Updated: 04/22/2021 16:52:38
Expert: Andrey Nikolaevich Kuznetsov
*Review of the best according to the editors of expertology.ru. About the selection criteria. This material is subjective in nature, does not constitute advertising and does not serve as a purchase guide. Before purchasing, consultation with a specialist is required.
When it is necessary to cut metal in large volumes without high precision, oxygen cutters are used. Unlike a grinder, you can draw a cutting line not only straight, but arbitrarily. The cutting speed is also much higher here, and the cost of the process is lower. To help you choose the right tool, we offer a number of practical tips from experts. What follows is a review of eight models that are most popular among welders and cutters and have received many positive reviews.
Device and design features
An oxy-fuel cutter is used to mix a mixture based on fuel (acetylene, propane) and cutting gases (oxygen) to produce a cutting jet.
Structurally, a gas cutter for cutting metal consists of the following elements:
- special head with two replaceable mouthpieces;
- tubes for supplying oxygen and gas;
- mixing chamber for forming a mixture of fuel and cutting gases;
- 3 valves – for flammable gas, supply and regulation of the amount of oxygen supplied;
- lever.
These are the main components of an oxy-fuel cutting tool as there are many other parts to its design.
Figure 1. Diagram of an oxy-fuel torch
Gas cutter for metal: types
The tool is classified according to various criteria, but the main ones are the type of combustible gas used and the principle of mixing the gas with oxygen. They are also divided by purpose (universal and special) and type of cutting (separation, surface, oxygen-flux).
According to the method of mixing gas and oxygen, cutters are of the following types:
- Injection - equipped with intra-nozzle mixing of gases, which ensures high reliability and safe operation of the devices. This is due to the fact that the gases pass separately along the entire length of the channels and are mixed into a combustible mixture in a special mixing chamber.
Photo 2. Appearance of an oxygen injection burner
- Injectorless - the design does not imply the presence of a mixing chamber. Oxygen is supplied through two tubes, gas through a third. They mix inside the head. Such a tool requires significantly higher hot gas pressure compared to an injection tool.
Photo 3. Appearance of a non-injector gas cutter
According to the flammable gas used, cutters are propane, acetylene and universal.
Acetylenic
Acetylene acts as the working gas, providing a high flame temperature (within 3300 °C). It is used for cutting thick metal workpieces and is equipped with additional valves for setting a high gas supply speed.
Propane
Designed for the use of propane as a cutting gas. They are characterized by higher reliability and long service life, and are safe to use.
Universal gas cutter
The universal tool provides the ability to use different types of flammable gas. Moreover, they are not much more expensive than a classic acetylene or propane cutter.
Classification according to the combustible gas used
Propane
Propane gas cutters are ideal for processing cast iron pipes and other products made from ferrous and non-ferrous metals. Propane gas cutters are rightfully considered the most reliable and safe and at the same time are able to provide maximum work productivity.
Acetylene
Acetylene gas cutters are used for cutting sheet metal and large parts. Such devices must be equipped with a special valve that regulates the speed and power of oxygen supply to the work area.
Universal
Universal injection-type gas cutters are the most in demand today. These devices allow you to use the power of the working gas if the pressure inside the housing is from 0.03 to 1.5 kgf/square centimeter. The universal cutter is simple and easy to use, has relatively small dimensions and is capable of cutting metal products in different directions. With its help, you can effectively process metal with a thickness of 3 to 300 mm in thickness.
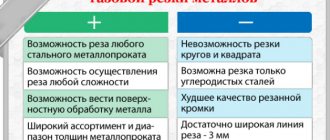
Advantages and disadvantages
Any tool has its pros and cons, and a gas cutter is no exception. Among the advantages of modern devices with intra-nozzle gas mixing, the following should be noted:
- The relatively large thickness of the metal being cut is up to 300 mm, depending on the modification and operating parameters (gas used and oxygen pressure).
- Stable flame burning without pops or backfires.
- Possibility of cutting steel in any direction, regardless of thickness.
- High performance.
- Easy to maintain and long service life.
Photo 4. Oxygen gas cutting process
However, it has no less disadvantages:
- As a result of strong heating, the cut parts may become deformed (especially those made of thin sheet metal).
- The cutting width is quite large, which requires compliance with certain allowances during marking work.
- Low quality of cut - uneven edges with oxides and scale. Therefore, before welding or other work, pre-treatment of the edges is required.
- Quite a high cost of the oxy-fuel cutting process.
Features of choice
To avoid mistakes, before purchasing a gas cutter, it is important to familiarize yourself with some of the design features of the device. This will allow you to understand what primary factors you need to pay attention to when choosing it.
Selection rules:
- Nipples - made of brass and aluminum, the former are considered more durable.
- Mouthpieces - the outer one is usually made of chrome bronze or pure copper (distinguished by a reddish tint). For acetylene devices, it is also desirable for the internal one to be copper; for others, the use of brass analogues is allowed.
- Connecting tubes are made of brass. At the same time, they should not have a decorative coating that can hide minor defects.
- Valve spindles are made of stainless steel; brass spindles have a short service life.
- Handle – aluminum is considered the best material, plastic is less wear-resistant. Its size must be at least 40 mm to have a comfortable girth.
- Cutter length – for cutting thick metal, as well as painted or oily materials, it is better to choose devices up to 1000 mm in size. In other cases, you can buy 500 mm burners.
Photo 5. Basic consumables for gas cutters
Also, when purchasing, it is recommended to take the tool in your hands and check it for ease of use. The productivity and time the master can work with a cutter without fatigue directly depends on this.
What nuances should you consider when choosing a game?
The rationale for choosing a cutting torch model is influenced by many factors, ranging from what type of cutting is expected to be performed to clarification of how much the cutter costs. On the technical side, the following points must be taken into account:
- the materials of the body and gas tubes should be copper or brass alloys, stainless steel;
- the aluminum handle is more durable than the plastic one;
- brass inlet nipples are preferable to aluminum ones;
- the material of the internal and external nozzle of an acetylene cutter is copper; for oxygen-propane IGR, it is allowed to make the internal nozzle from brass;
- the valves should rotate with little effort, but without jamming;
- It is recommended to choose collapsible designs, since they have higher maintainability and are easier to clean the injector and tip tubes.
In Fig. Below are some external factors that you should pay attention to when inspecting and choosing IGRs
Correct setting of the cutting torch
Before you start working with a new gas cutter for metal, you need to properly connect and check the functionality of the tool. The device is directly configured by the manufacturer in the factory and is the final stage of its assembly. Individual intervention in the burner design is prohibited.
Sequence of work:
- Study the operating instructions and follow all steps according to the manufacturer's instructions.
- Connect the device to cylinders with flammable and cutting gases. At the same time, they must be equipped with gearboxes: oxygen – blue, propane – red. Rubber gas supply hoses are screwed onto the threads of the gearboxes and tightened with clamps.
- Check the integrity of the tool, the presence of all gaskets, and the absence of oil traces near the oxygen valve.
- Adjust the gas and oxygen supply, blow out the hoses. When working with acetylene, open the supply valve 1 turn, and the pressure of the substance should be up to 1 atm, but it is better to set it to 0.54 atm. To purge, you need to open the valve on the cutter, and after the sound changes, close it. When setting up the oxygen supply, the pressure is set to 2 atm. Then the hoses are purged using valves on the gearbox and cutter.
You should also remember that it is forbidden to change the hoses for supplying oxygen and propane (acetylene) with each other, or to blow the hose for propane (acetylene) with oxygen.
Photo 6. The process of separation cutting of thick rolled metal with a gas cutter
Portable and Ultraportable
The dimensions of typical gas injection and non-injector cutters are small, but a pair of heavy 40-liter cylinders with oxygen and flammable gas included in the oxy-fuel cutting equipment significantly limit the mobility of the gas cutter. Even to perform a single small cut, the welder is forced to roll a bulky cart with gas cylinders.
The way out is a portable portable propane cutter , equipped with a five-liter oxygen cylinder and a propane cylinder with a capacity of 2, 3 or 5 liters. A set consisting of a cutter, short (up to 5 meters) hoses and two cylinders fits in a plastic container-type suitcase or in a special bag reinforced with metal inserts. This mini gas metal cutter is popular among specialists who repair refrigerators and air conditioners.
If we continue the review of gas cutting equipment according to the degree of its miniaturization, then the next group of gas devices will be collet gas cutters, consisting of a gas cartridge with a capacity of up to 0.5 liters and a torch with a nozzle attached to the cartridge through a collet connection.
The temperature of the top of the flame formed by a narrow cone can reach 1300 degrees. Ts , which allows cutting thin sheets of metal. If the torch is relatively wide, then you can use it to light a fire on the go for cooking or to warm up frozen pipes.
Miniature cutters that are connected to a collet cartridge via a flexible hose can be considered ultraportable. The so-called pocket cutter, commonly called a microtorch and a torch-soldering iron, is used for soldering electrical parts, jewelry, and small copper tubes.
Preparing the tool for work
Before work, it is necessary to properly prepare the gas cutter. The preparation process consists of several stages that minimize the risks of tool failure and injury:
- Inspection of cylinders, rubber hoses for supplying fuel and cutting gases, connecting and fastening elements, burners for defects or damage.
- Check all connections for gas leaks.
- Inspect the condition of the seals - if there are cracks, they change shape and require immediate replacement.
When working with injection cutters, you also need to check that they are working correctly. This is done until the flammable gas supply hose is connected. Initially, an oxygen hose is connected to the corresponding fitting on the burner, and the valve on the reducer of the oxygen cylinder is opened. Then the oxygen and flammable gas supply valves on the cutter open - if you put your finger against the flammable gas fitting, you will “suck it in.” In this case, the injection is OK.
Cutting nuances
The cutting process involves speed control, the selection of parameters occurs visually, depending on the number of sparks and their scattering. The stream of sparks generated by the cutting process must be generated at an angle of 90° with respect to the surface. The speed is adjusted if the flow changes direction, in this case the speed is low, requires adjustment.
The thickness of the structure affects the process; in the case of a processed sheet with a thickness of more than 6 cm, it must be placed at a slight angle to allow the slag to drain off. When processing thick products, it is important to maintain an inclination angle of 15 ° more and control the speed. If cutting is stopped in the middle of the path, the process does not resume at this point, but occurs all over again. To avoid rework when working with a thick product, it is necessary to guide the cutter so that the metal is processed along the entire perimeter.
Cutting metal with a gas cutter
After cutting the steel, the supply of cutting gas is turned off. Then the valve on the cylinder is closed, the last step is to close the supply of the combustible mixture.
Instructions for use
The cutting technology involves initially setting the ratio of oxygen and propane at 1 to 10 – i.e. at an oxygen pressure of 6 atm. The flammable gas pressure is set to 0.6 atm.
Opening and closing the gas supply is carried out in a strict sequence:
- The oxygen and flammable gas valves open 0.5 turns (strictly in that order).
- The flammable mixture is ignited.
- The torch is brought to the metal being cut and by opening the valve, the supply of oxygen is added until a cutting jet appears.
- After completion of the work, the supply of flammable gas is initially shut off, and then oxygen.
Figure 7. Scheme of the process of oxygen cutting of metal
The cutting technique after igniting the torch involves the need to heat up the metal area in the cutting area. If the heated area becomes red, the oxygen supply can be increased a little more. After completely cutting through the workpiece, the torch moves along the cutting line. The speed of movement of the cutter depends on the thickness of the rolled metal being cut, the operating characteristics of the process, and therefore is determined individually.
The following video shows how to properly use a gas cutter:
Features of autogenous processing of parts
Flame cutting operations using autogen are classified according to the nature of the cut:
- when dividing cutting, a through cut is made, dividing the workpiece into several parts/parts;
- during surface cutting, a layer of the surface of the workpiece is removed to form channels, slots, splines or other structural areas;
- spear cutting is carried out for the purpose of burning blind or through holes in parts.
If you use equipment for gas-oxygen cutting, sheets and strips with a thickness of more than 3.0 mm are subjected to separation cutting. Cutting workpieces of smaller thickness is accompanied by warping of the cut profile, distorting the configuration of the cut parts.
For cutting thin sheets of ferrous steel and stainless steel with a thickness of 0.5-3.0 mm, it is preferable to use plasma cutting technology using a plasma cutter or laser cutting, which cuts thin sheets using a laser.
In order for the process of metal combustion in a stream of oxygen to proceed continuously, the condition must be met that the melting temperature of the metal of the cut part exceeds the combustion temperature of this material. If this condition is not met, then the metal, before it has time to ignite, will begin to melt and spread.
In this case, the oxygen jet will not be able to efficiently blow out refractory oxides. Steels with a high content of carbon and alloying elements - chromium, manganese and molybdenum - are hardened, increasing their hardness, and crack in the cutting zone.
In this regard, autogen cutting is not recommended for alloy steels, cast iron and non-ferrous metals.
Most low-carbon steels with a carbon content of no more than 0.3% can be gas cut. Already with a carbon content in steel above 0.7%, high-quality gas cutting is difficult.
Do-it-yourself cutting torch
You can make a mini-torch for small jobs (for example, melting and cutting copper wires) yourself. For this you will need:
- 2 large droppers;
- a can of gas for refilling conventional lighters;
- a needle used to inflate balls;
- nipple;
- compressor;
- aquarium pump;
- copper wire;
- soldering iron with consumables;
- needle file
Assembly instructions:
- The needle from the dropper is bent at an angle of approximately 60°, the sharp end is sharpened.
- A hole is made in the side of the ball needle, into which a bent needle from a dropper is passed with the end protruding by about 2 mm.
- The remaining hole is wrapped with copper wire and sealed well.
- Tubes from droppers are attached to the ends of the needles.
- A gas cartridge is connected to the thick needle, and a compressor is connected to the thin one.
Photo. Appearance of a homemade mini-cutter
The gas supply is regulated by plastic jumpers installed on the tubes from the droppers.
Ultra-portable torches for small jobs
The class of ultra-portable torches is useful where small welding and soldering are needed without the ability to connect electrical appliances. Such burners are powered by liquid gas for refilling lighters and are divided into 2 groups:
- With a cylinder for a collet connector and with a high pressure hose
- With built-in fuel tank
A portable gas cutter with a hose is a compact version of a mini-torch for a collet connector. A special feature is that the burner is mounted on a hose. Thanks to this, the cylinder can be placed in a backpack behind your back, and a light nozzle the size of a standard soldering iron will remain in your hands. An example is KT-2202 from KOVEA. The weight of the device without a cylinder is 140 grams, and the maximum temperature, as in larger devices, is up to 1300 degrees.
Since small work does not require large fuel costs, manufacturers often equip burners with a built-in fuel tank. The weight of an unfilled device usually does not exceed 50 grams, and the volume of the fuel tank is up to 100 ml.
Manual compact burners with a built-in fuel tank are used in the following areas:
- Soldering of radio components. They can be used as a soldering iron or a soldering iron. To do this, a nozzle with a tinned tip is attached to the outlet hole. Such burners have high heat output. Therefore, they are suitable for working with large parts.
- Work in conditions of lack of electricity. A compact pocket gas cutter is useful at a construction site if the wiring in the house under construction is not installed and it is impossible to use an electric soldering iron. Also, they are popular when installing cable networks, because... eliminate the need for the engineer to route power to the roof.
- Working in the cold . Using the torch as a soldering iron is convenient when working at low temperatures, because... the burner quickly heats the space around the soldering area, which greatly facilitates the process.
There are quite a lot of cheap hand torches from China in online stores. Because The design is simple, many people do not dare to overpay for famous brands. If you want to buy a Chinese burner, it is better to do it in a store where you can immediately check its operation. A common defect in cheap burners is gas leakage at the connecting points. Even if we do not take into account the obvious danger of such products, the constant loss of butane will not allow storing the burner charged for a long time.
Tips from experts on working with a cutter
Experienced carvers advise always using high-quality personal protective equipment:
- special glasses;
- gloves (mittens), jacket and pants with fire-resistant properties;
- special work shoes.
The workplace must also be properly equipped. The location of gas cylinders is at a distance of 5 m from hot work. The workshop should be well ventilated, the floor should be concrete or earthen. The flame of the gas-oxygen burner should be located frontally relative to the gas supply hoses. Hoses must not interfere with work.
It is also important to have auxiliary tools and devices for marking work - pencil (chalk), tape measure, square, ruler. To ignite the flame, you will need a special lighter, which the carver should always have at hand.
At the end of the work, you need to carefully inspect the workplace so as not to accidentally step on a piece of molten metal, which can burn through even the thick sole of your shoes. The cut metal blanks are usually left to cool in natural conditions, but if necessary, forced cooling with water is allowed - this must be done carefully so that hot splashes do not get on the skin.
Gas burner without oxygen
Homemade gas burner, operates without oxygen. Consumes propane and air from a compressor. The burner is economical, well suited for heating metal and soldering.
Handicrafts
32.4K posts 48K subscribers
Community Rules
Trading, price discussion, links to sales pages, and author’s contacts in comments are prohibited in the community. Information about materials and tools in text form is required.
1. Be polite, try to write correctly.
2. Use clear and beautiful photographs in your publications.
3. The author of a post with the tag [my] can leave a link to his profile, group or channel on other sources, provided that the links ( active and inactive
) do not lead to direct sales. No more than four links are allowed and only at the end of the post (clause 8.5 of the basic rules).
-advertising/spam links;
-links leading to stores indicating the cost of the product/service;
-links leading to calls, purchases, sales, subscriptions, reposts, voting and the like.
(violation of the basic rules of the site, clause 8.1 and clause 8.2).
When following a link, the presence of active (clickable)
links leading to the above in paragraph 3, the content of such keywords as “product”, “sell”, “in stock”, “to order”, etc.
3.1 Posting the author’s contacts (by the author himself or other users) in comments is prohibited and subject to deletion (clauses 9.1 and 9.3 of the basic rules).
4. It is mandatory for authors to have the technical characteristics of the product in publications (materials, techniques, author’s techniques, sizes, time costs, etc.) in text
form.
Also tag your work with the tag “Crafts with Process”
or
"Handicraft without process"
.
5. Post-video, post-photo without text description are transferred to the general feed. Even if the video shows a detailed manufacturing process, provide a brief description for those who do not have the opportunity/desire to watch the video.
The administration reserves the right to decide to what extent the description complies with clause 5.
6. Posts with violations are transferred to the general feed without warning.
For repeated violations, the author receives a ban.
The author can post a new publication in the community without allowing previously received comments.
If you don’t need to cut steel, why do you need oxygen (in a separate cylinder)? soldering - heating - it is clear that there is enough ordinary air and a compressor, and a blowtorch is enough.
Respect to such men who can still do something with their hands, besides jerking off and hitting the keyboard. In general, a plus from me.
Tell me, is this how it should be when the edge of the nozzle tube heats up to white?
Without oxygen there is combustion, without oxygen there will be air in the combustion process.
Without oxygen, but with air?
Let me ask how you are
Was 21% of oxygen removed from the air?