When processing products from various materials, situations often arise when tools such as a large cutter, file or abrasive wheel are impossible or impractical to use. In such cases, a roller cutter is used, a tool also called a burr.
Sharpening a chisel with an abrasive burr
Installed in the chuck of a conventional electric drill or on a stationary machine, cutters effectively cope with such technological tasks as cleaning and grinding surfaces (including in hard-to-reach places), as well as crushing materials.
Roller cutter design and its advantages
Roller cutters are a cutting tool consisting of two parts: a shank rod, which is fixed in the drill chuck; working head made of durable material.
Metal cutters are also called burrs. Their advantage is the ability to process hard-to-reach places on workpieces made of different materials. Their difference from a milling cutter is that it is impossible to create certain shapes using a cutter; it belongs to the auxiliary tools of final processing. Features of the roller cutter are:
- the ability to use it in hand tools;
- in the abrasive structure of the working surface;
- higher product processing speed – up to 60 thousand rpm;
- high quality grinding.
Areas of use
It is known that rollers have been used for a long time. Their functions are so diverse that there is practically no economic sphere where they are not used:
Examples of using different types of cutters
- in mining, burrs with large diameters and high-strength teeth capable of crushing stone have become widespread;
- an important function of the nozzles is to process matrices;
- in the production of plastic windows, they are necessary when cleaning the seams of window profiles;
- engraving represents a wide area for the use of small-sized attachments;
- in the treatment and prosthetics of teeth one cannot do without burrs;
- in the construction industry they can be used in installation work with any material;
- in welding operations - for cleaning internal, hard-to-reach seams;
- a set of metal cutters is a must-have in every car enthusiast’s garage;
- Without drill attachments, minor repair work in the house is impossible.
Types of rollers
There is a wide range of burrs on the market that differ in size or configuration. This variety allows you to choose the right device depending on the purpose of use and the structure of the material being processed.
Cylindrical cutters come with a smooth, serrated or spherical end. They are used to enlarge holes at a specific angle. They are also convenient for sharpening tools, such as screwdrivers.
Shapes of working heads of cutters
The spherical nozzle allows you to grind the weld from the inside at an angle of 90 degrees or less. With its help, you can also clean out small metal defects on parts or remove paint smudges, especially with limited access to the surface.
The oval shape of a metal cutter is something between cylindrical and spherical. It is designed for cleaning the end of the workpiece and internal cavities of a certain shape.
The parabolic head of a burr can be rounded or pointed. The rounded head is useful when forming grooves or cleaning recesses. It is used when it is necessary to clean, for example, an oil line. The sharp parabola removes burrs from the edges of gears, as well as internal welds in tight spaces.
A drill cutter in the shape of a flame tongue is the most versatile, as it combines the advantages of a parabola and a barrel-shaped oval. It is effective when processing the most difficult surfaces.
A countersink is a special burr for metal, used in processing a cylindrical or conical hole. It is indispensable for forming internal threads or removing an even chamfer from the edge of a tapered hole.
Carbide cutters (burrs) for metal: varieties, selection, application
Why do we need cutters (burrs) for metal?
What is a metal cutter (the second name is “burrs”) and where are they used? In this article we will look at a tool that is used for processing metal products. However, they also work with a roller cutter on stone, plastic, wood, glass and other materials. But we are interested in burrs for metal, and we will review them.
Typically, a burr consists of a cylindrical shank and a working head. The shank is standard or elongated, 2-3 types of diameters, but the working surface has a variety of shapes and sizes. There is even a special marking to recognize what shape the working head of the cutter is and its parameters, but more on that later in the article.
***
The cutter rotates quite quickly in the tool, sometimes reaching 60,000 revolutions per minute. After all, the goal of such a tool is a neat, smooth and even surface.
It is important to know: a conventional drill is not always capable of producing such high speeds; in this case, a cutter is used for roughing. If the goal is grinding, then a special drill will do. For production purposes you need a powerful tool.
***
This small but useful tool is used in drills and drills, as well as in grinding devices. Unlike a grinding wheel, a cutter leaves much less dust and dirt. You can sand even hard-to-reach places. In addition, the wear resistance of the grinding wheel is tens of times worse than that of a hard alloy cutter.
Scope of application of carbide burrs for metal:
- Cleaning and processing of seams after welding.
- Removing burrs, chamfering holes.
- Sanding various surfaces.
- Processing of matrices and molds.
- Removing flash and specks from metal surfaces.
- Sanding hard-to-reach places.
Carbide cutters are more often used in production rather than for home use. After all, they will have to grind difficult materials - cast iron, steel, including stainless steel and heat-resistant steel, titanium and other durable alloys. Therefore, the power tool must be powerful, with high speeds.
For grinding welds, carbide tools are the best choice!
Types of burrs for metal
Grinding cutters for metal can be divided into types according to shape and cut.
Let's look at the table below for the most common types of carbide cutters for metalworking by shape. We will not cover abrasive, diamond cutters, steel cutters and others not made of hard alloy in this review.
In this case, a carbide head of a certain shape is soldered onto a steel shank. The blue rollers are made with a special wear-resistant Blue-Tec coating.
Classification of roller cones by shape:
| Cylindrical shape, without cutting end | Cylindrical shape with end teeth | Sphero-cylindrical shape | Spherical (round) shape | Oval shape | Hyperbola (parabola) shape |
| Hyperbola (parabola) shape with a pointed end | Flame-shaped (tongue of flame) | Conical shape with an angle of 60°. Type K – 90° angle | Sphero-conical shape | Cone shape | Inverted cone shape |
There are a total of 13 common forms, indicated in Latin letters. It’s easy for a beginner to get lost in such a variety, but knowing the criteria for choosing this tool, you can easily decide before purchasing.
***
One of the most versatile shapes is the flame burr. The rounded head and oval-shaped working surface allow you to perform several operations and work at an angle, like hyperbolas.
***
Types of roller cutters by type of notch and recommendations for use:
Where Double cut is a double cut, Single cut is a universal, fine single cut, Nonferrous is for non-ferrous metals, a rough single cut, Chip breaker is with a chipbreaker, Diamond cut is a diamond cut.
You can also refer to this table:
Rollers of the same type may differ:
- Cutting part diameter
- Cutting length
- Shank length
- Shank diameter
- Tooth type (small, medium, large)
How to “read” the markings of roller cones
Often, all the necessary information about the tool is “encrypted” in the marking of a burr. Type (shape), diameters, dimensions.
Let's look at the decoding of markings using examples. Burr A041303-DV . Here, type A is a cylindrical cutter without a cutting end, the diameter of the cutting part is 4 mm, the length of the cutting part is 13 mm, a standard shank with a diameter of 3 mm, double notch.
Burr C082006-L150-B-DV . Type C – spherocylindrical cutter, cutting part diameter 8 mm, cutting part length 20 mm, extended shank with a diameter of 6 mm, cutter length 150 mm, Blue-Tec coating, double notch.
How to choose a cutter for metal
The easiest way is to immediately purchase a set of metal cutters. But there are quite a few shapes and diameters of cutters, so in order to narrow down the number of tools in the set, it is worth knowing some nuances.
Before you set your sights on a particular burr, check a few parameters for yourself:
- Technological tasks.
- Geometric parameters of the product to be processed.
- Diameter of the hole to be machined.
- Surface materials and their properties - aluminum, cast iron, titanium, alloys...
- Type of processing – roughing, finishing, finishing.
You can follow the recommendations from the figure (some of the recommendations were already in the tables above):
***
Important! To avoid being disappointed by the quality of processing, choose powerful devices that can produce good speed (up to 50,000-60,000 rpm).
***
Recommendations for use, practical advice
When working with cutters, adhere to the following recommendations:
- Consider the operating speed of the tool. Home devices - ordinary drills do not always provide good power for metalworking, especially finishing.
- The working head of the tool must be pressed tightly against the surface being processed.
- The tool shank, on the contrary, should not touch the plane, otherwise the head will break off from the base.
- Control the pressure of the tool to obtain high quality processing and not overheat the grinder.
- If possible, experiment with the speed to find out the optimal speed setting for the machine. This is necessary to extend the life of the tool and save energy.
- Low speed of the power tool leads to defects - burrs and irregularities appear, the tool gets jammed in the parts.
- Corners and grooves of parts need to be sanded at a higher speed than flat surfaces.
- Periodically lubricate the cutter head with wax or synthetic oil.
- Do not use products with a high percentage of wear - there is a risk of breaking the tool.
- Observe safety precautions - when working with burrs, chips and metal dust fly, and sometimes the tool itself flies off. Protect your head, eyes, hands and respiratory system.
Review of CNCM brand metal cutters
A new product recently appeared in our online store - CNCM (similar to Karnasch). The assortment includes cutters with Blue-Tec (blue) and without coating. We invite you to get acquainted with the range and features of metal cutters from our brand.
CNCM assortment of cutters
Let’s immediately answer the question – what kind of brand is this? This is CNCMagazine's own brand. It is Russian, but all products are produced at a large Chinese factory with government support. CNCM Precision Machinery Tool products are high quality at affordable prices.
Today in the online store there are 12 types of hard alloy cutters with 1 type of working surface - double cut. There are rollers with Blue-Tec coating. The shank is standard or extended.
Standard working heads are made of hard alloy, soldered onto a steel shank. Small-diameter cutters are solid, completely carbide , so their cost is slightly higher than that of a standard-diameter tool.
The working surface is made of hard alloy with a double notch – this means a long service life, excellent processing quality, wear resistance, and good tool control. Small chips are formed. For even better resistance of the cutters to wear and high temperatures, we recommend choosing blue coated cutters. The Blue-Tec coating is especially recommended for materials with a hardness of up to 70 HRC (hardened steel, etc.).
The store’s assortment is expanding all the time, so we advise you to periodically visit our website: https://cncmagazine.ru so as not to miss new items or subscribe to our newsletter, where we inform you about assortment updates and promotions 1-2 times a month. Send your e-mail to the mail marked “Newsletter” to subscribe to our news.
Review of CNCM roller cutter models:
- 12 types from A to N (except K)
- Shank diameter from 3 to 6 mm, standard/extended.
- The length of the working part is from 4 to 42 mm.
- Total length from 38 to 150 mm.
The entire range of carbide burrs with prices on the website:
By the way, now CNCM hard alloy cutters cost from 167 rubles. VAT included.
Advantages of carbide cutters for metal from CNCM:
- “Mirror” polishing, easy chip removal.
- Long tool life.
- The production uses a fine-grained alloy with a high tungsten content.
- Cutting edge stability, electric or pneumatic tools are easy to control.
- The product line includes many products of various shapes and sizes, for processing various materials - steel, cast iron, bronze, zinc, castings and welds.
Let's summarize
A cutter is a convenient tool, sometimes better than a grinding wheel. Less dust, more productivity, better wear resistance (for example, a carbide burr often costs up to 100 times longer than a grinding wheel!). And with a milling cutter of various shapes and sizes, you can get into various difficult places and perform a technological task.
Choose CNCM burrs, and we will help you with this if necessary!
Contacts for questions and applications:
[email protected] 8-800-555-4116 (free calls within Russia)
Material quality
According to their design, burrs are single-, double- and triple-cone. Metal cutters also differ in the type of material chosen for their production or further spraying.
Carbon steel tools are the most common. Most often they are equipped with a drill and are used for household needs:
- processing of sharp edges of parts;
- creating recesses on them;
- expanding the diameter or obtaining new holes.
These cutters can be used to work on wooden surfaces or metal. Their main advantage is their affordable cost.
The use of a burr depending on the type of cut
Diamond cutters can be equipped with both a hand drill and a machine. They are intended:
- for working with fragile materials – glass or ceramics;
- grinding products made of hard metals and alloys that are not amenable to metal burrs;
- for grinding and engraving decorative objects;
- boring small holes.
Diamond cutters provide jewelry precision and high quality.
Set of diamond cutters
Abrasive cones are made by spraying a high-strength powder, most often corundum, onto the head. Due to its high degree of hardness, corundum cutters are widely used in processing a variety of materials:
Corundum cutters
- metal and stone;
- ceramics and glass;
- concrete and brick walls.
Abrasive burrs are distinguished by low prices and fragility. Their service life is shorter than that of metal tools.
In industrial production conditions, when there is a need for stripping materials with high strength, cutters made of hard alloys are used.
They come in different configurations and are characterized by:
- resistance to heat;
- high level of durability;
- complete with high power tools.
Tips for processing various materials
When choosing the right burr for processing metals, plastics or other soft materials, the most important criterion is the configuration of the cutting teeth.
Not only the cutting speed and surface roughness depend on this, but also the ability to quickly remove chips from the work area. The latter is very important when processing ductile metals, whose chips, if the wrong tool is selected, clog the grooves between the cutting teeth. This in turn reduces productivity and causes overheating of the burr. This is why the aluminum cutter has such a large space between the cutting surfaces and such deep grooves (see type N in the figure below). Types of cutting surfaces are also standardized and have a letter designation, which is usually indicated last in the code of a particular product. The figure below shows basic tooth configurations, and the table provides recommendations for their use when processing various metals, alloys, plastics and reinforced materials.
| № | Material | D | S | N | C.B. | DC |
| 1 | Aluminum and its alloys | — | — | * | — | — |
| 2 | Copper, bronze, brass | * | — | — | * | — |
| 3 | Zinc alloys | — | — | * | — | — |
| 4 | Titanium alloys | * | * | — | * | * |
| 5 | High hardness steel | * | * | — | * | — |
| 6 | Structural steel | * | * | — | * | * |
| 7 | Alloy steel | * | * | — | * | — |
| 8 | Stainless steel | * | * | — | * | — |
| 9 | Cast iron | * | * | — | * | — |
| 10 | Welds | * | * | — | * | — |
| 11 | Carbon fiber | — | * | — | — | — |
| 12 | Fiberglass | — | — | — | — | * |
| 13 | Plastics | — | — | * | * | * |
In addition to instructions for choosing a tooth configuration, in the catalogs of burr manufacturers you can always find tables with the values of cutting speeds and rotational speeds for specific types of metals and other materials.
Selection Criteria
In order for the use of a roller cutter to bring the desired effect, when choosing it you must take into account:
- the nature of the work performed;
- properties of the material to be processed;
- dimensions and shape of the product;
- technical characteristics of the tool with which the burr is supplied.
Types of cutters for metal
An indicator of the efficiency of cutters is the cutting of their teeth:
- standard cutting is used for deburring and chamfering;
- rare teeth are used to process parts made of aluminum and copper;
- carbide teeth are used for working with cast iron and stainless steel;
- Ultra-fine cutting provides a high level of polishing.
If you have a whole set of different types of cutters on hand, you can always choose the best option.
Marking of burrs for metal
What to consider when choosing cutters
To ensure high efficiency of using cutters, a number of parameters should be taken into account:
- the nature of the technological operations to be performed;
- characteristics of the material used to manufacture the product being processed;
- geometric parameters of the workpiece.
Examples of using different types of cutters
You should take into account the parameters of the power tool on which the cutter will be installed. This, in particular, includes the power of the power tool and the number of revolutions it can produce.
An important parameter of a burr is also the type of cutting of its cutting teeth. Based on this feature, these instruments are divided into the following types:
- with fine cutting cutting teeth;
- with universal cutting;
- with ultra-thin slicing;
- for working on aluminum.
Main types of cutter teeth
Carbide cutters are optimally suited for processing products made of non-ferrous metals: in order to effectively process soft metals, a tool with a reinforced sharpening is required. An abrasive cutter and a diamond-coated tool can cope with hard materials so that after processing you get a flat and smooth surface. It should also be noted the high productivity of processing using such cutters.
The efficiency and productivity of metal processing can be increased by using cutters with a double-sharpened working head. Roller cutters, the working heads of which are made with ultra-fine cutting, are, in fact, a grinding tool that forms a perfectly flat and smooth surface.
Experts recommend purchasing a set of cutters right away. Having such a set on hand, which usually includes cutters of different shapes and sizes, made from various materials, you will always have the opportunity to optimally select a tool designed to solve specific technological problems.
Terms of use
Previously, attachments were used mainly for household needs in combination with a drill. However, when combined with hand tools, the cutters wear out faster and the quality of their cutting teeth deteriorates. With the development of technology, burrs began to be installed on numerically controlled machines, which makes it possible to clearly regulate the accuracy of the specified parameters during processing:
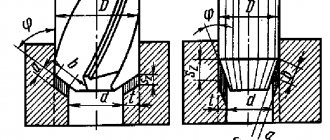
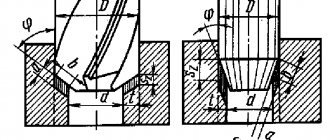
- chamfer height;
- nozzle inclination angle;
- depth of grooves on the metal;
- bore diameter.
Sharpening a chisel with an abrasive burr
Following a few simple rules will help increase the operating time of cutters when working with hand tools:
- the working head of the cutter must be in close contact with the surface of the part;
- the burr shank should not touch the product;
- strong pressure on the cutter during operation can cause it to overheat and break;
- correct calculation of processing speed will increase its efficiency;
- a special lubricant applied to the working head will reduce the degree of wear;
- Timely replacement of worn tools will protect the drill from damage.
Since the tool is not sharpened or refurbished, following proper use will extend its service life.
How to use it correctly?
Several decades ago, burrs were used to work in combination with hand-held tools. Subsequent technological development contributed to the fact that manufacturers of this type of product began to equip stationary equipment with cutters.
Despite the fact that work using burrs in hand-held electric tools is characterized by a high degree of efficiency, with such processing it is impossible to obtain perfectly smooth and high-quality surfaces. In addition, the use of such a chisel in conjunction with a hand tool has an adverse effect on the tool itself, whose cutting edges become dull.
Installing burrs on modern CNC machines allows you to increase the durability of the tool, the accuracy and quality of processing.
But, if you follow some rules for working with burrs in hand-held power tools, you can ensure that the tool will last a long time and effectively. So, you need to remember the following:
- The burr head must interact tightly with the plane being processed. You must also carefully ensure that the tail of the cutter does not touch the surface being processed, because this can deform the part.
- When working, you do not need to press hard on the device, otherwise it will negatively affect the quality of the processing or cause overheating of the tool.
- It is also important to choose the appropriate speed mode. This will give you the opportunity to save on electrical energy and extend the life of your drill.
- The head of the device is subject to intense abrasion and wear. There are several simple techniques that can reduce the level of wear on this part and increase the durability of the tool itself. For this purpose, you can use a special lubricant, which reduces the degree of load and allows the tool to slide better over the product.
- At the first signs of wear, it is advisable to change the tool immediately. Operating a significantly worn cutter can lead to tool failure.