also applied to these alloys, both before and after heat treatment.
Aluminum alloys of the 1xxx, 3xxx and 5xxx series are not able to increase their strength under the influence of heat treatment. Their strength properties are increased by deformation treatment (hardening).
Most cast aluminum alloys are heat hardenable. Cast aluminum alloys are usually not subjected to cold hardening due to their low ductility.
Where is duralumin plate used and how does it differ from duralumin sheets
The difference is in the thickness of the rolled product. Sheets are supplied in thicknesses from 0.3 to 10.5 mm, plates - from 11 to 200 mm. The range and technical conditions of duralumin sheets are regulated by GOST 21631-76, plates - GOST 17232-99. What is the application. Plates are a semi-finished product for the production of a large range of products using stamping, pressing forging, etc. The slabs are supplied without heat treatment, but in terms of chemical composition and the presence of a cladding layer, they fully meet the requirements of the final product.
Conditions of aluminum alloys
The level of mechanical properties of any aluminum alloy is determined by two main factors:
- the chemical composition of the alloy, that is, the percentage content of both alloying elements and impurities;
- the state of the alloy, that is, the treatment that the alloy received during the manufacturing process of the finished aluminum product, deformation and thermal.
For conditions that are achieved mainly by heat treatment, the designation consists of a capital letter T and one or more numbers, for example, T66.
For states that are achieved by deformation processing, designations are used that consist of the capital letter H and one or more numbers, for example, H14.
What is the difference between alloys D16, D16T and D16B in plate markings
All of the listed grades are one alloy of duralumin D16, containing, according to GOST 4784-97, in addition to aluminum, 3.8-4.9% Cu; 1.2-1.8% Mg; 0.3-0.9% Mn. The difference is in the processing of the alloy. In particular, the marking “D16 plate” indicates only the composition of the alloy. D16T slab – incorrect marking, because index “T” corresponds to the heat-treated state (hardening + natural aging), and the slabs are supplied without heat treatment.
The indices “A” and “B” indicate the presence of cladding, normal and technological, respectively. Those. The marking “D16B plate” corresponds to duralumin with technological cladding.
Finished aluminum product: alloy + condition
When specifying an aluminum alloy as a structural material, it is necessary to indicate both the designation of the aluminum alloy and the state it received in the finished product, for example, in an extruded aluminum profile. Specifying only aluminum alloy for construction material without specifying the condition does not make sense.
In domestic standards, European and American standards, various forms of joint designation of alloy and state are used: continuous, separated by a space, and separated by a hyphen.
For example, in the currently valid GOST 22233-2001, for profiles made of AD31 alloy, the designation “AD31T1” is used (there is no space between the designation of the alloy and the designation of the condition). This means that the AD31 aluminum alloy profile was subjected to complete hardening and artificial aging.
For profiles made from foreign aluminum alloys 6060 and 6063, the designations of the alloy and condition are used, which are accepted in European standards, that is, separated by a space, for example, 6060 T6. This also means that the 6060 alloy profile has been fully hardened and artificially aged.
In American technical literature and American regulatory documents, the alloy and condition are written with a hyphen (not a dash!), for example, 6063-T6.
Rods pressed from aluminum and alloys. Classification and labeling. GOST 21488-97.
Sections of this article:
|
Technical requirements for extruded rods made of aluminum and alloys are standardized according to GOST 21488-97, “Extruded rods made of aluminum and aluminum alloys.”
Classification of aluminum rods
According to the sectional shape:
- round,
- square,
- hexagonal;
According to manufacturing accuracy:
- normal accuracy,
- increased accuracy,
- high precision;
According to the condition of the material:
- without heat treatment (hot pressed),
- soft (annealed),
- hardened and naturally aged,
- hardened and artificially aged;
By type of strength:
- normal strength,
- increased strength.
Recording a symbol
| Bar | … | XX | XX | XX | … | X | … | XX | GOST 1535-2006 |
| Product type | |||||||||
| Alloy grade | |||||||||
| Material condition | |||||||||
| Type of strength | |||||||||
| Section shape | |||||||||
| Section dimensions | |||||||||
| Precision manufacturing | |||||||||
| Length | |||||||||
| Length specification | |||||||||
| Standard | |||||||||
The following abbreviations are used:
Material Condition:
- without designation - without heat treatment
- M - soft (annealed)
- T - hardened and naturally aged
- T1 - hardened and artificially aged
Type of strength:
- without designation - normal strength
- PP - increased strength
Section shape:
- KR - round
- KV - square
- SHG - hexagonal
Manufacturing accuracy:
- without designation - normal
- P - increased
- B - high
Length:
- without designation - unmeasured
- indicate a given size - measured
Length specification:
- KD (indicating the multiplicity) - measured, multiple length
- NK (indicating the specified size) - unmeasured, no shorter than the specified length
- NB (indicating a given size) - unmeasured, no more than a given length
- BT (without specifying length) - unmeasured in coils
Special conditions:
- A - permissible diameter deviations with symmetrical tolerances
- AB - for processing on automatic machines
- L - soft state of increased plasticity
- F - semi-solid state of increased plasticity
- Y - solid state of increased plasticity
- OK - with cut ends
- C - increased accuracy in curvature
- P - regulated requirements for tensile testing
- HB - regulated requirements for Brinell hardness testing
- HV - regulated requirements for Vickers hardness measurement
- BT - rod in free-winding coils
- BU - rod in coils of layer-by-layer ordered winding
The type of strength and manufacturing accuracy of the rods is indicated by the consumer enterprise in the order.
If there is no indication in the order about the type of strength and manufacturing accuracy of the rods, the latter are manufactured with normal strength and accuracy.
Examples of symbols
- Rod made of alloy grade D16, in a hardened, naturally aged state, normal strength, round cross-section, diameter 50 mm, normal manufacturing accuracy, length 3000 mm: Rod D16 T KR 50 x 3000 GOST 21488-97
- Rod D16 T PP KV 50 P GOST 21488-97
- Rod D16 T PP ShG 50 P 2000 KD GOST 21488-97
- Rod D16 KR 50P x 1500 NK GOST 21488-97
- Rod D16 KR 50P x 2500 NB GOST 21488-97
- Rod AD0 12 BT GOST 21488-97
Marking
Each bundle of rods with a diameter of up to 30 mm inclusive or coil must have a metal or plywood label attached to it, which indicates:
- trademark or name and trademark of the manufacturer
- rod symbol
- batch number
- stamp of the technical control department or number of the quality control inspector of the manufacturer
At the end or on the surface of a rod with a diameter of more than 30 mm at a distance of no more than 50 mm from the end of the rod at the output end, the mark of the technical control department of the manufacturer is applied, as well as markings indicating the brand of aluminum or aluminum alloy, the condition of the material and the batch number.
Marking with paint or sticker labels is allowed.
Aluminum alloys for aluminum profiles
Russian SP 128.13330.2012 (updated SNiP 2.03.06-85) prescribes the following deformable aluminum alloys for use in building aluminum profiles: AD31, 6060, 6063, AD33, AB, 1915, 1925, V95.
Eurocode 9 uses alloys 5083, 5454, 5754, 6060, 6061, 6063, 6005A, 6106, 6082, 7020 for aluminum profiles.
Russian SP 128.13330.2012 and European Eurocode 9 “intersect” on alloys 6060, 6063, AD33 (6082) and, partially, on alloys 1915 and 1925 (7020).
Note that Eurocode 9 does not use high-strength alloys such as 7075 (analogous to alloy B95). In addition, Eurocode recommends three alloys of the Al-Mg series (5xxx) for aluminum profiles. SP 128.13330.2012 does not contain such alloys for profiles.
Alloys for profiles of enclosing structures
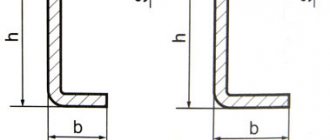
Profiles for building envelopes - windows, doors, facades - are distinguished by a complex cross-sectional shape, including rather thin walls and shelves, grooves for seals and thermal inserts. In addition, these profiles require increased accuracy of cross-sectional dimensions, as well as shape, transverse and longitudinal. Therefore, only aluminum alloys 6060 and 6063 (AD31) are usually used for their manufacture.
The content of the main alloying elements of these alloys - magnesium and silicon - is shown in Figure 1. For comparison, other alloys of the 6xxx series are shown - medium alloyed alloy 6005 and highly alloyed alloys 6061 and 6082.
Figure 1 – Magnesium and silicon in alloys of the 6xxx series
The main advantages of aluminum alloys of the 6060, 6063 and AD31 series are that they are easily pressed and can be fully hardened directly on the press to achieve the maximum strength T6 state using only air cooling.
The role of magnesium and silicon in alloys of the 6xxx series
Magnesium and silicon are the main alloying elements in all 6xxx series aluminum alloys. Magnesium and silicon are included in the compound magnesium silicide (Mg2Si) in a ratio of 1.73 to 1 (Figure 1). It is magnesium silicide that makes 6xxx aluminum alloys thermally hardenable. The level of strength properties of these aluminum alloys depends mainly on the number, size and uniformity of distribution of Mg2Si clusters or particles in aluminum.
Based on the magnesium content in the alloy, the amount of silicon that it will “bind” in magnesium silicide is determined: %Si = %Mg/1.73. For example, if the magnesium content in the alloy is 0.45%, then 0.45/1.73 = 0.26% silicon is required to form magnesium silicide. Part of the silicon is associated with iron and manganese in the primary Al(FeMn)Si particles, which are formed during the casting of the pillars. This amount of silicon is estimated as a third or a quarter of the total content of iron and manganese: 1/4 (Fe + Mn). The rest of the silicon is excess.
Aluminum alloy 6060
- Has a minimum magnesium content of 0.35%, and silicon - 0.30%
- "Diluted" version of alloy 6063
- In T6 condition it provides pressed profiles (up to 3 mm thick) with a minimum strength of 190 MPa
- Easily pressed even with very complex profile cross-sections.
- It is well shaped, for example, flexible, in T4 condition - after hardening and natural aging.
- They are used in windows, doors, facades, as well as in the manufacture of handrails, fences, furniture, and sports equipment.
- Well suited for anodizing – protective and decorative.
Aluminum alloys 6063 and AD31
- The minimum content of magnesium is 0.45%, and silicon - 0.20%
- The increased minimum of magnesium provides higher strength than alloy 6060: in T6 condition - up to 215 MPa
- The increased magnesium content reduces the pressing speed: by 15-20% compared to alloy 6060
- The scope of application is the same as that of alloy 6060, except for complex and thin-walled profiles, when it is recommended to use alloy 6060.
Help us decipher the markings and main parameters of duralumin slabs
Duralumin plates are made from alloys of the Al-Cu-Mg system with additional alloying with manganese. The list of brands is regulated by GOST 4784-97. The thickness of the slabs is from 11 to 200 mm, the width is from 1200 to 2000 mm, the length is standardized from 2000 to 8000 mm, or not standardized.
Plates can be clad (coated with technically pure aluminum) to increase corrosion properties or for technological purposes (basic version - without cladding).
Delivery condition: without heat treatment. In this case, the properties of the material are controlled using samples, which, in accordance with GOST 17232-99, must go through the entire hardening and aging cycle.
Manufacturing accuracy can be normal (basic) or increased. Marking of duralumin plates is quite simple, for example, for a plate 40 mm thick, 1000 mm wide and 2000 mm long, made of D16 alloy with technological cladding, normal manufacturing accuracy: Plate D16.B. 40x1000x2000 GOST 17232-99.
Aging of aluminum alloys: natural and artificial
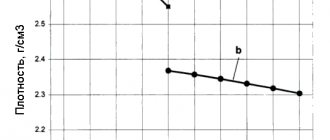
Typically, natural aging begins immediately after hardening at a relatively high rate, which then gradually decreases (Figure 2). Depending on the alloy, it may take several weeks to reach the T4 state, such as for alloy 6060 with a minimum of magnesium and silicon content. For alloy 6063, which has the highest magnesium and silicon content, this process is virtually complete within about a week.
Figure 2 – Aging of aluminum alloys (not to scale) [3]
Some time after hardening - several hours or days, depending on the alloy and production conditions - the profiles that must be artificially aged are placed in an aging oven. A typical artificial aging regime for profiles made of alloy 6060 is heating to a temperature of 180 ºC and holding for 5 hours to achieve T6, as well as T5 or T66 conditions. At the same time, they try to get to the maximum strength on the aging curve.
With longer aging, the strength of the profiles decreases and then the result is overaged
condition T7.
This condition provides increased electrical conductivity. With a shorter exposure, the material receives an under-aged
state, for example, T64.
What is cladding of aluminum plates
Depending on the customer’s requirements, a duralumin plate can be purchased with different manufacturing methods. In accordance with the requirements of GOST 17232-99, slabs can be clad or unclad. Cladding (cladding) – welding of a coating onto the surface of a slab during hot plastic deformation. Technically pure AD1pl grade aluminum with an impurity content of no more than 0.7% is used as a cladding layer. Normal and technological cladding is used for slabs. Normal (thickness 2-4% of the sheet thickness) serves to increase the corrosion resistance of D16 type duralumin. Pure aluminum forms a thin protective film of oxide, which reliably protects the sheet from corrosion.
The purpose of technological cladding (1.5% of thickness) is to improve manufacturability during hot rolling with large reductions. Technological cladding practically does not increase corrosion resistance.
When cladding, the indices “A” – normal and “B” – technological cladding are added to the marking.
Conditions of profiles made of alloys 6060, 6063 and AD31
The state of the aluminum alloy reflects the processing history of the material of the aluminum product or semi-finished product (deformation and/or thermal). The chemical composition of the alloy and its condition uniquely determine the structure of the material and its mechanical properties.
GOST 22233-2001 applies the following conditions for the AD31 alloy:
- T – hardened and naturally aged;
- T1 – hardened and artificially aged;
- T5 – not completely hardened and artificially aged;
- T1(22) and T1(25) – hardened and artificially aged with increased strength.
For international alloys 6060 and 6063, the following conditions apply:
- T4 – hardened and naturally aged;
- T6 – hardened and artificially aged;
- T5 – not completely hardened and artificially aged;
- T64 - hardened and artificially aged (underaged);
- T66 - hardened and artificially aged with increased strength.
Condition T5
Incomplete hardening of profiles can occur in the following cases:
- when hardening on a press from a temperature below the temperature of complete dissolution of alloying elements;
- if the cooling rate of the profile at the exit from the press is not high enough;
- for “gentle” cooling of thin-walled or complex profiles to prevent their warping.
Conditions T4 and T6
Formally, conditions T4 and T6 include quenching from a separate furnace heating. However, in practice, these states are obtained by hardening on a press. In this case, unlike the T5 state, the temperature of the profiles at the exit from the matrix and the cooling rate of the profiles must be monitored.
Condition T66
Condition T66 is a T6 condition with increased strength properties. These improved mechanical properties are achieved through special measures, for example, more stringent control of the cooling rate of the profiles or a narrower range of alloy chemical composition.
Alloys
For domestic aluminum alloys, alphanumeric and numeric designation systems are used. There is no system laid down in the alphanumeric marking (although these alloys were later assigned a digital marking, but it did not “take root”). The letters can symbolize aluminum and the main alloying component - AMts (Al-Mn), AMg1 (Al-Mg), the purpose of the alloy ( AK6, AK4-1 - forging aluminum), the name of the alloy ( AV - avial, D16 - duralumin), can be associated with the name of the institute that developed the alloy ( VAD1, VAD23 - VIAM - All-Russian Institute of Aviation Materials, wrought aluminum), etc. The numbers after the letters do not reflect the chemical composition.
At the end of the sixties, four-digit digital marking was introduced. The first number indicates the base of the aluminum alloy. Aluminum and alloys based on it are marked with the number “1”. The second digit indicates the main alloying component or main alloying components. The second number “0” denotes various grades of aluminum, sintered aluminum alloys (SAS), various grades of aluminum foam. The number “1” denotes alloys based on the Al-Cu-Mg system; number “2” - alloys based on the Al-Cu system; number “3” - alloys based on the Al-Mg-Si system; number “4” - alloys based on the Al-Li system, as well as alloys alloyed with poorly soluble components, for example, transition metals (manganese, chromium, zirconium); alloys marked with the number “5” are based on the Al-Mg system and are called magnalium; alloys based on the Al-Zn-Mg or Al-Zn-Mg-Cu systems are designated by the number “9”. Numbers 6, 7 and 8 are reserved.
In the Russian Federation, GOST 4784 “Aluminum and wrought aluminum alloys. Marks." provides marking of alloys in three ways: both in alphanumeric form and only in digital form, as well as taking into account the requirements of the international standard (international marking) ISO 209-1 (ISO 209-1 Wrought aluminum and aluminum alloys -Chemical composition and forms of products -Part 1: Chemical composition). At the same time, the digital marking according to GOST does not coincide with the international marking of aluminum alloys.
Digital marking of wrought aluminum alloys
| Brand | Group of alloys, main alloying system |
| 1000-1018 | Technical aluminum |
| 1019, 1029, etc. | Powder alloys |
| 1020-1025 | Foamed aluminum |
| 1100-1190 | Al-Cu-Mg, Al-Cu-Mg-Fe-Ni |
| 1200-1290 | Al-Cu-Mn, Al-Cu-Li-Mn-Cd |
| 1300-1390 | Al-Mg-Si, Al-Mg-Si-Cu |
| 1319, 1329, etc. | Al-Si, SAS powder alloys |
| 1400-1419 | Al-Mn, Al-Be-Mg |
| 1420-1490 | Al-Li |
| 1500-1590 | Al-Mg |
| 1900-1990 | Al-Zn-Mg, Al-Zn-Mg-Cu |
Show table
The last two digits in the digital designation of an aluminum alloy are its serial number. The last digit carries additional information: alloys ending in an odd number are wrought, alloys ending in an even number are casting, 7 is a wire alloy, 9 is a metal-ceramic alloy. If the alloy is experimental and is not used in mass production, then the number “0” (01570, 01970) is placed in front of the mark and the marking becomes five-digit.
To indicate the condition of deformed semi-finished products made from aluminum alloys, an alphanumeric designation system is used after the alloy grade. Without designation means without heat treatment.
P - semi-finished product (alloys for cold stamping from wire);
M - soft annealed;
N - hard-worked;
H3 - three-quarters hard-worked;
H2 - hard-worked to one half;
H1 - one-quarter hard-worked;
T - hardened and naturally aged;
T1 - hardened and artificially aged for maximum strength;
T2, T3 - artificial aging modes that ensure overaging of the material (softening artificial aging modes);
T5 - hardening of semi-finished products from the end temperature of hot pressure treatment and subsequent artificial aging to maximum strength;
T7 - hardening, enhanced tensile straightening (1.5-3%) and artificial aging for maximum strength;
A – normal cladding;
B - sheets without cladding or with technological cladding;
U - thickened cladding (8% per side);
B - increased quality of rolling out hardened and aged sheets;
O - increased quality of rolling out annealed sheets;
GK - hot-rolled sheets, slabs;
TPP - hardened and aged profiles of increased strength (for D16).
At the end of the brand there may be letters characterizing the features of this alloy:
“ch” – clean;
“pch” – increased purity;
“och” – special purity;
“l” – casting alloys;
“s” – selective.