Gas flame spraying in
The result of this flame spraying process is the formation of a stable continuous spray, which is achieved through a strict sequence of actions: heating, melting, dispersing the resulting mixture, transferring molten particles of the acetylene-acid flame of the material to the metal surface of the part.
The flame spraying process uses a torch based on acetylene oxygen or propane oxygen. A substance is transferred into its flame from the feeder (for example, wire - FS15 installation), it melts and, with the help of compressed air, enters the surface of the part. The heated mixture, cooling, forms a durable coating on the part.
This method of operation can be used either manually or using special equipment.
Using flame spraying, it is possible to apply coatings from the following alloys: iron, nickel, copper, aluminum, zinc.
Application of flame spraying:
- restoration of equipment functionality;
- strengthening the strength of new parts;
- production of shut-off valves (75% of all ball valves manufactured abroad);
- to restore the geometry of parts of pumping and compressor equipment, covers and shafts of electric motors;
- restoration of babbitt coating of bearings;
- creation of anti-corrosion coatings;
- Rilsan coatings (insulating coatings for pipeline systems);
- decorative coverings of objects exposed to adverse external environmental influences (bas-reliefs, monuments, fountains, etc.)
Depending on what you want to create a coating for, different requirements are imposed on it, i.e. its composition, thickness, density, and adhesion density to the surface of the substrate change.
Subsequently, after hardening, the created coating can be processed by grinding or cutting. This processing method is explained by porosity in 2-10% of all coatings created using flame spraying.
Advantages of flame spraying:
- can be used on objects of any size (pipelines, ships, bridges, turbine blades, etc.);
- you can set the required porosity of the coating (up to 30%) and its thickness;
- wood, glass, metals, various types of plastics, and composite materials are used as a substrate;
- when spraying is carried out, the coated part is not deformed (since it does not require strong heating);
- You can apply any materials that have a melting point or softening range;
- Spraying is allowed under normal weather conditions, in water, in a special room with a controlled inert atmosphere;
- coating is carried out with metals, alloys, carbides, nitrides, borides, plastics and combinations of materials with a melting point from 300°C to 3500°C;
- a reduction in the cost of the final object is achieved, because for its initial coating (before processing), it is permissible to use less expensive materials;
- more efficient use of materials and energy resources;
- increasing the durability of products and their service life;
- the influence of phenomena such as corrosion and erosion on parts is minimized;
- relatively small time costs to create the coating;
- low noise level during operation;
- low background radiation;
- the ability to configure the work process in offline mode;
- the equipment does not require complex care and maintenance;
- The equipment itself is mobile and it is possible to carry out the spraying process directly on site, without dismantling parts.
Disadvantages of technology:
- when testing the adhesion strength of the created spraying to the surface of a part for normal breakthrough, sometimes unacceptable results are achieved (5–45 MPa);
- without additional treatment, it is prohibited to use products with such a coating in corrosive environments due to high porosity (5-25%);
- it is impossible to apply a coating from materials whose melting point is above 2800 °C;
- low coefficient of energy use of the gas-flame flow for heating the powder (2–12%).
The essence and purpose of metal spraying
The application of protective coatings to metal is necessary for many industries. The purpose of spraying products is to increase the basic service life of the workpiece. The protective layer provides reliable protection against the following harmful factors:
- exposure to aggressive environments;
- vibration and alternating loads;
- thermal effects.
The composition of the multicomponent powder is selected based on the required performance qualities.
The use of several components increases the risk of obtaining a non-uniform coating due to delamination of the protective layer. To solve this problem, special rope-type materials are used, where the powder is fixed with a plastic binder.
During the spraying process, a stream of particles is directed onto the metal surface. When interacting with the surface, the sprayed elements are deformed, which ensures reliable contact with the product. The quality of adhesion to the workpiece depends on the nature of the interaction of particles with the substrate, as well as the crystallization procedure of the protective layer.
Stages of work
Stage 1. Surface preparation.
The surface preparation stage includes the following operations:
- degreasing the surface of the product using hydrocarbon solvents in the presence of oil and fat inclusions.
- washing areas of the product to remove salts, atmospheric contaminants, coking;
- abrasive blasting, waterjet or hydrodynamic surface cleaning to remove old coating, rust, scale and roughen it;
- surface drying (using waterjet or hydrodynamic cleaning technologies)
- manual cleaning and rounding of sharp corners, edges, removal of burrs and cooking splashes.
- blowing with compressed air and removing dust from the surface.
Quality control of the prepared surface is carried out for compliance with the following criteria:
- abrasive blasting cleaning must be carried out to the degree determined by the regulations (SPR), as a rule, this is the degree SA 2-2.5 - 3 according to ISO 8501 and checked visually by comparison with the standard;
- manual cleaning must be carried out to degree St 2-2.5-3 according to ISO 8501 and checked visually by comparison with a standard;
- roughness Rz µm (depending on PPR conditions) - checked using a comparator or profilometer according to ISO 8503-1
- degree of dust removal according to ISO 8502-3 - checked by the number and size of dust particles;
- the degree of degreasing is checked using a luminescent method according to GOST 12.2.052-81.
Stage 2. Gas flame spraying
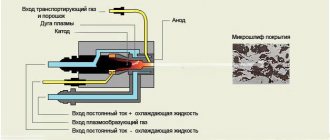
During gas plasma spraying, droplets (microparticles) of molten metal are formed, which are then transferred to the surface being treated, creating a continuous metal coating on it. The filler material is supplied to the burner flame, melts, and is sprayed with compressed air over the surface to be treated. After cooling, a fairly durable coating is formed on the surface of the workpiece.
The flame coating process can be performed with simultaneous reflow, but this is only possible when using a gas flame. Due to the strong, but not uniform heating of the sprayed layer, the plasma jet cannot ensure that a high-quality coating is obtained as a result of the work. Stages of spraying with simultaneous reflow:
- heating the entire surface to be treated to a temperature of 250-300 °C;
- to prevent oxidation, it is recommended to apply a protective layer 0.2-0.3 mm thick to the areas being restored;
- heat the sprayed surface area until it “fogs”;
- Spray a new layer onto the previously melted layer and bring it to the melting state.
During the melting process, it is important to prevent overheating of the sprayed layer to the state of a liquid bath, and after completion of the technological process, it is necessary to ensure smooth cooling of the surface of the part. This is easily achieved by using sand and asbestos. Violation of this technological process will lead to increased porosity of the layer, dripping of the metal in case of overheating, the appearance of cracks, peeling in case of uneven cooling.
Stage 3. Quality control.
Quality control of flame spraying by appearance is carried out by inspecting products for the presence of mechanical damage such as chips, swelling, peeling, cracks, cavities. In this case, an external examination is carried out using a tenfold magnifying glass.
Measurements of spray thickness should be made in accessible places where there are no knurls or surface defects that are 5 mm or more from the edges of units, edges, contact points and holes.
Necessary:
- inspect the appearance of the spraying with the naked eye to identify cracks, pores, and peelings. These defects detected in this way are not acceptable in the coating;
- measure the coating hardness of the restored surface at three or more points. The actual value of the coating hardness should be considered the average value of the measurements obtained. The use of instruments that perform ultrasonic measurements for these purposes is unacceptable. This is primarily due to the porosity (albeit insignificant) of flame spraying.
Electric arc metallization (EDM)
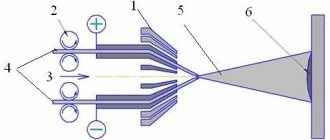
The schematic diagram of electric arc metallization is shown in Figure 1.11. Through two channels in the burner, two wires (1.5-3.2 mm in diameter) are continuously fed, between the ends of which an arc is excited, due to the heat of which the wire melts.
The molten metal is picked up by a stream of compressed air flowing from the central nozzle of the electrometallizer, sprayed and transferred in the form of liquid drops to the surface of the sprayed part.
Electric arc metallization scheme
Figure 1.11 – Scheme of arc spraying:
1 – nozzle; 2 – entry point for the sprayed material (wire);
3 – compressed air supply point
The productivity of the electric arc metallization (EDM) process is extremely high, for example, it is possible to spray steel coating with a productivity of up to 36 kg/h, zinc coating - up to 1.2 kg/min. When wires made of two different metals are used as electrodes, it is possible to obtain a coating from their alloy.
Alloys of this kind are called pseudoalloys. Operating costs for electrometallization are low. The arc spraying process lends itself well to automation.
Brief characteristics of the coating:
- Coating porosity, 5-20%;
- Strength of adhesion of the coating to the base (adhesion), 3.0–5.0 kg/mm²;
- Thickness of the sprayed layer, 0.5–15 mm.
Alternatives to galvanic chrome plating.
Excellent wear resistance drives the use of electroplated chrome plating in the aerospace and automotive industries. Hard chrome is used to protect surfaces from abrasive wear and to restore worn parts to their original size and shape.
Hexavalent chromium electrolyte plating technology has been used for the past 120 years.
However, the toxicity of chromium and chromium-containing waste has led to the development of new technologies for its application.
The most acceptable solutions to the problem are:
- thermal spraying;
- chemical vapor deposition (CVD);
- physical vapor deposition (PVD). Let's consider these options in more detail.
Powder coating methods
1. Electrostatic spraying method is a commonly used powder coating method. The paint particle adheres to the surface due to electrostatic interaction. Powder that does not stick during the painting process can be used again: there is special equipment in the painting booth to collect it. 2. Another method of applying powder paint is a directed air flow (fluidized bed). The particles are evenly distributed over the product to be painted, preheated in the chamber. The more accurately the optimal heating temperature is determined, the better the quality of the coating. Automatic application of powder paint in a “fluidized bed” is used in Moscow in conveyor production. The method was developed for thermoplastic paints, since the coating is quite thick. Meshes or large flat products are painted in this way. Air is supplied under pressure into a bath with a porous bottom, resulting in the formation of a fluidized layer of paint. The products to be painted are heated to a temperature exceeding the melting point of the coloring material itself. The exposure time and temperature determine the thickness of the coating. If the product is large, it accumulates a sufficient amount of heat for the coating to complete the curing process. If this does not happen, for example, when painting metal-intensive equipment, the product is sent to a polymerization chamber for post-curing. Advantages of the method: obtaining a thick-layer coating in just one application cycle. 3. The third method of applying powder paint is the use of an open flame (flame spray). Powder coating is applied with a gun equipped with a propane torch. When they enter the burner flame, the particles melt and appear semi-liquid on the surface to be painted. The product itself does not need to be preheated. The flame dyeing method is used to create thermoplastic coatings. Paint passed through burning propane forms a durable layer on the surface. Since direct heating of the painted product does not occur, the method can be used not only for metal, but also for rubber, stone, and composites. It is successfully used for large-sized or permanently fixed objects.
Chemical vapor deposition (CVD).
The method allows you to obtain high-purity chromium on the surface of the product. Coating deposition occurs at temperatures above 1000˚C. Because of this, only products made of hard alloys or ceramics with high heat resistance can be coated.
The essence of the process: when a gas mixture is burned, it decomposes into active radicals, ions and electrons. Radicals and ions arrive at the surface to be coated, react and form a polycrystalline or amorphous structure. By adjusting the composition of the combustible mixture and the temperature of the process, it is possible to set the required characteristics of the coating.
Unique plasma-chemical deposition
(PECVD) made it possible to obtain amorphous and polycrystalline chromium films on the surface of the product at a process temperature lower than in the simple chemical vapor deposition (CVD) process.
The uniqueness of the coating also lies in the fact that it is possible to obtain a “sandwich” coating, each layer of which will have different characteristics. For example, the bottom layer of the coating will have a hardness of 5 GPa, and the top layer will have a hardness of a whopping 35 GPa.
The disadvantage of the method is its high cost.
Physical vapor deposition (PVD).
PVD is vacuum deposition. The coating is applied under high pressure in a vacuum using ion bombardment. Essentially, the chromium simply condenses onto the surface of the product, forming a coating. The vacuum allows the operating temperature of the process to be reduced.
The coating is relatively cheap. Widely used around the world to give a decorative appearance to watches, cases, needles, etc.
The downside is the low available thickness. As a rule, it is applied up to 2-3 microns. Accordingly, the coating will not have wear resistance. Corrosion resistance is moderate, but many times lower than the resistance of galvanic hard chromium.
Powder mixture coatings: molybdenum + self-fluxing alloy
Along with nickel, cobalt and copper, molybdenum is one of the most “grateful” metals for thermal spraying due to the fact that its oxides are reduced at a relatively high partial pressure of oxygen (the metal is well cleared of oxides even in a neutral acetylene-oxygen flame). In addition, molybdenum is very ductile at high temperatures, which is critical for sealing the coating during spraying.
An important feature of molybdenum is its high melting point (2620°C), which, on the one hand, requires sputtering devices with a high flame temperature, but, on the other hand, provides very high thermal energy to the molten molybdenum particles. This energy is released in the forming coating as the particles cool and leads to heating of neighboring particles, as well as the surface of the substrate, which, if used wisely, can provide a significant increase in bond strength
Molybdenum coatings have advantages when used for friction pairs (excellent anti-scuff and anti-friction properties). Currently, in the global automotive industry, chrome-plated piston rings are being replaced by rings with plasma-sprayed molybdenum coatings, which have a longer service life. Despite the incomparably higher price of molybdenum coatings, their implementation in this area turns out to be economically profitable.
There are two main types of molybdenum coatings: pure molybdenum coatings (atmospheric plasma spray powder or flame spray wire) and coatings made from a powder mixture of molybdenum and self-fluxing nickel alloy. Gas-flame spraying with molybdenum wire is an older, cheaper and more common process, but combined plasma-sprayed coatings of molybdenum plus a self-fluxing alloy have significantly better quality.
Let's consider the mechanism of operation of this combined coating:
As is known, the melting point of self-fluxing alloys is about 1050°C, while molybdenum melts at 2620°C. When such a powder mixture is heated in a flame to a temperature sufficient to melt molybdenum particles, highly superheated droplets of a self-fluxing alloy melt are automatically formed. When such droplets land on the surface of a substrate, they must have enough energy to reduce the oxide films, form a metallurgical bond with the substrate material, and spread over the surface before they crystallize. Due to the high melting point, molybdenum particles crystallize immediately,
arriving at the substrate, the function of these frozen particles is no less important: the cooling solid particles of molybdenum maintain the particles of the self-fluxing alloy longer in the molten state and create mechanical obstacles to the formation of a continuous film of the melt, which is absolutely necessary to reduce shrinkage tensile stresses in the coating (see Fig. previous chapter).
Thus, the following fundamental advantage of a two-phase coating from a mixture of molybdenum powders and a self-fluxing alloy is obtained: When thermally spraying molybdenum powders or a self-fluxing alloy separately onto a cold substrate, it is impossible to obtain dense coatings, whereas this is possible from a mixture of them! Figures 47 and 48 show electron micrographs of a transverse section of a Mo + NiCrBSi coating on a titanium substrate obtained by atmospheric plasma spraying (single-cathode plasmatron A60 from Thermico GmbH).
The light phase is molybdenum, the darker phase is a self-fluxing alloy.
Rice. 47. Mo + NiCrBSi coating on titanium substrate.
Rice. 48. Enlarged fragment of the same coating.
To compare the porosity and quality of bonding with the substrate, we present an optical micrograph of a plasma-sprayed coating of pure molybdenum based on the results (Figure 49):
Rice. 49. Pure molybdenum coating.