Using a band saw is becoming commonplace. Initially, such equipment was used in large sawmills, but today there are a large number of small models for home workshops.
Band saws are highly valued by users for the accuracy and cleanliness of the cut, and the ability to accurately and economically cut the workpiece to thickness. However, saws require sharpening, which requires specialized equipment. The band saw sharpening machine is distinguished by its precision and complexity of design, so it should be examined from all sides.
Mechanisms and machines for sharpening bandsaws
The use of band saws for sawing wood and other materials ensures minimal losses during the processing process and increases labor productivity. Circular saws have lower productivity and lower material efficiency.
The average cutting tool performance declared by various band saw manufacturers before breaking should correspond to a sawing volume of more than 60 m³ of round timber.
If the working part of the saw tooth is blunted or improperly sharpened, the productivity of the process drops sharply. After cutting, a large wave appears on the surface of the wood being processed and the saw breaks. Which negates all the advantages of such saws.
To properly sharpen a band saw, you must first restore the alignment of the teeth of the working blade. For this operation, an adjusting machine is used, which allows you to accurately adjust each tooth to the required angle. It allows you to bend a third or 2/3 of the tooth height, restoring the original profile of the tool.
To ensure high strength and wear-resistant properties, the saw blade consists of 2 parts welded together. The main blade is made of spring steel, capable of withstanding strong dynamic loads. The cutting surface of the tool is made of tool steel, increased strength and wear resistance, with a high content of tungsten and cobalt.
Since the hardness of the saw cutting edge material is above 45 HRS, corundum, diamond and CBN wheels are used for sharpening it. When sharpening, a borazon (CBN) wheel is preferable to a diamond one, although its hardness is 10-20% lower than that of a diamond one, but its chemical and thermal resistance is 2 times higher.
Borazon is a registered American trademark of technical cubic boron nitride, and elbor is a material synthesized in the USSR, having the same chemical formula, but manufactured using a different technology. Experts believe that grinding wheels made from Russian CBN are of higher quality and wear-resistant.
Design differences of machines for sharpening band saws:
- manually driven devices, which, through the action of a rotating abrasive wheel on a tooth, restore the sharpness of its edge;
- installations with a mechanical automation system for the sharpening process, which allows you to configure the necessary process parameters;
- automated centers controlled by computer systems.
A revolution in the technology of sharpening band saws was made by Wood-Mizer, which proposed a method in which a profiled borazone wheel restores both the tooth profile and its sharpness in one pass. The disadvantage of this method is that you need to have your own circle for each saw tooth profile.
The market offers sharpening devices for band saws in 3 price segments:
- 15,000-30,000 rub. - fairly cheap machines. These include sharpening mechanisms with flat wheels that sharpen the cutting edge of the tooth. A simplified version of the device with a disc for profile tooth sharpening.
- 85,000-130,000 rub. — expensive copies of Wood-Mizer devices and machines from the original company.
- 60,000-65,000 rub. - Russian machine developed in.
The first category of equipment does not provide full-profile grooving of the intertooth groove when sharpening with a flat wheel, thereby reducing the service life of the saw to sawing 15-20 m³ of round timber. Simplified versions of machines for sharpening wood saws with a full-profile wheel suffer from the presence of large backlashes, which lead to the wheel beating and, as a consequence, incorrect sharpening and rapid failure of the CBN wheel.
In the second category, it is better to buy original Woodmizer machines.
The third group includes Russian machines manufactured at optimal cost and with characteristics exceeding foreign analogues:
- multi-profile CBN discs have wear resistance that is 30-40% higher than foreign analogues;
- ergonomic, thoughtful adjustment of the saw sharpening device, allowing you to correctly sharpen the tool’s tooth profile.
Popular models
On the Russian market, in the ranking of popular models of saw sharpening machines, the prestigious positions are occupied by budget machines from Voronezh, which produces a line of equipment under the AZU-02 brand. The company also produces machines for setting teeth RU-04/08M, -05, -07. In the more expensive price segment, the leader is the PZSL30 60 PROFI model, developed in the Moscow region.
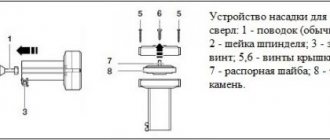
Sharpening machine device
A semi-automatic machine that allows you to sharpen the edges of saw teeth is a structure consisting of a base on which is mounted an abrasive tool with a drive, a copier that tracks the tooth profile, a pusher, a system of control rods, a liquid cooling system and a remote control with installation controls.
The abrasive tool produces a translational movement up and down; using an adjustment device, the operator can change the angle of inclination of the sharpening tool. The copier provides control of the movement of the abrasive wheel in accordance with the profile of the cutting edge of the tooth, and sets the longitudinal displacement of the saw blade depending on the distance between the teeth.
To sharpen the cutting edge of metal saws, you need to adjust the equipment by changing the tooth sharpening angle with the controls.
Operating principle
The band saw sharpening machine is a multifunctional unit.
The tape is installed in it and is automatically fed to the cutting element, which rotates on a movable carriage (like a pendulum saw). The size of the machine is relatively small, slightly larger than a sewing machine. One model, depending on its parameters, can work with tapes of different sizes and almost any length. The kit includes the unit itself and an additional support structure that supports the free part of the belt in the desired position.
The sharpening machine ensures the formation of the profile of each tooth. This requires moving the blade by a given amount corresponding to the distance between the teeth (pitch). In addition, it is necessary to change the position of the cutting element so that it repeats (or forms) the profile of the teeth.
The movement of the tape by the length of the tooth pitch is ensured by a special element - a pusher. It is a rod, one end of which lies freely on the working edge of the belt, and the second is connected to an eccentric. Each turn of it causes one movement of the pusher at a distance equal to the pitch of the teeth. To change the pitch, the eccentric is changed or adjusted (depending on the type of design or model of the machine).
The processing of teeth is carried out using a movable spindle with an installed grinding wheel. The axis of its rotation is inclined to the horizontal at an angle that ensures the formation of the front and back sides of the tooth. The profile is formed using a special replaceable cam of complex shape. Each tooth is processed in one revolution of this cam, which raises and lowers the sharpening disk to the desired amount. The combination of vertical and horizontal movement allows you to obtain a specific tooth shape.
The owner has at his disposal a whole set of cams designed to process teeth of different sizes and shapes. Each of them can create only one profile, which is why it is necessary to have a large number of cams to process different types of tapes. There are cams for sharpening belts with large teeth of complex shape (rough cutting), and for processing blades with small “mouse” teeth for a clean and precise cut.
Expert opinion
Levin Dmitry Konstantinovich
Each machine is universal - it can work with different belts and form teeth of one configuration or another. There are models for working with wide and long belts used for sawing logs in sawmills. There are models for sharpening small belts from household machines. They all have approximately the same design, the only difference is in small details.
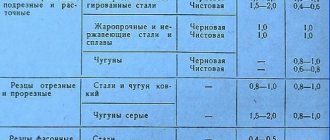
Specifications
Main parameters of the machine:
- tape width;
- loop length;
- tooth pitch;
- engine power.
All other parameters can be attributed to additional, individual properties of a particular model (desktop version or on its own bed, design of the supporting device, type of cutting element, etc.). This data can be found from the machine passport.
How to sharpen a saw on a machine?
At home, in order to properly sharpen saw teeth with your own hands, you need to:
- restore the setting of the teeth by bending 2/3 of the tooth length away from the generatrix of the blade, restoring the initial setting angle;
- Use an abrasive tool to sharpen the edges of the teeth, removing microcracks from the surface of the material.
Basic rules that must be followed when restoring the cutting edge of a saw on a machine:
- set the teeth using special equipment, restoring the initial set angle;
- set the machine to remove enough material from the cutting edge to remove all damage and microcracks;
- sharpen with the cooling system turned on, preventing the tooth material from turning blue;
- start the sharpening process from the place where the blade is welded into a ring.
Sharpening options
There are 2 ways to sharpen saw teeth:
- Full-profile, produced on an automatic machine for sharpening band saws. A borazon wheel, corresponding to the tooth profile, restores the profile of the interdental cavity in 1 pass and sharpens the cutting edges of the tool.
- Sharpening the cutting edges of the teeth. Can be done manually or on a machine with a flat sharpening disc. At the same time, the edges are sharpened and microcracks on the working surface of the tool that formed during the work are removed.
Video instructions for sharpening band saws will show the sequence of correct actions when performing this process.
Characteristics
Sharpening a band saw has a number of the following features:
- It is prohibited to use abrasive discs and hand-held sharpening tools with uneven wear on the working surface;
- when turning, it is important to perform all movements evenly, without jerking or uneven movement of the tool, since there is a high probability of violating the geometry of the teeth;
- the machines used must have liquid cooling to prevent overheating of the equipment and tape;
- after completion of the work, there should be no burrs or chips on the surface, as they can negatively affect the quality of cutting;
- when sharpening a tool for winter use, it is important to increase the angle of inclination of the teeth to 900, however, it is unacceptable to use such a tape for woodworking in the summer due to increased loads on the cutting edge;
- when sharpening on machines, you need to make sure that the disk is positioned correctly relative to the belt profile;
- the speed of the grinding disc is selected so that the metal is not heated red hot, since in this case it will lose its strength properties;
- if the band saw has been operated without maintenance or the recommended service life has been exceeded, then when turning you will need to remove a larger layer of metal in one pass;
- to control the quality of tool sharpening, it is recommended to use a new tape as a standard;
- It is prohibited to change the factory shape of the teeth, as the saw will become unsuitable for use;
- the need for sharpening is determined by the degree of wear of the teeth by 35% of the original dimensions.
Band saw design
Band saws are a special continuous design, which is characterized by the presence of cutting elements on one side. This is a cutting element with which woodwork is performed. The most common uses of band saws are in a variety of band saw blades. With their help, cutting of various parts is carried out. With the help of these blades, a fairly high quality of cut is ensured. All this is ensured only if the saw has a good alignment. The tool also needs to be serviced promptly.
Band saws are made from heavy-duty metal, which ensures not only high quality cuts, but also long service life of the saw. The teeth have a universal angle, which allows for the highest quality cutting of material.
Shapes of the cutting part and sharpening angle of the blades
The geometry of the cutting elements of band saws can be varied, which directly depends on the material that is intended for sawing. Woodworking machines are most often equipped with special saws that can be used to:
- carpentry work;
- sawing logs and beams;
- use on dividing saws.
The sharpening angle is determined strictly by the tool manufacturer. The sharpening angle will be as small as possible when using hard wood. Band saws for metal are equipped with saws with different blade shapes, which directly depends on the metal used for sawing. If it is necessary to cut thin-walled metals and at the same time have thin chips, the rake angle of the cut when sawing will be equal to zero, then standard cutting is used. The sharpening angle can be varied. It directly depends on the structure of the device.
A tooth that has a positive rake angle is found in those saws that are widely used for sawing thick-walled metal. The blade pitch used to cut thin metal is quite small. In order to cut thick-walled metal, it is necessary to use devices that have a large number of blades. In some cases, the equipment has a variable pitch, which eliminates the effect of resonance. The change in the distance between the teeth directly depends on a specific group.
Teeth and sharpening angles
Band saws have different tooth geometries due to the different types and properties of the material being processed.
If we consider wood, then the teeth are divided into:
- - carpentry;
- - divisive;
- - for sawing logs.
As for sharpening angles, the manufacturer determines this parameter. Basically, it is accepted that the harder the material, the smaller the rake angle.
For metal band saws, the teeth are usually shaped either standard or with a positive rake angle. Let me clarify this point a little: the standard tooth shape is used for sawing thin-walled material, and the shape with a positive rake angle, as you might guess, is used for cutting thick-walled material.
I suggest looking at a small picture that can explain what profiles a tooth can have and where they, these same profiles, are applicable.
In addition, the pitch of the teeth is important. So, for example, for a thin-walled material you should use a tool with a small number of teeth, and for thick-walled material, on the contrary, with a large number of teeth per inch.
Now let's take a look at the picture, in which we can clearly see how saws with variable tooth pitch differ from saws with a constant tooth pitch.
Often, saws are made with variable pitch in order to eliminate the resonance effect.
Next, I propose to find out what types of band saw layouts there are.
This is interesting: Characteristics and passport of the 2M112 desktop drilling machine
Setting out the cutting elements of the band saw
A spread is the bending of band saw blades in different directions. This can significantly reduce the friction of the blade and prevent it from jamming. To ensure free movement of the blade on the walls of the material being cut, its width must be greater than the thickness of this material.
Types of Band Saw Wiring
Divorce can have several varieties. It may have different names from different manufacturers. Most often it may be:
- Standard, which is characterized by opposite bending of the cutting elements in various directions. It is most often used for band saws that cut hard materials.
- Wavy, which belongs to the category of complex structures. Divorce in this case has a variable meaning. In this case, a kind of wave is formed.
The unraveling consists in bending not the entire canvas, but only a certain part of its top. The parameters are determined strictly by the tool manufacturers. Their range is from 0.3 to 0.7 millimeters.
Protective. Setting consists of bending two teeth. At the same time, the third one remains in place. Intended for band saws for processing particularly hard materials. Every third tooth is shaped like a trapezoid. The location is the center of the canvas. With its help, the most correct direction of the saw blade is ensured.
Woodworking machines are characterized by the universal design of the sawing tool. The spreader for processing soft rocks must be larger in size than in equipment for processing hard rocks. But the spread should not be such that there is a wedge in the center without a cutout. The spread must be characterized by the same arrangement of all cutting elements. The teeth must be set so that the deviation is no more than 0.1 millimeters. If the saws are unevenly positioned, this will cause the band saw equipment to move to the side during operation.
Preparing the device for work
With constant use of the tool, a decrease in the quality of the cutting edge is inevitable. It becomes dull, and the width of the teeth is reduced. Based on this, sharpening a wood saw and setting it up are necessary components of the maintenance of a band saw machine.
It should be noted that the setting of the teeth should be carried out before sharpening them, and not vice versa.
Tool layout
Application of an adjustable machine.
Setting is the process of bending the teeth to the sides. This operation is necessary to ensure that the saw blade does not clamp in the workpiece, and also to reduce friction during operation.
There are 3 main types of breeding.
- With the classical method, the cloves are bent left and right in strict order.
- With the stripping method, every third of the teeth remains in its original position. It is optimal for devices designed for cutting particularly hard wood.
- With a wavy setting, each tooth is given its own separate bend value. In this case, the profile of the canvas takes on the appearance of a wave. This method is the most complicated.
Note! When setting, you should not bend the entire clove, but only a third or two-thirds of it from the top. Manufacturing companies advise performing the operation so that the bending range is within 0.3-0.7 millimeters. The work is carried out using a specialized spreading tool.
Sharpening the saw
Elbor circles having different shapes.
Before sharpening a saw blade for wood or a band tool, keep in mind that more than 80% of incidents with damage to devices (including their rupture) occur due to non-compliance with work standards.
- The need for surgery is determined visually. In this case, you should pay attention to the condition of the teeth and the quality of the cut walls (for example, their increased roughness).
- The circles for the point of the band tool are selected based on the degree of hardness of the teeth. To work with tools made of tool steel, corundum discs are required. Bimetallic saws are sharpened on borazone or diamond wheels.
- The shape of the emery for belt devices must be selected based on their parameters. Cup, profile, plate, and flat circles are known.
- Before carrying out the operation, it is necessary to turn the saw out and let it hang in this position for about 10-12 hours.
Manual tool maintenance.
The wood saw sharpening scheme should take into account the following provisions.
- Metal removal along the profile of the teeth should be uniform.
- Excessive pressure from the sharpening device must be prevented. It can lead to annealing.
- The profile of the blade and the height of the teeth must remain unchanged.
- Liquid cooling must be provided during the operation.
- There should be no burrs on the teeth.
Pay attention! The theoretical instructions for sharpening band saws on wood indicate that it should be done either on the front side of the teeth, or on both the back and the front. In real life, most specialists and amateur craftsmen perform the operation only on the back side, because it's more convenient.
Sharpening methods
The photo shows automatic full-profile sharpening.
You can prepare a tool for work using special sharpening devices (for example, machines with wheels of different materials and shapes) or manually. Before you properly sharpen a wood saw, you should learn the basic methods for carrying out this operation.
The first method is full-profile sharpening.
- It is of the highest quality, the operation is carried out on an automatic machine.
- Elbor emery, chosen exactly in shape, passes the entire surface of the interdental cavity along with the accompanying planes of adjacent teeth in one movement.
- The creation of angularities at the tips of the teeth is completely eliminated.
- A relative disadvantage of such sharpening is the need to have at your disposal the appropriate number of wheels for blades with different profiles.
A tool sharpened along the edges.
The second method is to sharpen the edges of the teeth.
This can be done either manually or using a professional machine.
- Having chosen a machine, you need to decide on the wheel to be used. As a rule, it is flat. Specialized sharpening devices should only be used when there is a lot of work to be done.
- In domestic conditions, sharpening is best done with your own hands - using regular mechanical sandpaper or using an engraver. When performing the operation, do not forget about personal protection and use gloves, a mask or special glasses.
Working with an engraver.
- When you and your neighbors don’t have an engraver, machine, or emery, you can sharpen a band saw using the traditional folk method - using a needle file.
Recommendations for sharpening
During operation of the canvas, its rupture is very often observed. This is explained by the fact that its sharpening is poorly carried out. This is explained by the concentration of stress in the profile of the blade if sharpening is carried out at a poor level. The need for the procedure is determined by the condition of the band saws. If the roughness of the cut surface increases, this leads to dulling of the tool.
Tool sharpening is carried out using diamond, electrocorundum, and CBN discs. Their choice directly depends on the characteristics of the material being processed. Sharpening of blades, the production material of which is tool steel, is carried out with corundum wheels. The procedure for bimetallic tools is carried out correctly if a diamond or CBN wheel is used. The instructions will tell you how to carry out this procedure. The most important thing is that the angle does not change during the process.
Wheels of various diameters can be used for sharpening. The choice of one of them is determined by the parameters of the device. For this purpose, profile, flat, dish-shaped, cup circles are most often used. Sharpening is carried out correctly if the peripheral speed is from 20 to 25 meters per second.
Sharpening blades in winter
If everything is clear about sharpening blades under normal conditions, then sharpening in the cold season needs to be said separately. There is a difference in sharpening tape blades in summer and winter cold. It consists of changing the degree of sharpening. The angle that applies to blades in winter should be 90 degrees, in contrast to summer, when the sharpening angle is 120 degrees.
Recommendations from experts.
- When sharpening a blade using a machine, before starting the process, you need to ensure the accuracy of the location of the grinding wheel in relation to the tool.
- It is extremely important to remove such a volume of metal from the recesses so that all microcracks are reliably eliminated.
- If the blade has operated without normal maintenance for a longer time than the manufacturer allowed, the volume of metal removed in one pass must be increased.
- To test the effects of sharpening, always use a new blade as a sample.
- The tooth configuration of the blade is an indicator that has been worked out and adjusted over the years. Therefore, relying on the device to cut “without a hitch,” no matter what you do with the teeth, is a huge mistake.
- If operating standards are followed, the belt web will work conscientiously until the width is reduced to a value equal to 65% of the initial parameters. The width decreases, of course, during sharpening.
- There is absolutely incorrect advice that there is no particular need to remove burrs after sharpening. If you take this into account, then the occurrence of microcracks in the saw is guaranteed.
- Upon completion of the work, the tape blade must be cleaned of chips and resin without shelving, and carefully inspected before sharpening. Otherwise, the risk of contamination of the sharpening discs is very high. And this will certainly lead to a poor-quality sharpening process.
Band saw sharpening
When starting to sharpen band saws, you should know that the quality of your lumber - boards, beams, slats, etc. - depends on the correct execution of this process. Sharpening band saws is a responsible process, but not very complicated. By following the recommendations below, you will quickly learn this simple, but very useful process in sawmilling.
First of all , you need to inspect the tape for visible cracks and broken teeth. To do this, take the tape in your hands with the teeth facing away from you and, moving your hands, slightly wringing the tape, begin viewing. If defects are found, the tape must be sent for repair or simply thrown away.
Secondly, the tape must be cleaned of dirt and tree resin adhering to it. After all these procedures, the tape is ready for sharpening.
Carefully take the tape to avoid injury, since the teeth are sharp and can damage your hands, and insert it onto the sharpening machine. The tape must be installed on all holders on the machine and secured with a special clamp.
We lower the pusher rod into the groove between the teeth; with the help of this rod, the feed of the belt is regulated. A sharpening stone is lowered onto the belt from above and is fixed with a rod that regulates the depth of sharpening.
Before starting the sharpening machine, set the sharpening angle; for a summer forest this angle is 55-60 degrees, and for a winter forest it is 70-80. The angle is set by rotating the frame on which the stone is fixed, according to the divisions on the machine body.
Please note that the sharpening stone has a chamfer at an angle of 45 degrees and during preparation for the sharpening process you must correct the stone if the chamfer does not correspond to the above angle. Editing is done with a diamond tool or a simple large stone.
Let us immediately note that editing with a simple stone is more difficult and requires some skills, and also does not comply with safety regulations.
Starting the sharpening machine
You have prepared the machine and saw to begin sharpening, now let's begin the process of sharpening the band saw itself.
First of all, turn on the feed at the lowest speed, for this there are toggle switches for turning on the engine and a feed speed regulator, it reduces or increases the engine speed.
Using the screw on the feed bar, we move the saw tooth forward or backward and make sure that the stone with its flat side (without a chamfer) begins to touch the straight side of the tooth.
Then we turn on the second toggle switch, which sets the engine with the stone in motion. Little by little, without sudden movements, you begin to lower the stone using the screw rod that fixes it, until the stone completely passes the pocket from one tooth to another.
Under no circumstances should the tape turn blue, so try not to lower the stone too much, and also push the feed rod back or forward, otherwise the stone will simply “eat” your tooth. Sharpening of band saws should proceed smoothly according to the factory tooth profile.
By manipulating the feed screws and the stone lowering rod, it is necessary to achieve the complete absence of burrs at the tip of the teeth. The work of the machine can be considered completed after the band saw has passed at least two circles.
Sharpening band saws in winter
Winter sharpening is practically no different from summer sharpening with the only difference: the angle of inclination of the teeth is more straight and reaches 90 degrees, depending on the freezing of the wood. The more the wood freezes, the greater the sharpening angle, but keep in mind that in summer, with such an angle, the load on the saw increases and its rapid failure is possible.
Description
The band saw blade is equipped with teeth of a certain profile and shape. Productivity, cleanliness of the cut, and stability of the cut depend on the configuration of the notch. The accuracy of the setting and the same shape of all teeth are a very important indicator of the blade, ensuring the quality of the saw. If at least one tooth differs from the rest, the blade may begin to move to the side, which will cause overheating, the appearance of a wavy cut, and failure of the saw.
The sharpening machine is designed for processing teeth, giving them a given shape and setting them. After processing, all teeth receive exactly the same profile and setting. This ensures cutting accuracy, allows you to achieve high productivity from the saw, and increases the service life of the blade to the calculated value.
The sharpening machine operates in automatic mode. The user only needs to install the blade correctly and select the desired processing mode. After this, all that remains is to observe the work and stop processing in time (after completing a full circle).
All about band saw sharpening machines
Sawing and turning wood, as well as other lumber, occurs with circular or band saws. However, using a band saw is much more technologically advanced. Such varieties allow you to speed up the work process several times, and also leave much less waste after work.
A band saw is a working tool for special machines that allows you to cut many materials. But, like other cutting tools, such a saw tends to become dull, which means that for further normal use it is necessary to sharpen the blades.
Peculiarities
A saw of this type is a closed band of teeth. This design has a number of advantages over other saws.
A band saw is useful in situations where it is necessary to cut some expensive raw materials, as the teeth create a neat and narrow cut, thereby keeping the maximum amount of material intact. For example, you can use a wood band saw when working with valuable wood materials.
If you sharpen the teeth of such a saw correctly and at regular intervals, then the tool will efficiently perform its task, namely: instantly, accurately and with a small amount of waste, cut parts from almost any material.
Sharpening process
The groove is divided into 2 types:
- edge sharpening;
- full profile sharpening.
The process can be carried out without using a special machine, however, with this process you may encounter a number of difficulties. And if with the first type of sharpening such problems will be insignificant, then with the second, you simply cannot do without using a special sharpening machine.
The work is carried out using special grinding wheels, each of which has certain parameters, which means they need to be selected individually.
How to choose sharpening equipment?
It is quite difficult to choose a high-quality sharpening machine, but there are more and more truly high-quality tools on the modern market. With the advent of automatic tools for sharpening saws, the quality of the process has also increased, since the human factor in such a process is reduced to a minimum, which means that incorrect angles of sharpened teeth or knocking down of the sinuses are eliminated.
Among the high-quality machines, we can highlight models from several brands.
- "Cedar". One of the most common and famous brands. This tool refers to a fully automatic machine, which uses work through an installed program. This also implies constant monitoring and use of coolant for normal operation. “Cedar” is quite easy to use and is suitable even for novice craftsmen. Setting the angle manually is also not difficult; just loosen the two special bolts located on the back of the tool and adjust the screw near the base to the angle you need. The tool also has a blade speed regulator.
More modern variations allow the use of diamond sharpening wheels.
- "Taiga" . The brand is no less famous than the previous one, has almost the same characteristics, and its operation is even a little simpler. The angle and speed of the blade feed can also be easily adjusted on the tool.
This machine can be used for both wide and narrow band saws.
- "AZU-02" . The most modified of all previous machines. All models have a special device for automatic coolant supply. There are several switches on the tool that allow you to fully control the operation of the sharpening machine. All models also use diamond discs, which speed up the work process and improve its quality.
On the AZU-02 you can also adjust the speed modes of movement of the web, which also greatly simplifies the process.
- "PZSL 30/60 pro" . Modern, fully automatic machine with high sharpening speed. A special cooling oil is used to cool this machine. To work with such a machine, no professionalism is required; during the work you will only need superficial control, since the machine turns off itself when turning one circle of saw teeth.
- "PZSL 10/2" . Automatic narrow band saw machine, suitable for both wood and metal saws. This unit, like the previous one, is oil cooled. The process is fully automated, the master’s task is only to install the desired process and introduce the canvas into the machine, then the machine itself will do all the work.
- Astron (A-1) . Full-profile borazone machine, the process of working with such a unit is fully automated. The machine grinds the entire saw blade in 1 full pass. For sharpening, a CBN disc is used, which is of high quality and durability. Setting up the process is very easy and does not require high professionalism.
There are a huge number of different saw sharpening machines on the modern tool market; the most basic and popular sharpening machines are listed above.
Industrial equipment
Adjustable imported band saw machine Silicon Setting machine
Double-sided adjustable machine Wood Mizer
On sale you can find a fairly large amount of equipment that can be used to solve the task of bringing the geometry of the saw to the correct parameters. An example is the imported Silicon Setting machine for band saws or the Wood Mizer double-sided adjustable machine.
When choosing equipment, you should pay attention to the following points:
- Manufacturer country. As a rule, equipment of imported origin is more expensive, but its quality is significantly higher. Among the domestic representatives, we can highlight the Taiga double-sided adjustable machine, which has a relatively low price and high quality workmanship.
- Saw width. Each Astron or Taiga model from another manufacturer has a range of possible cutting band widths, which is usually indicated in millimeters.
- There are several types of the saw itself. When purchasing, you should pay attention to the fact that the selected equipment must be designed to work with band saws.
- The Wood Mizer double-sided adjusting machine can operate in manual or automatic mode.
- When considering the Taiga adjustable machine or the RWM adjustable machine, you need to pay attention to the principles of operation. The most common and popular is the design, which is designed to separate 2 teeth at the same time.
- In addition, when choosing a manual or automatic adjusting machine for band saws, you should pay attention to the power of the installed engine. Not only productivity, but also electricity costs depend on this. The manufacturer also indicates the weight of the structure, which determines the requirements for installation. A double-sided band saw saw machine can weigh about 200 kilograms.
Is it worth making a homemade adjusting machine for band saws? This is a fairly common question.
Note that a homemade version will not have the required accuracy class, which means that the work of sharpening and setting the teeth will not be effective.