Marking - symbols
Abrasive wheels have special markings in the form of inscriptions and/or colored marks and contain:
Circle type
In theory, there should be a digital designation:
- 1- straight profile,
- 41 – cutting discs,
- 42 – discs with a recessed center.
But in practice, this will be an inscription in Russian and/or English: “cut-off wheel” - cutting wheel, grinding wheel - grinding wheel, flap wheel.
Circle dimensions
On the manufacturer’s website (see table below) it is stated as follows:
D – outer diameter,
T – height,
H – hole diameter.
However, in practice, the format will usually be: outer diameter x thickness x inner diameter.
Or even something like this:
The material the disc is intended to process
Indicated by an inscription on a circle (“metal” or “steel” - for metal processing, “concrete” - for working with concrete), a colored mark (blue - steel, green - concrete).
Also, sometimes an additional graphic image of the material is applied, which saves us from having to read the inscriptions once again.
In the circle shown in the picture above, the inscription metal and the image of sheet metal, metal pipe, roofing metal sheet and channel clearly demonstrate the material that can be processed.
Grain. Abrasive particle sizes
This parameter is indicated on the wheel in conventional units and indicates the abrasive fraction based on international marking standards.
There are also possible variations from one edition of GOST to another.
Bundle type
Bakelite, ceramics or synthetic rubber is used as a binding component.
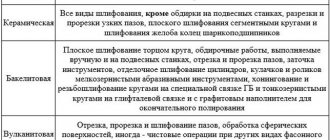
7.1. Ceramic bond
V (K – old designation). In the case of a ceramic base, the tool has high fire-resistant, water-resistant and chemical characteristics, which qualitatively preserve the working edge. However, such a grinder disc is sensitive to mechanical shocks and bending loads. Ceramic bonded wheels are used for almost all types of grinding except roughing.
7.2. Bakelite bond
B (B is the old designation). Considering the bakelite base, I would like to note that such grinder wheels have higher rates of elasticity and resilience than their ceramic counterparts. The disadvantage of such a binder is its low resistance to alkaline components included in cooling fluids.
In addition, bakelite-based wheels are weaker than ceramic analogues in adhesion to abrasive grains and, therefore, can mainly be used for flat grinding. Grinder discs made of bakelite bond are used for manual work on rough peeling or on suspended wall surfaces.
At the same time, bakelite wheels have a polishing effect. For the purpose of cutting steel products, a soft bond and a thin abrasive are used. In turn, for non-ferrous metals it is advisable to use a hard bond with a coarse abrasive.
7.3. Vulcanite bond
This is a vulcanized synthetic rubber. The abrasive wheel is marked with the letter (R). The old designation is (B). This option is exotic and extremely rare.
Max. number of revolutions at which the disk can be used
The range varies from 6,600 to 13,300 rpm. Important parameter! If you neglect it, the circle may break into separate fragments during operation.
Accuracy class
AA, A and B. AA – high accuracy of geometric parameters A – Intermediate option. B - for less critical operations.
Best before date
The expiration date is applied by the manufacturer to the metal part of the mounting hole on the outside. The expiration date is the date of manufacture plus 3 years. The quarter is indicated by the letter V. The number indicates the month.
Security pictograms
I guess that no one cares about them, but besides the banal “put on headphones,” something really worthwhile may be applied. For example, do not use for face grinding.
Cutting wheel size 125mm, thickness 2mm, mounting hole 22.23mm, made using normal alumina alumina grinding grain, grit P36. On a bakelite bond with the presence of reinforcing elements.
How to choose the right cutting disc
When purchasing a cutting wheel for metal work, you first need to pay attention to its diameter, since it must exactly match the type of grinder on which it will be used.
In addition, you should choose the correct diameter of the mounting hole (22 or 22.2 mm). There is no need to worry about maximum revolutions and peripheral speed, since they are standard for each size. On all cutting discs for angle grinders, in addition to sizes and speeds, it is always indicated in the most visible place (in text or pictogram) what material this sample is intended for cutting. When it comes to metals, there are usually four types: steel, stainless steel, cast iron and non-ferrous metals. In addition, discs are produced for both combined use (usually steel + stainless steel) and for cutting individual non-ferrous metals, in particular aluminum. You definitely need to pay attention to the expiration date (it is stamped on the rim of the sleeve), since bakelite resins are used as a binder in such products, which dry out over time and lose their elasticity. You also need to understand that metal cutting discs of the same type, but from different manufacturers, behave differently during operation. Therefore, in order to avoid surprises, in addition to analyzing standard data, you must definitely look for additional information in customer reviews, on specialized forums, etc. The video below explains how several almost identical disks from different brands differ.
Grit size of grinding wheels
The choice of grain size of grinding wheels depends on the requirements for the cleanliness of the treated surface. Each grinding wheel has a designation (marking).
It is the markings that help you choose the right sanding tool or sharpener to perform a particular task. The grain size of grinding wheels for wood and metal is different, so the quality of processing depends on the correctly selected model. If there are rough strokes or visible notches on the surface of the material or tool being processed, it means that an error was made when choosing the grain size of the wheel.
The most popular specific instruments on the market are:
- grinding wheel, grit 120;
- grinding wheel, grit 60;
- grinding wheel, grit 100.
The choice of grain size is determined by the type of grinding, the specific degree of surface cleanliness, as well as the grinding mode.
Grinding Wheel Grit Chart
How to choose the grit size of the grinding wheel? It is selected depending on the type of operation. It can be semi-finish or fine. Rough grinding involves the use of wheels with fairly large grain fractions. Finishing of a material or tool requires finer fractions. In addition, the choice of grinding wheel also depends on the technical features of the cutting tool and the sharpening mode.
Grit size of grinding wheels
The choice of grain size of grinding wheels depends on the requirements for the cleanliness of the treated surface. Each grinding wheel has a designation (marking).
It is the markings that help you choose the right sanding tool or sharpener to perform a particular task. The grain size of grinding wheels for wood and metal is different, so the quality of processing depends on the correctly selected model. If there are rough strokes or visible notches on the surface of the material or tool being processed, it means that an error was made when choosing the grain size of the wheel.
The most popular specific instruments on the market are:
- grinding wheel, grit 120;
- grinding wheel, grit 60;
- grinding wheel, grit 100.
The choice of grain size is determined by the type of grinding, the specific degree of surface cleanliness, as well as the grinding mode.
Grinding Wheel Grit Chart
How to choose the grit size of the grinding wheel? It is selected depending on the type of operation. It can be semi-finish or fine. Rough grinding involves the use of wheels with fairly large grain fractions. Finishing of a material or tool requires finer fractions. In addition, the choice of grinding wheel also depends on the technical features of the cutting tool and the sharpening mode.
The role of ligaments
In addition to the cutting substance itself, the method by which it forms the abrasive mass is also important. GOST allows the use of bakelite or ceramics as binders. The bakelite version is good for its higher density, so the wheel has a higher mass and is suitable for working on metal, but with a limited peripheral rotation speed (especially if a hand grinder is used). The use of ceramics makes the grinding wheel lighter, and the permissible speed of its rotation on the machine increases accordingly. However, the abrasive resistance, as well as the hardness of the wheel with ceramics, are reduced.
The connection also determines the method of attachment to the base of the body. For example, film fastening is suitable for ceramic bonds, but not for bakelite bonds.
A special type of ligament is fiber. This base is used in the so-called “cold” grinding of metal on a machine or machine, when the stainless steel surface or weld area is cleaned. In this case, the material being processed practically does not heat up, since the depth of the grinding zone is insignificant (the process is actually closer to polishing). Marking is carried out in accordance with the standards of GOST R 51967.
Other types of bonds are also used to a limited extent - from various epoxy compositions, magnesite, porcelain.
Types of cutting discs for metal
The technical characteristics of cutting wheels (or otherwise disks) for working on metal are regulated by GOST R 57978-2017, which provides for two types of this tool: flat (ISO 41) and with a recessed center (ISO 42). The same GOST establishes size ranges and other standardized parameters for both types. Structurally, a metal cutting disc is a sandwich-type structure consisting of alternating layers of reinforcing mesh and cutting composite into which a metal sleeve is pressed (see figure below).
Reinforcing meshes are usually made of fiberglass and, depending on the conditions of use of the tool, can have different thicknesses and cell sizes. The cutting composite consists of abrasive powder and a binder. For cutting metals, powders from various types of electrocorundum and silicon carbide are used as an abrasive, and bakelite resins are usually used as a binder (although GOST also provides for the use of vulcanites).
The structural and physical properties of cutting discs depend on the type of metal being processed. On this basis, international standards provide for four types of tools: for work on structural steel, cast iron, stainless steel and non-ferrous metals. The latter have many variations in hardness, brittleness and toughness, so manufacturers often indicate in their catalogs what specific type of metal a particular type of disk is intended for. In addition, there are cutting tools for manual and machine work, in particular, metal discs intended for grinders must contain the code “Рд” in the marking.
In addition to reinforced abrasive wheels with resin bonds, there are carbide discs for cutting metal on stationary pendulum and miter saws. Such a tool is usually used in the procurement shops of metalworking enterprises; it has a highly specialized application and belongs to circular saws. Another type of cutting tool is diamond discs, but in accordance with GOST 32833-2014 they cannot be used for cutting metals. Sometimes saw blades used in woodworking on circular machines are also classified as cutting blades. Outwardly, they are somewhat similar to cutting wheels for wood processing. But in fact, such saw blades have a different purpose, and are classified by GOST as “circular saws”.
Design of diamond grinding wheels
The circles represent a body on which a layer of diamonds with different structures is applied. In addition to the diamond elements, the spraying includes a filler and a binder.
All products have different characteristics and differ in:
- the type and shape of the circle;
- case size;
- degree of grain size;
- type of ligament;
- diamond concentrations;
- imbalance class;
- accuracy class;
In addition, they are characterized by strength, hardness, and wear resistance.
Frame
For the manufacture of diamond wheel bodies, steel grades St3, 30, 25 and 20, aluminum alloys grades D16 and AK6 or polymers are used.
For grinding wheels shaped like AGC or A1PP, shanks made of U8 or U7 steel are required.
Diamond concentration
The concentration of the diamond-bearing layer, which is expressed as a percentage, is the number of grains in 1 cubic millimeter of powder used in the abrasive layer. This characteristic affects the efficiency and economy of the tool. The concentration depends on the grit - the higher the grit and the harder the material being processed, the greater the percentage of diamond concentration required for the job.
Diamond grinding wheels are available in 150, 100, 75, 50 and 25 percent concentrations. 100% is taken to be 4.39 carats (1 carat equals 0.2 g) contained in 1 cm3, which corresponds to 0.878 mg/mm³.
This indicator determines the productivity, cutting ability, service life and price of the tool. Optimal performance depends on the area and shape of the material being processed, the type of tool used, bond quality, diamond grain size, and processing conditions.
The choice of circle concentration is based on the following requirements:
- a high concentration is necessary if the contact surface between the workpiece and the grinding wheel is small (for example, during cylindrical grinding), this guarantees a long service life of the tool and increases its wear resistance;
- low concentration is selected for treating large area contact surfaces.
Grain
Grit is the size of a diamond grain or crystal intergrowth (this indicator is determined by thickness, width and height, but usually only width is taken into account). The degree of grain size determines the cleanliness of the surface after processing, work productivity, the amount of material removed per single pass of the wheel, tool wear and other indicators.
The grain size is indicated in accordance with GOST 3647-80 and is indicated in microns by a fraction in which the numerator in microns indicates the size of the upper sieve, and the denominator - the lower one. According to international standards FEPA (and GOST R52381-2005), the characteristic is indicated by the letter F with the corresponding number - the higher it is, the smaller the grain size.
The grain size is selected depending on the required surface roughness after processing, the type of material, the amount of allowance removed when passing the tool, etc.
The smaller the grain size used, the cleaner the treated surface is. But fine grain size is not always preferable - it gives high cleanliness, but at the same time leads to clogging of the tool and burning of the surface being processed. Using a fine-grained wheel also reduces productivity.
The grain size differs by fraction as follows:
- fine 100/80;
- average 125/100;
- large 160/125;
- larger 200/160.
Wheels with a lower index are used for final finishing of blades, knives, cutters and other products, for final grinding. The middle link allows you to achieve the necessary sharpness of the cutting parts, and coarse grains are used to level and remove part of the surface being processed.
It is advisable to use low-grain wheels to reduce surface roughness, and larger grains when it is required to increase productivity and with large allowances. The less viscous and harder the material, the higher the grain size index can be.
The main characteristics of cutting wheels for metal and quality requirements.
TYPES OF METAL CUT-OFF DISCS, MARKING, COMPOSITION
main information about cutting wheels for metal.
Cutting wheels for hand angle grinders come in two types - type 41 and type 4 2. The first are flat, the second are with a recessed sleeve (they are sometimes called cup wheels). The latter are more convenient in cases where you need to cut off a reinforcing rod protruding from the wall flush with the wall; such a cup circle allows you to make a cut almost parallel to the wall. The most popular among both manufacturers and consumers are metal cutting wheels of 41 types.
About markings. On the cutting wheel itself, as a rule, the dimensions of the wheel, its shelf life on the steel inner ring (or production date), maximum operating speed and specification are indicated. In addition, the dimensional parameters of the circle are indicated - the outer diameter, the thickness of the circle and the landing diameter (it is usually 22.23 mm). The outer diameter actually indicates the class (type) of the grinder for which this wheel is intended - 115, 125, 150, 180, 230 mm, etc. When choosing a cutting wheel, it is first necessary to determine the specialization of the wheel (abrasive cutting “consumables” are produced for cutting not only metal (ferrous metal and steel), but also stainless steel, stone and even a universal version). They also indicate the size of the circle, its shelf life, maximum operating speed and markings. Typically, the marking of a cutting wheel for an angle grinder looks something like this: A54SBF or other options 14A63H35-39BU. The first symbol is the type of abrasive grain (A - normal electrocorundum, AS - white electrocorundum), the number is the grain size, S - hardness (according to the European designation scheme, in Russia markings T1, T2, etc. can be used), B - bakelite ligament, F—presence of reinforcing elements (fiberglass mesh). You can write a separate article about the marking and its decoding; some manufacturers, for example Luga or Isma, describe all the details on their websites in sufficient detail, indicating all the information for specific types of circles.
Cutting wheels for angle grinders are always made on a bakelite bond and always with reinforcing elements, and there must be at least two meshes if we are talking about cutting wheels. Three meshes are used for grinding wheels. Normal electrocorundum (aluminum oxide) is used on wheels for cutting ferrous metals. Wheels with white electrocorundum - aluminum oxide, but without iron, sulfur and chlorine in the composition, even in the form of impurities, are intended for cutting stainless steel. The percentage of aluminum oxide content in it reaches 99%. White electrocorundum does not give such a burn as normal, which is why it is used to produce wheels for cutting stainless steel. For stainless steel, burning is unacceptable - when overheated, the alloying additives burn out and the stainless steel turns into ordinary steel, and the corrosion process can begin at the cut site. It is important to consider this when choosing a cutting wheel and carefully read the information on the packaging. The reverse application, that is, the use of universal wheels STELL + INOX, or with only INOX marking for ferrous metals is allowed. Typically, when cutting ferrous metals with such wheels, the cutting amount with one wheel increases, but the cutting speed decreases. In addition, they are usually more expensive.
Zirconium electrocorundum is also found; it has the hardest grain among all corundum materials. On its basis, wheels are made for cutting and grinding rails, as well as for rough grinding. They have very large grains, and the wheels themselves are very hard - this increases their resource.
About grain size - each manufacturer has its own composition and recipe. Depending on the size of the fraction, manufacturers select the optimal composition of different components. It is precisely the composition of the chemical elements, their percentage and if you overdo it with hardness, the circle will turn out to be ineffective, it will not cut, but burn.
Hardness is determined not only by the recipe, but also by the pressing pressure.
In addition to the abrasive itself and the bakelite binder, the wheel contains various fillers. Their composition is different for everyone and, of course, is not advertised. The third important element included in the circles is fiberglass mesh. It gives the necessary strength - without it (more precisely, without them - as already said, there should be two of them) the circle will inevitably fall apart. The mesh also prevents tearing under lateral loads, which cannot be avoided when operating an angle grinder. This is not a machine, and when you hold the tool in your hands, there will always be slight deviations in one direction or another, leading to the bending of the circle. It must withstand such deformations, and it is the mesh that gives it the proper strength.
The thicker the mesh, the stronger it is, but the less abrasive there is in the circle, which means its efficiency is correspondingly lower. The manufacturer is forced to look for the optimal ratio, selecting the thickness and strength of the mesh so that the circle has both good performance and sufficient strength.
The thinner the blade, the easier the cutting. A thicker wheel experiences greater material resistance, which means cutting will require more force. Thin circles are cut much easier, faster and more accurately. They heat the material less, but also grind more intensely. Such discs are an ideal option for low-power angle grinders or battery-powered models that will spend less energy per cut. The standard thickness for a disk with a diameter of 125 mm is 2-2.5 mm. Thin option for a disc of the same diameter - 1-1.2 mm. There is an opinion that thin metal cutting discs are easy to break on the go, so many are afraid to buy them. In fact, you shouldn’t be afraid, because inside the circle, regardless of the thickness, there are at least two reinforcing meshes; in any case, the use of a protective casing and personal safety equipment is mandatory. However, it is necessary to carefully inspect the cutting wheel before use; cutting wheels with any mechanical damage (chips, cracks, noticeable dimensional deviations) must not be used.
Cutting, roughing or grinding.
Cutting wheels are usually used only for cutting and cutting various metal structures. If you need to clean small flat surfaces first, you need to use roughing or grinding wheels for metal. This type stands out separately - TYPE 27. They are quite easy to distinguish with the naked eye - their thickness is 6 mm. Recently, such circles as combi (universal 3 in 1) have been used for universal use. These wheels are ideal for cutting, deburring and grinding. Of course, they do not have the maximum resource, but for universal use they are an excellent solution. VIDEO OF 3 in 1 CIRCLES here.
| grinding/cleaning wheels | combined wheels (cutting + cleaning + grinding) |
| klt circles (silicon oxide) | klt circles zirconium |
| abrasive polymer wheels |
Metal wheels, specialized according to the type of material (stainless steel, cast iron, etc.), universal.
First of all, when choosing, you need to at least think about what kind of metal will have to be processed. Each cutting wheel indicates the type of material for which it is intended. We hardly remember about cutting wheels for stone anymore, since diamond wheels are used for professional or permanent use. However, when processing metal, care should be taken when choosing. The best solution is to use specialized cutting wheels for metal. The most commonly used are circles for metal or steel. These wheels are recommended for cutting most types of steel, but it is important to remember that they are not recommended for cutting stainless steels. If you use a cutting wheel that says FOR METAL or FOR STEEL, your stainless steel will rust after cutting.
There are special metal wheels for cast iron, non-ferrous metals, etc. It is specialized wheels that will best ensure high-quality work both in terms of the parameters of the resulting product and do not change its characteristics. For example, all special wheels intended for stainless steels contain the indication INOX or software STAINLESS STEEL.
Now they offer universal cutting wheels for metal, that is, with indications for all types of metals, including stainless steel, non-ferrous metals and others.
| universal circle | special circle for stainless steel | circle for metal, steel |
QUALITY AND SAFETY REQUIREMENTS OF THE CUT-OFF DISC
The linear rotation speed of the wheel is 80 m/s (at the edge) - indicated on each cutting wheel. Safety requirements state that it is necessary to work with an angle grinder only with a protective casing and personal safety equipment.
For cutting wheels for angle grinders, the minimum permissible destruction speed must be at least 150 m/s. That is, an almost double safety margin is required compared to the operating speed. A significant contribution to this strength, in addition to the ligament, is made by the reinforcing mesh.
Abrasive wheels as potentially hazardous products are subject to mandatory certification.
Which cutting wheels are better? test of cutting wheels for metal - article
Marking of grinding wheels
Grinding wheels can vary in geometric shape, type of abrasive material, as well as type of bond, wheel grit, hardness, etc. When choosing a grinding wheel, hardness and texture may weigh more heavily than the type of abrasive.
According to various editions of GOSTs, the marking of circles has different designation parameters. Almost every manufacturer labels their wheels differently.
Thus, the complete marking of the varieties of grinding wheels contains:
- circle type;
- grinding material;
- disk dimensions;
- degree of hardness;
- grain size;
- structure;
- binder;
- maximum rotation speed;
- accuracy class;
- imbalance class.
How to calculate the consumption of a cutting disc
The main disadvantage of this method is the problem of non-repeatability of the parameters of cutting wheels of the same type purchased by users on the modern Russian market. Therefore, it is best to adopt your own standard for each batch of purchased disks by carrying out test cutting with several of them on certain types of metal workpieces (sheet, pipe, fittings, etc.). In this way, over time, you can accumulate a sufficient database, analyze patterns and develop your own standards with correction factors.
There is often a statement that stone cutting wheels can be used to cut non-ferrous metals without any problems. What do you think about this? Please share your opinion in the comments.
Source of the article: https://wikimetall.ru/oborudovanie/otreznoj-disk-po-metallu.html
Explanation of markings
If you plan to use the discs in everyday life to perform simple tasks, it is not necessary to be able to decipher the markings. It is enough just to know the popular names of different species.
Most often you can find this classification:
- Velcro discs are distinguished by the application of dense, durable fabric to paper. Very common due to low cost, but not durable.
- Fiber disks are made from paper, which has many layers, in the center of which there is a fastening in the form of a support plate.
- Petal circles – have a special structure; individual segments are stacked on top of each other, forming a fan effect. The main purpose is to create a perfectly flat surface. Typically used for post-processing.
- Diamond blades – used for finishing and finishing of materials.
But universal sandpapers are not always suitable. Sometimes high strength is required, sometimes, on the contrary, you need a soft abrasive that will wear off during processing. For polishing, you often need a flexible wheel that can form a rounded surface.
Even if you only need to select a circle of a certain type, consultants in specialized stores can help you understand the designations specified by the manufacturer, and you can also figure it out yourself by simply studying the instructions supplied by the manufacturer.
It is worth noting that foreign manufacturers may adhere to other labeling principles and designate circles using Latin letters and special abbreviations.
In production, only a technologist or engineer should select disks. This is due to the fact that an incorrectly selected disc can fly apart during operation, damaging the surface being treated. Also, certain segments can harm employees. Even if the circle fits almost completely, this does not mean that with its help you can achieve the desired result. Even the slightest processing inaccuracy can negatively affect the quality of the product.
Instability class
The accuracy class has three values: AA, A and B. The first type is used for work on machines and automatic lines. Class A is quite accurate, and class B wheels are used for less critical operations when processing surfaces.
Instability has four classes (from 1 - the most accurate - to 4 - the roughest). This designation shows the specialist the relationship between the mass of the abrasive disc and the accuracy of its geometric shape. Often the accuracy and instability class markings are indicated side by side.
For example, the grinding wheel we are considering 25A F46 L 6 V 35 B 3 has accuracy indicators B and instability 3.
Thus, circles marked AA have the least imbalance, with accuracy A - 1 and 2, with the letter B - from 1 to 4 classes.
Features of aluminum cutting discs
Special blades for cutting aluminum are produced by only a limited number of manufacturers; the rest usually indicate a broader purpose in the type of material, for example, “for working on non-ferrous metals.” In general, cutting aluminum with a grinder makes sense only for some one-time work. And for large volumes of aluminum workpieces, cutting and cutting machines with special saw blades for aluminum are much better suited. In the photo below: a disc for working on aluminum from Metabo. Pay attention to the hardness class markings (O means “medium hard”) and compare with the markings of the Luga disk.
Binders
The abrasive grains, after being sorted by size, are combined into a single strong mass to form a grinding wheel of a certain shape using a binder.
Binders are divided into inorganic and organic. Inorganic binders include ceramic, silicate and magnesia binders, and organic binders include bakelite and vulcanite binders.
The ceramic bond is fire clay and feldspar. The mixture of binder and abrasive grain is pressed or cast. Cast wheels are more fragile and porous than pressed ones. Different hardness of the wheels is achieved by selecting the composition of the binder, and different porosity is achieved by pressing modes.
The ceramic bond is stable at high temperatures, has great chemical resistance, and therefore allows the use of various cooling and lubricating fluids during grinding. Ceramic bonded grinding wheels are made from normal electrocorundum, white electrocorundum, black and green silicon carbide.
The ceramic bond allows wheel speeds of up to 50 m/sec. Thin circles on a ceramic bond cannot absorb lateral loads.
The silicate bond consists of liquid glass. This bond does not provide a strong fixation of the grains in the wheel, since liquid glass weakly adheres to the abrasive grains. Silicate bonded wheels are used when the workpiece is processed without cooling and at the same time, the machined surface of the workpiece should not overheat. When heated, the binder easily releases dull grains from the surface of the circle, while new sharp grains are introduced into the work.
The magnesium binder is caustic magnesite and magnesium chloride (Sorel cement). Used for making circles from emery and natural corundum.
Magnesium bonded wheels are heterogeneous, wear out quickly and unevenly, i.e. they have low durability. They are very sensitive to dampness, under the influence of which they are destroyed, as well as to elevated temperatures.
Bakelite bond consists of bakelite resin in the form of powder or bakelite varnish. This is the most common of the organic ligaments.
Bakelite bonded wheels are made from all abrasive materials. They have high strength and elasticity, are stable at high temperatures, but their porosity is lower than that of ceramic bonded wheels.
Bakelite bonded wheels operate at speeds of 35-70 m/sec. This bundle allows you to produce cutting wheels with a thickness (height) of up to 0.18 mm.
During heavy work, where the cutting temperature reaches more than 300°, the bond quickly burns out and the grains crumble. Under the influence of alkaline liquids, the bakelite bond is partially destroyed, and therefore the use of coolants with a soda content of more than 1.5% is not recommended.
The vulcanite bond is basically rubber. To make wheels, abrasive material is mixed with rubber, as well as sulfur and other components in small quantities. In special molds under pressure, the abrasive mixture is vulcanized, and the rubber becomes hard and elastic. At temperatures above 150°, the rubber softens and begins to burn out.
Vulcanite wheels are durable and elastic, which allows them to be used for slotting and cutting work. They have good polishing ability and can work with alkaline coolants. When grinding high-carbon steels, wheels on bakelite and vulcanite bonds are used to avoid burns and cracks. Wheels made of vulcanite bond are more elastic than those made of bakelite, but their porosity is less.
Currently, abrasive factories have mastered the production of wheels with fabric pads. The abrasive powder is mixed with bakelite resin and placed in a mold between layers of fabric. When the mold is compressed and heated, monolithic abrasive wheels are obtained, reinforced with gaskets. Such circles are very durable and allow you to work at a speed of 70 m/sec.
Markings on cutting discs
In order for owners of grinders to be able to correctly select consumables in accordance with the upcoming work with this tool, manufacturers of cutting discs apply special markings to them.
Abrasive discs
The following information can be gleaned from the labeling.
- The material from which the nozzle is made is indicated by the first letter: A – corundum, used for cutting metal; AS – electrocorundum (white), cuts stainless steel; C – silicon carbide, cuts stone and concrete well. Metal cannot be cut with this abrasive attachment.
- Next, after the letter indicating the material, there is a number. It means how many abrasive grains are in a unit area. Accordingly, the smaller the grain, the higher the number. If you need to cut steel, then choose a disk with a finer grain - 40 or 60. Coarse-grained disks are used mainly for cutting non-ferrous metals.
- The next parameter is the hardness of the ligament. Indicated by letters of the Latin alphabet (H, I, J, K, L, M, N, O, P, Q, R, S, T). The closer the letter is to the beginning of the alphabet, the softer the connective, and vice versa. For processing soft materials the bond must be hard, and for strong and hard materials it must be soft.
- The last letters indicate the type of ligament. Ceramic discs are marked with the letter V. Such discs are characterized by good water resistance, fire resistance and resistance to chemicals. The bakelite bond is designated by the letter B. Such wheels have good bending and compressive strength, but are destroyed when using alkaline coolant. Also, binders based on bakelite have low heat resistance. At a temperature of 200 degrees it becomes brittle, and at higher temperatures it begins to burn out. The third type of ligament - bakelite with increased strength - is labeled as BF or BU.
- The maximum speed that cannot be exceeded for this consumable. The linear speed of the edge can be specified in m/s or in revolutions per minute.
- Dimensions of the circle in mm: outer diameter, thickness and diameter of the seat.
- Date of manufacture. Usually indicated on a metal insert located around the mounting hole. It is not allowed to install an expired wheel on an angle grinder, since over time it may lose strength and fly apart during operation.
- Purpose of the nozzle. It is indicated what materials the tool is intended for cutting.
- Color coding: blue is used for cutting steel, green is used for cutting stone.
Color coding of diamond blades
Diamond wheels are marked with the following colors:
- orange – for cutting bricks;
- blue cuts concrete and marble well;
- green is used for cutting granite;
- gray cuts tiles, granite and ceramics;
- yellow – alabaster and tiles.
Grinding wheels
Sharpening machines are widely used today for sharpening any type of metal and steel tools: from countersinks, axes, knives to drills and chains. Despite the more than hundred-year history of the development of this machine and the improvement of technology, the main element of the electric sharpener, which directly affects the efficiency of the machine, is the abrasive grinding wheels. On our website you can find a large list of grinding wheels, some of which are presented in the table:
| vendor code | Name | Peculiarities |
| 1801.004 | Grinding wheel for chain sharpening machines T-108/85, T-108/85M | Made of corundum combined with ceramics, which gives it great strength characteristics. |
| 1801 001 | Straight profile grinding wheel 150X20X32 mm for T-150-200/250 (A36) | Thanks to the fine grain, it can produce a clean finishing of the treated surface |
| 2181912502501 | Straight profile grinding wheel 125*16*32 (C25) for T-125/120 | Multifunctional wheel designed for both sharpening cutting surfaces and metal surfaces. |
Classification
A non-professional classification, familiar to many, divides grinding wheels into the following types:
- Discs with so-called “Velcro” - a special fabric that is applied to sandpaper.
- Petal wheels - have a surface made of abrasive material arranged in the form of a fan-like overlay of layers. They are very durable, provide a smooth surface after processing, and are most often used for sanding pipes or wooden surfaces.
- Fiber discs consisting of vulcanized paper with a multi-layer structure. They are attached to the machine using a support plate with the required cross-section. Fiber discs are used for cleaning metal, wood, and steel products.
- Diamond wheels used for finishing. As a rule, they have little strength.
Abrasive disc size
The marking of abrasive wheels by size is written as follows: DхТхН (where D is the outer diameter, T is the height, H is the diameter of the hole). The D parameter can reach a maximum size of 1100 mm, the H value can be up to 305 mm, and the T parameter varies from 0.18 mm to 250 mm.
Read also: Do-it-yourself heating of a private house with electricity
The types of CBN and diamond discs are described in more detail in GOST 24747-90. The marking of the shape of such grinding wheels consists of three or four symbols indicating the cross-sectional shape of the body and layer, its location on the wheel, and also provides information about the design features of the body.
For example, 150x16x32 is the size of a 25A white electrocorundum abrasive wheel.
Reminder when choosing abrasive wheels:
- When choosing the diameter of the circle, you should take into account the number of spindle revolutions and the ability to provide optimal speed.
- The larger the diameter, the less specific wear of the circle. There are fewer grains on the working surface of small circles. So, during operation they wear out unevenly.
- When choosing a diamond wheel, you should take into account the width of the diamond-bearing layer. If used incorrectly, ledges may appear on the surface of the wheel.
Selecting an abrasive wheel
To choose the right abrasive tool, you need to know well the capabilities of the sharpening machine - power, operating speed, and the ability to adjust them. Also, for different types of surfaces to be treated, the appropriate type of sandpaper should be selected.
IMPORTANT! You cannot use the grinding wheel that is “to hand.” Always check that the sandpaper matches the material being processed.
It is also necessary to know whether the operation requires cooling and lubrication of the working surface of the grinding wheel. Failure to comply with the requirements of the abrasive manufacturer can quickly damage the emery wheel itself and damage the workpiece.
It is important to choose the correct grit size of the abrasive wheel
Popular: All about the characteristics of a hair dryer: rating of the best models
Surface treatment should begin with coarse grains, gradually moving to fine polishing with fine-grained sandpaper. By choosing the right tool, you can achieve high quality processing without even being a professional.
note
Worn wheels should not be immediately scrapped; there are special tools for straightening and restoring the surface of the abrasive.
- Electrocorundum wheels are suitable for processing non-carbide metals and composite materials, as well as for sharpening home cutting tools.
For ease of selection, they come in white, orange or blue. The low hardness of the abrasive, combined with the low strength of the bond, allows you to work with soft materials without fear of overheating and scaling. The quality of polishing and sharpening is high. Used for finishing materials. Disadvantages include rapid wear and loss of surface shape due to uneven use (appearance of grooves, rounding of corners). - Abrasive wheels made of silicon carbide are used for primary (roughing) processing, removal of irregularities, processing of welds and sharpening of tools made of hard alloys.
They have a distinct green color. Such abrasives are wear-resistant and retain their original shape well. When working with hard materials, grooves do not form on them. Ideal for sharpening working carbide teeth of circular saws, drills, including pobedit bits. The disadvantage of such circles is high heating during operation. In some cases, it is necessary to supply a cooling emulsion to the work area. - For final polishing and removal of burrs from working with corundum and silicon carbide abrasives, vulcanite-based abrasive wheels are used. In fact, this is not emery - but a polishing disc, harder than felt. Made from vulcanized rubber with the addition of fine-grained abrasive. As a rule, electrocorundum sand. The tool is specific and is not suitable for changing the shape of a workpiece. But with its help you can perfectly smooth the surface being treated. After treatment with a vulcanite wheel, the surface quality can only be improved with the help of felt and GOI paste.
How to choose a grinding wheel, review of markings - video
Types of cutting discs
Cutting wheels for an angle grinder can be either made of abrasive material or all-metal. Depending on the type of material being processed, the type of cutting disc is selected.
For metal
If you need to cut metal, always use bakelite consumables with reinforcing elements. In this case, there must be at least 2 reinforcing meshes.
For ferrous metals, ordinary corundum is used, which contains, in addition to aluminum oxide, impurities of chlorine, iron and sulfur.
For cutting stainless steel, the presence of the above impurities in the cutting wheel is unacceptable, since they cause burning of the steel (overheating). As a result of this, alloying additives can burn out of the stainless steel, and it turns into ordinary steel, as a result of which the cut area begins to become covered with rust. Therefore, it is important to carefully read the information on it before purchasing a disc. A cutting disc for stainless steel is always marked with the letters “AS” and the word “INOX”.
For cutting non-ferrous metals, discs with large abrasive particles are used. For example, a cutting wheel for aluminum, in addition to coarse abrasive, contains special fillers that prevent clogging of the cutting edge.
Users of angle grinders often wonder: what cutting discs for metal are best to use? An ideal grinder disc should have:
- bakelite reinforced bond (RB);
- correctly selected type of abrasive: for stainless steel white electrocorundum (AS), for ferrous metal - ordinary corundum;
- disc thickness from 1.6 to 2 mm;
- outer diameter 125 mm;
- fine abrasive particles if cutting of steel structures is required.
It is not recommended to use abrasive wheels for cutting corrugated sheets, since the cut area overheats and the zinc, the main element that prevents corrosion, burns out of it. To reduce overheating of the material, some craftsmen use a circular metal grinder disc with fine teeth. But in both cases, the cut site must be treated with a special anti-corrosion compound, which can be purchased at a store that sells profiled metal sheets.
For cutting stone
For cutting stone at home, an abrasive disc made of silicon carbide (marked with the letter C) is suitable.
This cutting disc is used for small stone work, as it wears out quickly. But, due to its low cost, this consumable is quite popular among owners of grinders.
An abrasive disc for stone is not suitable for professional use. For these purposes, it is recommended to choose an all-metal cutting wheel with diamond coating.
On concrete
Discs for cutting concrete and reinforced concrete are made from high-strength hardened steel, with diamond chips applied to the cutting part. Also, these cutting wheels can be segmented or solid.
Before you start cutting concrete, you need to determine its type. It can be regular or reinforced (containing a metal mesh). It is also worth considering the age of the concrete.
- Young concrete has abrasive properties, so it quickly wears out the tool. To cut it, it is necessary to use segmented diamond discs for concrete of increased thickness.
- Old concrete is a very hard material. To process it, it is better to use a grinder wheel of moderate thickness.
For cutting reinforced concrete, install a universal diamond wheel.
For cutting tiles and porcelain stoneware
It is best to use solid diamond-coated cutting wheels for cutting ceramic tiles . These discs usually say “Wet cut”. As practice shows, this tool makes an excellent, smooth cut on tiles with a minimum of chips, even without the use of water, although this produces a lot of fine dust.
A solid diamond blade can also be used on porcelain tiles.
By the way, this wheel can be used not only for ceramics, but also for cutting thick glass.
On tiles, of course, you can use segmented (dry) and turbo discs, but the quality of the cut will be very low, since chips will inevitably form along its edges.
For cutting plastic
Plastic can be cut well with a regular abrasive metal tool. But there is also a special saw blade (three-toothed) designed for cutting wood, plywood and plastic. It can be used not only for cutting, but also for longitudinal cuts of material, especially thick ones.
When installing this tool, it is important to correctly determine the direction of rotation of the angle grinder spindle.
It is not recommended to use circular saws with many teeth on plastic and wood, due to the high probability of the tool kickback, which can lead to injury.
Grinding wheels marking of abrasive type
Abrasive material (AM) is an element that removes layer by layer from the workpiece. The properties of AM directly affect the surface of the processed object.
The most popular abrasives, brief properties and specifics of application.
| Type AM | Specifications | Where is it used? |
| Diamond | It is characterized by increased wear resistance, burns at a temperature of 800 degrees | Excellent for fine grinding and finishing of materials characterized by increased fragility and hardness |
| Elbor | Has the same characteristics as diamond. But there is one feature - greater resistance to elevated temperatures. | Widely used for processing hard-to-reach materials, including high-alloy steels and alloys, suitable for sharpening blades made of high-speed steel |
| Electrocorundum | Synthetic material. Features good adhesion to the sanding disc and bonding element | This AM is used to process iron, cast iron, and most types of steel. |
| Silicon carbide | Characterized by increased hardness and elongation of grains | Suitable for sanding materials with low tensile strength. Excellent for processing cast iron, granite, porcelain, glass, ceramics |
Interesting: Each of the above materials has its own subspecies. They are distinguished by a more expanded range of technical characteristics, and therefore can be used to solve any specific problem.
We've sorted out the types of abrasive materials. Now we will provide you with a table of their markings - designation in regulations, for example, GOST.
| Type AM | As indicated in state standards |
| Diamond | AC4, AC2, AC6, AC32, AC50, ARB1, ARC4, ARS3 |
| Elbor | CNB, KNB |
| Silicon carbide green | 62C, 63C, 64C |
| Silicon carbide black | 52C, 53C, 54C, 55C |
| Electrocorundum normal | 12A, 13A, 14A, 15A, 16A,W |
| Electrocorundum white | 22A, 23A, 24A, 25A, WA |
| Chromium electrocorundum | 32A, 33A, 34A |
| Titanium electrocorundum | 37A |
Grinding wheels used in everyday life
For non-professionals, but ordinary people, understanding the classification of this tool with specific terms can be quite difficult. Therefore, it is much easier to classify them by purpose and characteristic features. Thus, we have the following types of grinding wheels:
Self-adhesive Velcro disc - thanks to the application of a special sticky cloth on the sanding paper, it has good adhesion to the sander.
Petal circles - their characteristic features are incredible elasticity, as well as amazing adaptation to any material. This tool got its name due to the fan-shaped direction of the parts of the same name, fixed on a material with an abrasive base. The absence of secondary burrs is one of the main positive characteristics of this device. Such wheels are widely used for processing pipes and other metal materials, but are also used for working with wood and shaped surfaces. The circles have high mechanical strength.
Fiber wheels - use on a grinding machine is possible only if there is a support plate with the required cross-section. To create such a circle, you need multi-layer vulcanized paper. These wheels are used for cleaning surfaces made of wood, stainless steel, metal or steel.
Diamond grinding wheels - experts recommend using for the last stage in surface treatment. But when using this type, you need to remember about its high fragility and low durability, so the work must be delicate.
Types of sandpaper grit
As already mentioned, sandpaper grit is the size of the abrasive fragments. They are measured in micrometers. The smallest grain found in sandpaper is only 3-5 microns, the largest is 1000 microns (this is 1 mm). Based on grain size, fine-grained and coarse-grained abrasives are distinguished.
Usually we are only interested in the grain size or grit of the sandpaper
Russian standards
In order to be able to understand what specific material is in front of you, the dimensions of the abrasive grain are indicated in the marking. But things are not so simple with her. During the USSR, GOST (3647-80) was introduced, the designation according to which still exists, although in 2005 a new standard was introduced (GOST R 52381-2005), which was developed on the basis of pan-European standards. The difference between the old and new GOST is significant.
This marking method is used in some countries of the post-Soviet space.
According to the old standard, the minimum grain size is prescribed. That is, the higher the number, the larger the grain. But we must keep in mind that some of the grains are smaller. In addition, the markings (letter designation) for large and small grains are different. It's worth remembering. For coarse sandpaper, the grain size of the sandpaper is indicated in microns, and after it the letter H is written with a hyphen in front of it - “N”. For example, 63-N. This means that the minimum grain size on the sandpaper will be 63 microns or 630 micrometers (µm). But there will also be larger particles. How much bigger? Slightly smaller than the previous brand. In this case, only 80-N is larger than 63-N, that is, the grain will be slightly less than 800 microns. The second example is 6-H. The grain size is no more than 6 microns or 60 microns, and the largest ones will be no more than 80 microns (since the previous grade is 80-N).
- When marking fine-grained sandpaper, the grain size is indicated in micrometers, and after the number the letter “M” is placed (without a hyphen). Example: 14M. This means that the maximum grain size of sandpaper is 14 micrometers, but there are also finer grains up to 10 microns in size.
- According to the new standard (GOST R 52381-2005), the grain size of sandpaper is indicated by the number of fibers of the sieve through which the abrasive is sifted. It turns out that the lower the number, the larger the grain. The number is preceded by the letter “P”.
As you can see, it's already quite confusing. It is also worth saying that according to the old standard, fine-grained emery can have a double designation - with the letters M and H - as in the table. Moreover, more often the options in microns were in use. Therefore, the smallest grain - 5M or 00-N - is often called zero. This is because it is 3-5 micrometers in size. According to rounding rules, this can be considered zero. This is where the name came from.
Compliance tables for other countries
As we see, the situation is not simple. And there is also the American ANCI (USA and Canada), the European FEPA or its other name ISO 6344, the Japanese JIS and the Chinese GB2478. Moreover, on the market you can find material from almost all these countries/parts of the world. So it is advisable to have at least some data. The most common ones are shown in the tables.
Grit designation table for different standards: coarse grain
Sandpaper grit according to different countries' standards: fine-grained
Please note that next to each column the grain sizes in micrometers (µm) are written. Sizes vary
This may be important for work.
Cutting wheels for angle grinders
An angle grinder is one of the most popular tools. Accordingly, consumables (equipment) for them are a product that is in constant steady demand. The basis of the assortment in many stores is the products of the Luga Abrasive Plant, which is currently the leader in this market. But it’s easy to find not only Luga circles on sale; the choice is more varied than ever - here you have Europe with famous world brands, and Asia. The range in prices for products of different brands is very serious, but what about the quality? But with him the question remains open. What parameters are used to evaluate the quality of, for example, a cutting wheel for metal? Maybe in terms of the number of cuts - the more you cut, the better? This option seems obvious, but it only seems to be a one-sided assessment. The objective picture consists of many different parameters. The editors of the magazine "Tools" conducted independent testing of cutting wheels for angle grinders. We tested wheels for cutting steel with a diameter of 230 mm and a thickness of 2 to 3.2 mm. The tests were carried out in Ivanovo, at the site of JSC ISMA, one of the domestic manufacturers of abrasive materials and equipment. In this article we will provide a detailed report of the results, and also explain why we tested there, which circles were chosen and why, what was the independence of the tests and how the results should be understood. But first, as usual, a little theory.
What is a cutting wheel?
Cutting wheels for angle grinders are available in two types - the so-called type 41 and type 42. The first are completely flat, the second - with a recessed sleeve (for this shape they are sometimes called cup-shaped). 42-type circles are more convenient if, for example, you need to cut off a protruding piece of reinforcement flush with the wall - a cup circle allows you to make a cut almost parallel to the wall. But they are more difficult to produce and are less common than the “forty-one”. For the test, we tried to take exactly the “forty first” circles, but there are also “forty second” ones - these are Hitachi. At the time of collecting samples, Hitachi flat wheels were not available, so we took the “forty-second”.
The marking of a cutting wheel for an angle grinder may look something like this: A 30 S BF or A 24 S BF: the first symbol is the type of abrasive grain (A is normal electrocorundum, AS is white electrocorundum), the number is grain size, S is hardness (according to the European scheme designations, in Russia the markings T1, T2, etc. are used), B - bakelite bond, F - the presence of reinforcing elements (mesh). Cutting wheels for angle grinders are always made on a bakelite bond and always with reinforcing elements, that is, with a fiberglass mesh. Moreover, there must be at least two meshes if we are talking about cutting wheels (up to 3.2 mm thick). Three grids are used for grinding wheels.
Normal electrocorundum (aluminum oxide) is used on wheels for cutting ferrous metals. White electrocorundum is essentially the same aluminum oxide, but with a lower content of impurities, such as iron. The aluminum oxide content in it reaches 99%. White electrocorundum does not give such a burn as normal, so it is used to produce wheels for cutting stainless steel. The fact is that burning is unacceptable for stainless steel - when overheated, the alloying additives burn out and the stainless steel turns into ordinary steel, and the corrosion process can begin at the cut site. It is clear that this is unacceptable.
There is also zirconium electrocorundum, which has the hardest grain among all corundum materials. Wheels based on it are intended for cutting and grinding rails, as well as for rough grinding. Their grain is very large, and the wheels themselves are very hard - all this increases their resource. For cutting non-metals (concrete, brick, marble, granite), a completely different type of abrasive is used - silicon carbide. Although now diamond wheels are increasingly used for such materials.
As for grain size, each manufacturer has its own recipe. The grain size is reflected in the labeling. The tests involved circles with different compositions, from A 24 (this is 710 microns) to A 36 (this is 500 microns). Depending on the size of the fraction, manufacturers select the optimal composition of other components, because everything is interconnected. For example, the 710 mm fraction has large grains, and if you don’t get the quality and quantity of the binder right, it can simply be torn out of the circle. With a grain size of 500 microns, there is another danger - if you overdo it with hardness, the wheel will turn out to be completely ineffective. It will not cut, but burn. It’s the same as trying to cut iron on iron—it will cut, but only due to heat. The hardness of the wheel is determined by the recipe and pressing pressure.
In addition to the abrasive itself and the bakelite binder, the wheel contains various fillers. Each manufacturer selects their composition independently.
By the way, the different chemical composition of wheels from different manufacturers is noticeable even by the smell during operation: from neutral to pungent, sharp.
An example of a clean cut without burns or burrs
The third important element included in the circles is fiberglass mesh. As already mentioned, in a circle intended for an angle grinder, there should be at least two of them. The mesh prevents the wheel from breaking at high speeds and under lateral loads, which cannot be avoided when operating an angle grinder. This is not a machine, and when you hold the tool in your hands, there will always be slight deviations in one direction or another, leading to the bending of the circle. It must withstand such deformations. It is the mesh that gives it the necessary strength.
The thicker the mesh, the stronger the circle. On the other hand, the less abrasive there is in the wheel, and, accordingly, the lower its efficiency. The manufacturer is forced to seek a balance, selecting meshes of optimal thickness so that the circle has both sufficient strength and good performance.
We will return to the mesh and its role in the operation of the abrasive wheel when we talk about safety.
Finally, it is worth mentioning one more element that makes up the wheel for an angle grinder - the calibration sleeve. It's a metal ring in the center. This is necessary so that at the final stage of production it is not necessary to carry out calibration drilling of the mounting hole. The second function of the bushing is to protect the angle grinder shaft from wear.
Wheel quality criteria
Fatigue. Now we can at least roughly formulate the requirements for the quality of wheels. The number of cuts is not an unambiguous characteristic, because the two most important quantities for the user - cutting speed and durability when operating an angle grinder - are “in antiphase”. The more durable the wheel, the slower it will cut. The opposite is also true - a wheel with a low cutting speed will last longer. So you have to balance between these two parameters.
Burns and burrs.
The quality of the cut is also assessed by the burn and the size and number of burrs. Burning is heating of the metal being cut, accompanied by the appearance of tarnish. Such heating changes the physical and chemical properties of the metal being cut, and this is not always acceptable, for example, if after the cut it is intended to connect the cut structures by welding. Burning can affect the quality of the weld. That's why the smaller it is, the better the quality of the cut.
The second parameter is burrs. Usually they directly depend on the grain size: the larger the abrasive grain that is part of the wheel, the larger the burrs. Why are they bad? Because they require additional mechanical processing of the cut parts. Imagine that you are cutting a pipe, and the burrs block part of the internal cross-section of this pipe - it is obvious that they need to be removed. All this increases the labor intensity of the work, and, accordingly, the cost. That is why it is generally accepted that the fewer burrs, the better the circle.
Snacking.
Biting, in its essence, is a short-term loss of the cutting ability of a wheel. It is not so easy to formulate the reason, but usually, other things being equal, it is generally accepted as such that the hardness of the wheel itself is excessive for the given conditions (material of the workpiece being cut, feed speed, rotation speed of the wheel). Let us repeat - precisely “for these specific conditions”, since on a workpiece of the same shape and size, but made of a different grade of steel or at a lower feed speed, biting may not be observed. So this phenomenon in itself is not yet an unambiguous indicator of quality, but it should not be discounted.
Safety
And perhaps the most important parameter is safety. The linear speed of rotation of the circle is 80 m/s (at the edge): if it suddenly flies apart at full speed, it will not seem like much. To be fair, it is worth noting that in such situations it is often the worker who is to blame (removing the casing, installing a circle with a larger diameter than the design of the angle grinder allows, or even a saw blade from a circular saw), but this does not negate the requirements for the safety of the circle. They are set out in GOST R 52588-2006, which states that for cutting wheels for angle grinders, the minimum permissible speed of destruction of the wheel must be at least 150 m/s. That is, an almost double safety margin is required compared to the operating speed. A significant contribution to this strength, in addition to the ligament, is made by the reinforcing mesh, which is why it is so important.
Abrasive wheels, as potentially hazardous products, must undergo certification. Many of the tested wheels have the European standard EN 12413, which is a safety certification. It confirms that this type of product meets all specified standards.
It must be said that the safety requirements in EN 12413 are very stringent, they include testing for tensile strength, bending and resistance to lateral loads. The latter is tested in three ways: by single-point and three-point load, as well as by impact testing. It would seem, what is the point in resistance to lateral loads, where do they come from? Anyone who has ever cut metal with an angle grinder knows well that even when working in a vertical plane (and this is the simplest case), lateral load cannot be avoided; all you need to do is shake your hand a little. But there are much more complex situations.
The loss of one, even a small, segment can already be considered a complete breakdown of the circle, after which its further operation is unacceptable. In this case, an imbalance appears, which at high speed leads to strong vibration, which, in turn, leads to the final destruction of the circle.
For a Russian buyer, confirmation of the safety of the wheel he is purchasing should be the GOST and PCT designations, indicating that the wheels are properly certified in Russia and their safety has been verified. By the way, on some Chinese samples from among the test participants nothing was indicated - neither GOST, nor EN. That is, it is impossible to understand whether they underwent at least some kind of verification.
“Our” GOST R 52588-2006 can be said to be “written off” from EN 12413, that is, it contains the same requirements. It should be noted that until recently, cutting wheels for angle grinders were subject to mandatory certification in the relevant organizations, and it was precisely this verification that made it possible to apply GOST and PCT marks to the label, which gave the right to sell similar products in the Russian Federation. However, now the situation looks vague: it seems that GOSTs are going to be canceled, and what regulatory documents will act instead of them in the event of cancellation is still unclear. Logic dictates that mandatory certification should be retained, because otherwise the market will certainly be filled with products of unknown quality, made literally “on the knees.”
Best before date
Installed for all wheels - it is usually stamped onto the calibration sleeve. In fact, GOST allows the wheel to be used even after the expiration date, but after testing in a special machine (SIP). Each specimen is subject to testing, but the methodology is not the same as that used in our test. We adopted the most severe method - acceleration until the circle is completely destroyed, while tests before operation involve acceleration to only 1.1 times the operating speed.
What determines the shelf life of a cutting wheel? It contains various polymer compounds, but they are not absolutely stable and change their properties over time. Storage conditions also play an important role: dampness, direct sunlight - all this can greatly reduce the life of the circle, even if its shelf life has not yet expired.
Test methods and conditions
Unlike most of the tests conducted by our editors, when mainly subjective aspects are assessed, such as ease of use, the cut-off wheel test is as objective as possible, because almost all important parameters could be measured.
For testing, we took four copies from each batch of circles. First of all, everyone’s “geometry” was measured - the outer diameter and thickness at four points. Next, the sound index (this is a characteristic showing the hardness of the circle) and imbalance were measured. After this, the first three samples were tested for the number of cuts, the last one was tested for mechanical strength.
The test for the number of cuts was carried out on a special automated machine 8G240. The only thing that had to be done manually was feeding the workpiece. The feed speed of the circle and its rotation frequency were fixed. We cut a steel bar with a diameter of 28 mm, steel grade 45. The feed speed of the circle was approximately 370 mm/min, the rotation speed was 6360 rpm. The power of the engine rotating the circle is 15 kW.
The rod was cut until the circle was reduced in diameter to approximately 150 mm. After this, it was already possible to calculate the grinding coefficient - this is a parameter that uniquely characterizes the performance of the wheel. Its physical meaning is the ratio of the area of the cut metal to the area of the worn circle.
The fourth circle was tested on a SIP-300 machine. It consists of a round steel chamber with 15 mm thick walls, a high-frequency electric motor that develops speeds of up to 24,000 per minute, and a control system that allows you to smoothly increase engine speed. Having secured the circle on the spindle of the device, we accelerated it to 13,750 rpm. This speed obviously exceeds the requirements of GOST R-52588-2006, and if the circle did not fly apart at such a speed, this meant that it complied with safety requirements. If the circle did rupture, then we detected the revolutions at which this happened and calculated the linear speed of the rupture.
The circles that passed the SIP test and did not break were broken after the tests. This also meets the requirements of GOST - these circles have experienced an extreme load, after such a test they are subject to destruction.
Results presentation form
All measurement results are presented in the table. To make the test as objective as possible, we published in the table only the data to be measured, that is, specific numbers about the imbalance, the number of cuts made, etc. We did not include the subjective component (our own impressions of which wheel cuts better and which worse) in the article - against the background of completely reliable figures, this information looks indecently “personal”. Therefore, we publish only the “bottom line”, that is, exclusively numbers.
Finally, before the results are announced, here are some obvious questions and their answers.
Why ISMA?
This is the enterprise closest to Moscow, which has all the equipment necessary to conduct such tests. We conducted the first test of cutting wheels several years ago here. It is quite logical that this is where we turned when we decided to conduct the test again.
Why are there no ISMA circles in the dough?
JSC ISMA refused to participate in the tests so as not to give rise to accusations of bias. Note that the tests themselves were ordered and paid for by the editors of the journal, and not by any of the participants. We suggested that the management of ISMA CJSC select circles for testing in the following way: form a “commission” of editorial staff, representatives of the ISMA plant and representatives of companies that came for testing, go to the warehouse in this composition and there randomly select a package from a large batch. Moreover, the choice had to be made, of course, not by an employee - from the editorial office or from invited companies. As a result, this idea was abandoned - no matter how authoritative the commission may be, someone will still have doubts about its objectivity.
What is the origin of the tested wheels? Is there any confidence that these are normal circles and that they were stored under normal conditions?
The bulk of samples were provided to us by Moscow representative offices of manufacturing companies or large dealers. We bought some in large stores or in a company store (Hilti), keeping all the receipts. The table indicates the origin of each sample. As for storage conditions, in our opinion, it is unlikely that reputable reputable companies will have warehouses with leaky roofs through which rain or melt water pours right onto the boxes with cutting wheels.
How can you confirm that the results of your test are not a “spherical horse in a vacuum”?
This is perhaps the main argument of critics of this test. They say that in reality no one cuts such a thick rod with an angle grinder. In general, GOST orders that circles be tested only on pipes of certain sizes, but in this test this requirement is violated, and the results absolutely do not correlate with actual operation, for example on construction sites.
It should be noted that it is quite difficult to argue with such an argument. Yes, GOST states that tests of cutting wheels for hand-held and portable machines, which include angle grinders, should be carried out on a pipe measuring 21.3x2.8 mm made of grade 10 steel. But the simplest calculations show that in this case, to carry out the test we need I would have to register in Ivanovo, buy a carload of this very pipe, stock up on endless patience and be alone with the cutting machine for about three or four months. So I had to use a 28 mm rod to speed up the testing process. But even with the rod I had to tinker for almost a week.
However, we still took certain steps to check whether the results obtained on the rod could be extrapolated to the pipe, as GOST dictates. We took three samples of circles (Pureva, LugaAbraziv and “Bison”, all 2.5 mm thick), made 100 cuts with each circle on a pipe made of grade 10 steel with a diameter of 21.5 mm and a wall thickness of 2.55 mm (this is very close to requirements of GOST) and measured how much the circles decreased in diameter. The results are shown in a separate table. As you can easily see, they are quite comparable on a bar and a pipe, which allows us to say that the test is objective, and you should not expect fundamental changes when cutting a pipe rather than a rod.
And one moment. This time, the companies that provided the circles for testing had the opportunity to send their representatives to the test to personally observe the process. We invited everyone, not everyone responded, but many responded. Among those who found the time and energy to come are employees of the Russian representative offices of Bosch and DeWALT, Tertsiya, Aktivmontazh, Global Rivet, Mileto and Luzhsky Abrasive - a recognized leader in the market of accessories for angle grinders. At the same time, various discussions regularly arise regarding the quality of products, and opinions are often diametrically opposed. Therefore, we decided to test the “Luga” as thoroughly as possible, and in the end we tested, firstly, two types of circles (2.5 and 3.0 mm thick), and secondly, there were as many as five batches of them. Three-millimeter circles were also provided by Paliart-Abrasive, we bought another batch from the A-Class Instrument store, which at the time of the “test purchase” was located in Moscow at 5th Donskoy proezd, 23, building 1 (in June this store moved to the Kashirsky Dvor - 1 market). There were two batches of circles with a thickness of 2.5 mm, one was provided, the second was purchased in the same A-Class Tool store.
To complete the picture, we are publishing a comment from the head of the central laboratory of JSC Luga Abrasive Plant, Ekaterina Vyacheslavovna Gavrilova, who was present at our tests.
“Our plant is a leading manufacturer of abrasive wheels both in Russia and abroad. The quality of our circles is evidenced primarily by sales volumes in Russia and Europe. In 2009, the export volume of our products amounted to $23 million.
Our plant has modern Italian equipment for testing for compliance with GOST and European standards. We carry out cutting coefficient tests on an automatic Italian machine, which completely eliminates the human factor.
Due to the fact that 30% of our products are supplied to Europe, we carry out tests based on the wishes of European consumers. Thus, we test cutting wheels for hand-held machines on a pipe (which corresponds to GOST) or a profile. Tests on a bar, and even of such a diameter (28 mm), will give a biased picture, since the results will be very different from cuts along the profile, and the consumer, as a rule, cuts a corner, bar or sheet, and extremely rarely - a bar of this diameter.
Mechanical strength tests were carried out on SIP-300; this is an outdated machine that has not been produced for more than 20 years and does not meet modern requirements for such machines (vibration, beating, etc.)"
.
EDITOR'S COMMENT
Before starting work, the SIP-300 machine was checked for runouts; all indicators were normal. The assumption about the influence of beating on the test result would look more reasonable if not for one point - non-compliance with GOST requirements was recorded for wheels from only one manufacturer, all others passed the test successfully.
Comment from the commercial director of the Hitachi Power Tools Netherlands B.V. branch Semyon Morozov. “ When we launched the Hitachi-Luga line at the Luga Abrasive Plant, we carried out the necessary tests. The finished product met all the requirements of Russian and European standards and, thanks to its affordable price, even became in demand in some European countries in the equipment market for professionals. The established line has been operating for just over a year now under the guidance of highly qualified specialists from the Luga plant, and all this time we have not had the need to introduce additional quality control. Judging by a test conducted by Consumer magazine, the picture may have changed today. In this regard, we intend to take the necessary measures on our part to improve the quality of Hitachi-Luga cutting discs
».
We were provided with two types of wheels for testing - the “universal” Premiumflex series and the professional Promax series. We were the first to test the “universal” ones, and the results, let’s say, were impressive - we cut a lot of samples, the cut was very clean and of high quality, with minimal burrs. We expected even more impressive results from the Promax professional wheels, and imagine our surprise when they showed almost the same result as the Premiumflex in terms of the number of cuts. Naturally, this raises questions, especially considering the significant difference in price. The answer was found after mechanical strength tests. What seemed like a bad marketing decision turned out to be completely justified and logical.
The “universal” circle of the Premiumflex series successfully passed the strength test, breaking only at a speed of 13,450 rpm (161.9 m/s). As you can see, it fully complies with GOST. The Promax series wheel withstood a maximum of 13,750 rpm. It is this difference that accounts for the higher price. And there are good reasons for this. But we ourselves would hardly have guessed about them, because few people in Russia recognize these reasons as significant.
Let's explain the situation. In Europe, in all large construction companies, workers are officially employed, and the concept of “labor safety at work” there is by no means an empty phrase. In our country, no one counts laborers on construction sites. If suddenly a European worker is injured as a result of a broken angle grinder, the consequences for the employer will be very, very dire. Therefore, Rottluff has included a significantly larger margin of safety in the “pro” circles than in the “domestic” ones. Presumably, there is a thicker mesh, and if so, then there is less space left for abrasive grain.
So it turns out that professional circles cut in the same way as “universal” ones (let us mention once again that their overall quality is at a very high level), but are distinguished by a higher level of safety (although “universal” ones fully comply with all requirements).
You will not find these circles on sale. The samples provided for testing were from a pilot batch, that is, from the first one that was supposed to go to stores. It was produced at the Sun-Flex plant (China) according to technical specifications, but during testing it showed a level of quality that did not correspond to the customer’s technical specifications. The company decided to discontinue production of disks at this plant and not release this batch of disks for sale.
The tests involved two batches of Kraton circles of different thicknesses - 2.5 and 3 mm. Thicker circles showed results at a level quite expected for products from China. However, it must be said that this result is quite decent - it is no longer a secret that abrasive equipment production technologies in China have undergone significant development over the past few years. This will become obvious if we compare the current test results with the results of the last test, when the “Chinese” made one and a half to two dozen cuts, no more.
But the thinner circles, frankly speaking, surprised me. They exceed the “average Chinese” ones in all respects and are quite comparable in quality to the products of European brands. Each circle made over 50 cuts, without burns or burrs, mechanical strength is normal... and at the same time it costs a little more than 40 rubles. Fantastic?
We asked representatives to clarify the situation (without disclosing the test results). Perhaps it would be most appropriate here to simply quote the answer received, without adding or adding anything: “The quality of our circles is really good. But the markup on circles is symbolic - 1%, which is why the prices are like that. It so happened historically that circles are an image product for us. We cannot sell them in large quantities with such a markup (it is absolutely unprofitable), but we also do not want to raise the price (we will fly into a different price segment). We have a circle of regular customers that we don’t want to lose.”
Typically, the test set consisted of four circles - we tested three for the number of cuts, one for mechanical strength. We had only three wheels at the Perm Abrasive Plant. We tried to buy them in Moscow, but this turned out to be an unexpectedly difficult task - they were not available anywhere, no matter where we turned.
Due to the transfer of production to another plant and the planned improvement of the quality of its product, the company decided not to participate in the publication of the test results.