A concrete drill is a specially designed drill whose cutting part is made of alloys based on tungsten and titanium. A drill of this design is designed to drill brick, concrete, stone and marble. A properly sharpened sds drill is the key to quick drilling and savings. The drill has two functions simultaneously:
- It acts as a twist drill.
- Breaks material like a chisel.
Most often, concrete drills are a rod with a soldered tip made of carbide material.
Unlike a drill for concrete and stone, the sds plus drill is used when working with a hammer drill. The tool is affected not only by the force in the plane of rotation, but also by the impact force. The drill operates under very harsh conditions.
During operation, any cutting tool becomes dull, including drills and drills. Tools heat up and drilling time increases.
In a hammer drill, the drill also experiences shock load and the question arises of how to sharpen the drill for concrete.
A few tips during the drilling process to extend the life of the concrete drill:
- Constantly monitor the heating of the tool, preventing it from overheating.
- Do not cool a heated drill or drill by sudden immersion in water.
- When drilling ceramic tiles, do not use the hammer drill mode.
Sharpening drill bits for concrete
Concrete drills are made of a hard special alloy.
Drills most often have a soldered tip made of a very hard alloy based on titanium and tungsten. These drills can be used to drill stone, concrete, brick, ceramics, marble and some other similar materials. Drills for concrete with a tip made of titanium and tungsten alloy, used for drilling stone, brick, marble, ceramics.
It is necessary to distinguish between drills and concrete drills.
They differ in the shape of the shank. The concrete drill is designed for an impact drill and has a standard shank shape, the same as an ordinary drill for metal or wood. The drill is intended for a hammer drill and has a shank for an SDS-design chuck. Today, there are 2 types of SDS shanks: some have a diameter of 10 mm, and others have a diameter of 18 mm.
To drill reinforcement, it is necessary to replace the drill with metal drills.
It should be borne in mind that the concrete device is designed to work with stone, concrete, ceramics and other similar materials. They should not drill into wood or metal. If, while drilling concrete, the drill comes up against steel reinforcement, you will need to replace it with metal drills, and then drill through the reinforcement. After this, you can continue drilling into concrete.
Today, there are methods that make it possible to sharpen such structures on concrete in such a way that they can also drill into metal. However, these methods are considered to be artisanal, and therefore, their use is not recommended.
Work process
When drilling (drilling) solid concrete, it is necessary to monitor overheating. Every 10-15 seconds you will need to let this drilling structure cool down. Under no circumstances should you cool it with water or any other liquids. High-quality modern drills can withstand fairly high heat (more than 1000 degrees).
It happens that a hard stone can get caught in concrete. If an impact drill is used, it may not drill through the stone.
In such a case, you can take a special chipper or some old similar drilling device for concrete and, using a heavy hammer or sledgehammer, you can try to manually crush such a stone. After this, you can continue with the drilling process.
The hard stone in concrete is crushed by hand using a heavy hammer or sledgehammer.
Drilling into stone and hard concrete is a somewhat labor-intensive process, especially if you plan to use an impact drill.
In some difficult cases, for example, when you need to make holes in ceilings or load-bearing walls, you should use a hammer drill in impact drill mode.
Especially when making a suspended ceiling and it is necessary to make holes to secure profiles in the concrete floor, you should not try to work with a drill. The apartment owner will only get tired and lose some time.
Sometimes concrete drills are sharpened using a grinder with a diamond blade. If the work is carried out using a hammer drill and there are high-quality drills, they will not require sharpening.
Do not use the impact drill mode when drilling ceramic tiles. Ceramics must be drilled using a concrete drill, but in the mode of an ordinary drill. Do not press too hard, otherwise the tile may crack.
Basic Rules
Dull concrete drill bits can be sharpened on a corundum grinding wheel.
Like any cutting tool, concrete drills will gradually become dull and lose their properties.
However, at home this happens somewhat slower, and therefore the cutting tool is most often not sharpened at all - the easiest way is to purchase a new one.
However, if there is such a need, carbide tips of drills can be sharpened on a corundum grinding wheel in the same way as ordinary devices.
It is imperative to take into account the fact that concrete drills are afraid of heating when sharpening - in this case, the carbide plates fall off and crack. Therefore, the tip will need to be cooled with water from time to time, and then ensure that the drill does not get too hot on the sharpening stone.
If the tip does get hot, it is strictly forbidden to immerse it in water - the plate will immediately burst. This drilling device must be allowed to cool slowly and gradually in the air.
To protect the drill bits from heating up when sharpening, the tip must be cooled with water.
In case of correct sharpening, the cutting edges must be straight, and their intersection must exactly coincide with the axis of rotation of the drill. If the length of the cutting edges is not the same, the short one will be less loaded during operation than the longer one. Consequently, the long one will become dull much faster.
In addition, under the influence of increased loads from the longer edge, the drill may begin to be pushed away from the axis of rotation. As a result, the drill may break.
If the sharpening angles of the cutting edges turn out to be different, only the edge that has a larger sharpening angle will work.
This can also lead to the risk of breaking the drill during operation and to a one-sided load.
Several ways
A drill, penetrating into the material being processed, must come into contact with the workpiece exclusively with its cutting edges. All other points on the flank surface must have clearance with the bottom of the hole (cutting surface). For clearance to exist, the shape of the back surface must be different from the shape of the bottom of the hole.
There are a fairly large number of possible sharpening methods that make it possible to create the desired clearance angles, the gap between the back surface of the drill and the cutting surfaces. Depending on the shape that the back surface will receive, they can be divided into helical, conical and flat sharpening methods.
Using a conical sharpener
When conical sharpening a drill, it is necessary to correctly set the geometric parameters.
Conical sharpening is the most common method. The drill is installed in a prism, which has the ability to swing around an axis that is inclined to the working surface of the grinding wheel. The swing axis and the drill axis are crossed. This means that they will lie in two parallel planes.
The drill, which is fixed in the prism, is brought to the grinding wheel. The rear surface will take the shape of a section of a conical surface. The vertex of the cone will lie at the intersection of the generatrix of the working surface of the circle with the swing axis.
Depending on the geometric sharpening parameters that were specified. When conical sharpening you should adjust:
- The distance between the crossing axis of swing, which is the axis of the sharpening cone, and the axes of the drill (h).
- Distance from the drill axis to the tip of the sharpening cone (H).
- The angle of intersection between the axis of the sharpening cone and the axis of the drill (o).
- Half the sharpening cone angle (b).
Two types of conical sharpening are used:
To obtain other values for the inclination of the transverse edge, change the parameters and settings.
- The tip of the sharpening cone is located higher than the tip of the drill. In this case, the settings will be as follows: a = 45 degrees, b = 13-15 degrees, H = 1.9D, h = (0.05-0.08)D. The angle of intersection of the axis of the drill and the cone in this case is less than the angle φ0 between the axis of the generatrix of the grinding wheel and the drill.
- The tip of the sharpening cone is lower than the tip of the drill. The distance of the tip from the drill is H = 1.16D, half the sharpening cone angle b = 30-35 degrees, the intersection angle of the drill axis and the cone axis is o = 90 degrees, offset h = (0.05-0.08)D. For this type of sharpening 0 > f0.
The specified installation parameters are capable of providing clearance angles for the peripheral point a = 5-7 degrees, a leading angle 2f = 116-118 degrees, and an inclination angle of the cutting transverse edge Ф = 55 degrees.
If there is a need to obtain other values of the rear angles a and f (inclination of the transverse edge), the setting parameters should be measured.
The clearance angle is adjusted by changing the distance h between the crossing axes of the drill and the sharpening cone. The inclination angle of the cutting transverse edge (φ) is by rotating around an axis, the planing angle is a change in the angle o and b. With increasing distance between the axis of the drill and the axis of the sharpening cone (h), a will increase, and angles φ and 2φ will decrease. An increase in o, b and H, on the contrary, reduces 2f, f and a.
The clearance angle, which is measured in cylindrical sections, increases as it approaches the drill axis during conical sharpening.
Cylindrical section of the drill.
The first type of sharpening is capable of creating a sharper increase in the rear angles. Such a change in the rear angles is favorable. This is explained by the work of the drill. In addition to the rotational movement during operation, the drill will move along the axis.
Consequently, the trajectory of each of the points is a helix. This line is inclined to the cutting plane, which is determined without taking into account the axial movement of the drills at an angle m.
Its value is determined by the formula tg m = So / pD, where So = feed, mm/rev.
The actual clearance angle will decrease by a value of m. The closer the point in question lies to the drill axis, the more the clearance angle, which is measured during operation, will decrease. Consequently, an increase in clearance angles closer to the axis, which can be obtained with conical sharpening, will help increase durability.
Use of screw
When using the screw method, automation of the sharpening process is possible.
Screw sharpening is the method that makes it easiest to automate sharpening. The drill will be given rotation and two translational movements, which are coordinated with it, in relation to the grinding wheel.
One of the movements is directed along the generatrix of the circle, the other along the axis of the drills. Oscillating is the movement along the generatrix of the circle parallel to the cutting edge, because it will not create back angles.
The backing movement is along the axis of the drill. During the screw sharpening process, there are 2 sections on the cutting edge: section 0-1, which is located on the diameter of the core. Sanded with a wheel edge. Section 1-2 of the circle's generatrix.
In section 0-1, a sharpening of the jumper can be observed. In this section, the plan angle will decrease by the value of the angle v, which is formed by the vector vc.
It is equal to the sum of the oscillation vectors v0 and the backing vectors v3 with the direction of the oscillation vector.
In a cylindrical section, the back angle in section 1-2 will be determined by the value of the backing vector: tg a = 2 | v3 | / (wD) or tg a = 2H3 / (nD), where H3 is the backing stroke, w is the angular speed of rotation of the drills.
The oscillation stroke is assumed to be approximately equal to or slightly greater than the core diameter. Relief angles will increase with increasing backing stroke. The clearance angles will not change as the oscillation stroke increases.
Diagram of screw drill angles.
Just as with conical sharpening, with helical sharpening the clearance angles, which are measured in a cylindrical section, increase as they approach the axis of the drill.
In this case, the increase in the rear angles occurs to the same extent as their decrease as a result of the peculiarities of the drilling kinematics.
Consequently, when setting even small clearance angles on the periphery, it will be possible to obtain clearance angles of the required size close to the drill axis.
When sharpened with a screw, the transverse cutting edge will become less durable as a result of sharpening. This will worsen the operating conditions of drills during drilling of strong and hard materials and cause increased wear of the transverse edge due to increased specific loads.
In the process of drilling materials of relatively low strength (aluminum alloys, cast iron and others), the strength of the tips will be quite sufficient. The drill can easily penetrate the material being processed. This can significantly improve drilling productivity and accuracy.
When working with solid carbide drills, two-plane sharpening can provide high durability when drilling material of relatively low strength and hardness - aluminum alloys, cast iron, non-metallic materials. When drilling hardened and difficult-to-cut steels with two-plane sharpening, increased wear of the cutting transverse edge near the centering point at the tip will be observed.
Types of Ice Pick Knives
The cutting part is made according to accepted international standards, from steel grades R18, R9, R12, R6M5K5 and hardness from 62 to 72 HRC units.
Special cold hardening gives the knives the desired properties, such as:
- Protection against breakage and deformation;
- Impact resistance;
- Resistance to dampness;
- The ability to periodically sharpen them yourself.
They are divided into several types according to the type of cutting part and are universal in use:
- With two straight edges (requires caution when completing drilling, as “biting” often occurs at the exit);
- With a rounded edge (suitable for wet, sticky ice);
- With a stepped edge (more designed for strong, “dry” ice);
- With serrated edge (for loose and damp ice);
- Triangular in shape with three cutting edges (rarely common type of knives, claimed to be suitable for all types of ice).
Over time, with use, the knives will definitely become dull. Due to the hardness of the ice, sand and small pebbles contained in it. On the spot, while fishing, you can temporarily sharpen them, having with you an ordinary sharpening stone or a needle file. But this must be done thoroughly with a special tool. There are two options: mechanical sharpening on a machine and manually.
How to properly sharpen an sds plus and sds max drill for concrete for a rotary hammer
A concrete drill is a specially designed drill whose cutting part is made of alloys based on tungsten and titanium. A drill of this design is designed to drill brick, concrete, stone and marble. A properly sharpened sds drill is the key to quick drilling and savings. The drill has two functions simultaneously:
- It acts as a twist drill.
- Breaks material like a chisel.
Most often, concrete drills are a rod with a soldered tip made of carbide material.
Unlike a drill for concrete and stone, the sds plus drill is used when working with a hammer drill. The tool is affected not only by the force in the plane of rotation, but also by the impact force. The drill operates under very harsh conditions.
During operation, any cutting tool becomes dull, including drills and drills. Tools heat up and drilling time increases.
In a hammer drill, the drill also experiences shock load and the question arises of how to sharpen the drill for concrete.
A few tips during the drilling process to extend the life of the concrete drill:
- Constantly monitor the heating of the tool, preventing it from overheating.
- Do not cool a heated drill or drill by sudden immersion in water.
- When drilling ceramic tiles, do not use the hammer drill mode.
Tips for sharpening a drill bit at home
Before you learn how to sharpen a drill or drill for concrete, you need to clarify the main design features of the tool.
The working edge of the drill is formed by the convergence of the front and rear edges. The angle between the front edge and the axis of the drill is 30°. The angle between the rear edge and the axis of the drill has a value of 60°.
The working edges of the drill should form an angle of 120°.
This is what a sharpened drill looks like
There is an opinion that the sds+ drill for concrete does not require sharpening and is replaced with a new one after complete wear. This version is especially warmly supported by workers in construction tool stores.
But by learning how to sharpen a drill or auger correctly, you will see that the life of the drill can be significantly extended.
Sharpening a drill involves setting the cutting edge of the drill to the desired shape. Both the front and back edges of the drill are sharpened.
When inserting a drill into a material, only the cutting edges of the tool should work, and the back of the drill should not touch the surface being processed.
At any time during the drilling process, the back surface of the drill must have a gap with the surface being machined.
Otherwise, the tool not only drills poorly, but also quickly heats up, becomes dull, and collapses.
Important tips on how to sharpen a metal drill correctly.
Methods for sharpening drills for concrete
How to sharpen a drill bit for a hammer drill and with what? Pobedit is a very strong alloy and cannot be sharpened with regular sandpaper and a stone. Correctly sharpening a drill or auger for concrete can only be done with diamond or abrasive wheels made of silicon carbide or CBN. We highly recommend buying a diamond wheel for sharpening the tool; it will last a long time and the tool will be sharp.
Work order
The wheel must be installed on the sharpening machine. Sharpening on a sharpening machine is carried out in strict compliance with safety precautions. The thrust bearing is installed with minimal clearance, work is performed without gloves, and the eyes are protected by a special shield or glasses.
Before sharpening, it is necessary to correct the peripheral surface of the wheel using a CBN insert, that is, to level the sharpening surface of the stone.
Before moving on to the answer to the question of how to sharpen a drill bit for concrete at home, let’s take a closer look at the sharpening process.
Drill bit with insert for working on concrete
We will carry out standard sharpening of drill bits for concrete.
Having secured the device, place the drill on it and bring it to the surface of the sharpening stone so that the cutting edge is parallel to the plane of the sharpening stone.
We sharpen both edges, checking their symmetry for clearance and the angle between them at 120°.
Let's move on to sharpening the leading edges
The drill rests on a fixture that provides an angle of 30°. The drill is brought to the stone plane to be sharpened at an angle of 30° and the front edge is sharpened.
Turning the drill 180°, we also sharpen the second front edge.
Now the drill must be brought to the surface of the stone to be sharpened at an angle of 60°. This is achieved by placing the drill on another part of the fixture.
Sharpening the rear edges is done in a similar way. If after sharpening you end up with cutting edges of different sizes, sharpening should be repeated in full.
To fully understand the sharpening process on a sharpening machine, watch the instructional video.
Everything is clear with the sharpening machine. Or you can use a used diamond blade for an angle grinder.
But in order to sharpen a drill on a grinder, the latter must be carefully secured.
To ensure high-quality sharpening of the drill, it is necessary to equip the machine with a thrust bearing, on which the drill should rest when sharpening. A piece of corner, firmly attached to a grinder or table, can serve as a thrust bearing.
If the diamond disc is not placed on the grinder, then it can be easily secured by performing the simple manipulations shown in the video about sharpening the drill. When sharpening, it is necessary to give the back surface of the drill the required shape.
The cutting edges of the drill are sharpened and the back surface is removed. Any point on the back surface of the drill should not touch the material being processed.
Types of products
The peculiarity of the drill for concrete is the presence of a special solder, made of an alloy of very high strength, almost as hard as diamond. Such pobedite tools are superior in strength to all other products.
They can be classified as:
- Drill bit. The shank of the structure is made in the shape of a cylinder or polyhedron.
- Drill bit for hammer drill. The shank has the shape of a cylinder with recesses, and its surface is marked SDS MAX or SDS PLUS.
Making a hole in reinforced concrete using a simple drill is not always possible. For this purpose, a hammer drill is used with a hammer drill for concrete, which is called a drill.
To imagine how a drill differs from drills for different materials, it’s worth getting acquainted with what these tools look like:
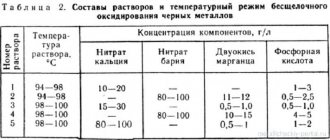
| Drill type | Peculiarities |
| The tool has a steep spiral of different types, which allows the dust generated during drilling to be quickly removed from the hole. Used for drilling large diameter holes. | |
| The length of the tools ranges from 100 mm to 1 meter, which allows you to make holes of sufficiently deep depth. Debris is removed from the drilled hole faster than with a spiral device. Its advantage is ease of use and no need to sharpen the tool. | |
| Used for passages of small diameters and depths. It is not intended for very strong concrete. After working with such a tool, it takes a lot of time to remove debris from the hole. The advantage of flat drills is high strength and reliability. |
Table 2 - drills:
| Photos of drills for different materials | Peculiarities |
| |
for bronze, duralumin, brass - within the range: 110° - 120°. | |
|
How to sharpen a drill bit for concrete
It does not require special proof that the drill during operation loses the sharpness of the cutting part, that is, simply put, it becomes dull.
A dull drill isn't a problem until it's needed. Then it suddenly turns out that it is impossible to work with a worn or dull drill.
We can only regret that the geometry and size of the drill were not restored in time.
This article will tell you how to sharpen a twist drill and a hard-tipped drill bit for drilling concrete.
You don’t have to worry about sharpening a wood drill; you can work with such a drill for many months and even years without any sharpening.
Unfortunately, the same cannot be said about a metal drill, which must be sharp.
That is, you can drill metal only with a sharp, well-sharpened drill.
Loss of drill sharpness is characterized by a sharp creak at the beginning of drilling. A drill that is not sharpened in time generates more heat and thus wears out even faster than a sharp one.
You can sharpen a drill on special machines or using devices.
Naturally, if possible, it is preferable to do this on special equipment.
But in a home workshop, as a rule, there are no such machines, so you have to use a regular electric sharpening machine with a stone.
Main components of a twist drill.
So, let's look at how to sharpen a drill for metal? The type of sharpening depends on the shape that should be given to the back surface of the drill and can be single-plane, two-plane, conical, cylindrical and helical.
The drill is sharpened along the back edges. Both teeth (feathers) of the drill should be sharpened exactly the same. It's not easy to do this manually. It is also not easy to manually maintain the desired shape of the back edge and the desired back angle.
1. Single-plane drill sharpening is characterized by the fact that the back surface of the pen is made in the form of a single plane. The rear angle ranges from 28-30°.
The drill is simply attached to the circle, so that the cutting part runs parallel to the circle and sharpening is carried out without rotating or moving the drill.
With such sharpening, the cutting edges of the drill may become chipped during drilling, which is a disadvantage of this sharpening method.
This is the easiest method of manual sharpening, which can be used for a thin drill with a diameter of up to 3 mm.
2. Drills with a diameter of more than 3 mm are preferably sharpened conically. It is difficult to perform such sharpening manually without skills, but it is possible.
The drill is taken with the left hand by the working part as close as possible to the fence cone, and with the right hand by the tail.
The drill is pressed against the end of the grinding stone by the cutting edge and the back surface, and is slightly rocked with the right hand, creating a conical surface on the back feather edge. During sharpening, the drill does not come off the stone, hand movements are slow and smooth. For the second pen everything is repeated in the same way.
Move the drill with its cutting edge to the grinding wheel.
We swing the drill down and then up again.
If sharpening is done correctly, then it is quite sufficient for drills with a diameter of up to 10 mm.
For diameters above 10 mm, this sharpening can be improved by sharpening the front surface, as shown in the photo:
Front surface point.
What is the point of a point? By reducing the rake angle and increasing the cutting edge angle, chipping resistance increases, which increases drill life.
In addition, the width of the transverse edge becomes smaller. The transverse edge does not drill, but scrapes the metal in the central part of the hole.
The second picture clearly shows that here it is shortened, which makes drilling easier.
For drills with a selected small clearance angle, you can further sharpen the flank. In this case, the drill rubs less in the drill hole with its back surface. See photo:
Rear surface undercut.
In production conditions, after sharpening, as a rule, finishing is done, which smoothes the surface, removing small nicks.
A drill that has been fine-tuned wears out less than a simply sharpened drill.
If possible, fine-tuning should be done.
For finishing, you need to use grinding round stones made of green silicon carbide (grade 63C, grit 5-6, hardness M3-SM1) on a bakelite bond, as well as wheels made of CBN LO (grit 6-8) on a bakelite bond.
Below we present to your attention an excellent selection of training videos by watching which you will definitely be able to sharpen your drills.
How to sharpen a tipped pobedite drill bit
A pobedite drill bit can also become dull. A dull drill overheats during operation, drills poorly and makes a loud squealing sound.
Of course, you can change the drill by buying a new one, but it’s better to save money and sharpen it yourself. To do this you will need a sharpening machine (electric sharpener) with a diamond stone and coolant.
An ordinary emery stone is not suitable for sharpening a Pobedit drill. Before you start sharpening, make sure that it is possible in principle. To do this, measure the height of the cutting part of the drill.
When the height of the cutting part of the drill, i.e. soldering, is about 10 mm, sharpening is possible.
Don’t forget: the harder the material, the lower the sharpening speed should be.
The angular speed (the number of rotations of the stone) when sharpening a pobedit drill should be reduced, regardless of which tool is used for sharpening.
Sharpening the drill is done by briefly touching the drill to the emery stone.
A pobedit drill is sharpened quickly; as a rule, you only need to slightly correct the slick edges, so you should carefully monitor the process so as not to cut off excess from the working surface of the drill.
It is recommended to sharpen tipped drills in the same way as simple small-diameter drills, i.e.
The back surface should be sharpened flat.
In this case, the back surface should be sharpened as shown in the photo, grinding the drill down to the soldering point:
Sharpened drill bit with soldering.
It is advisable to sharpen the front surface.
If the soldering has already been ground down to the very drill, then it is simply impossible to do without sharpening, since the soft metal extends to the cutting edge from the front surface. The front surface is simultaneously ground down so that the thickness of the soldering center becomes smaller.
Solder point on the front surface.
When sharpening the drill, try to be precise and carefully ensure that its cutting sides are the same size.
If this cannot be achieved, then the offset center of the spine will certainly result in the drill hole being enlarged and uneven.
Regardless of the device on which sharpening is performed, it is necessary to control the ratio of the front and rear angles of the cutting edge in the direction of rotation.
Another rule that should be followed in order to properly sharpen a drill for concrete: the harder the material, the greater the sharpening angle. For victory it is 170 degrees.
During the sharpening process, the drill must not be allowed to heat up, because Cracks may appear and the carbide plates may peel off.
In order to prevent this, you should periodically cool the drill with liquid. You can use regular water for cooling.
We invite you to watch a selection of videos on sharpening drills with pobedite tips.
How to sharpen drills and augers for concrete: instructions for beginners
From the author: Hello, dear readers! A DIYer's pantry can contain many different tools.
The composition of such an arsenal varies widely, depending on the preferences of the owner.
But, regardless of the degree of personal skill, the nature of hobbies, skills, design features of the apartment and other factors, there are certain points of contact and coincidence.
Such general points include a pobedit drill, without which in typical mass housing it is impossible to even hang a closet, not to mention any larger-scale events.
This is exactly the tool that is in every apartment. Or almost every one. Therefore, knowing how to sharpen a drill for concrete is important for anyone in modern conditions.
Moreover, there is nothing tricky in this process, and no special skills or special tools are required.
When working with concrete, brick, stone, the cutting edge becomes dull very quickly - the abrasive properties of the material being processed affect it, so the sharp edge is quickly erased and “blurred”.
Of course, you can buy a new tool and throw away the dull one. But this is not a completely rational action, since the residual life of drills or drills is still decent.
Often in the budget segment there are drills and drills that are not sharpened by the manufacturer - the master himself has to choose the optimal type and angle. Therefore, the skill of straightening and sharpening such a tool will not only make some types of work easier, but will also save the family budget.
The difference between a pobedit drill and a regular drill
Traditional drills for metal or wood are most often made of tool steel or the so-called high-speed cutter - an alloy steel that can withstand temperatures and high cutting speeds. With materials like brick, tile, stone and concrete, this option is not suitable because:
- abrasive working environment;
- the instrument heats up quickly and intensely;
- Due to the heterogeneity of the material being processed, the working edges experience strong impact loads.
Therefore, drills and drills have a complex design.
The main part of the tool, which is responsible for the removal and ejection of drilling products and fastening the tool in a hammer drill or drill, can be made of inexpensive, low-alloy steel.
And as a cutting element, a pobedit plate is used - a special alloy of tungsten carbide with a small addition of cobalt and carbon. The plate is attached to a steel shank using copper soldering.
This tip resists abrasion well and can withstand high temperatures. But it is quite fragile and requires attention when sharpening. The service life of a drill or auger is most often determined by the degree of wear of this particular plate.
Drilling performance largely depends on proper sharpening of the tool.
Now about the differences between a drill and a drill.
A drill for stone or concrete with a pobedit tip differs little from a drill for wood or stone in appearance, approach, and sharpening.
Tooth material and shape
Saw blades are iron disks, the tips of which are cutters welded by high temperature welding. You, these parts of the tool are made of sintered tungsten-cobalt alloy (grades 6, 15, etc.). Hard alloys are also used. Unfortunately, it should be taken into account that the strength depends on the grain size of the carbide phase.
The soldering itself (tooth) has the following planes:
- Front;
- Rear;
- Two side (auxiliary).
In other words, when they intersect, they form two cutting edges:
How to sharpen a drill bit for concrete? — Metals, equipment, instructions
To make holes during construction work, it is recommended to use a drill and pobedit drills. They are characterized by precision in operation and long service life. When the drill wears out, you can sharpen it yourself
Basic rules for sharpening
Before sharpening a concrete drill at home, you need to familiarize yourself with the basic rules for this procedure:
- Sharpening a drill for concrete should be carried out in compliance with the optimal body temperature. It is strictly forbidden to overheat it, as this will lead to damage to the product. This rule must be followed if the drill is made from a titanium-based hard alloy.
- If the drill accidentally overheats, it is strictly forbidden to lower it into water. It should cool down naturally.
- The work needs to be done gradually. Initially, a small part of the drill is sharpened. After the sharpened section has cooled, we proceed to the next one.
- During the work process, it is recommended to focus on equality of angles.
- The cutting edges of the drill must be of the same length, since under high loads the tool will be pushed to the side, which causes breakage.
Sharpening of drills used in a drill or hammer drill must be carried out in strict accordance with the rules, which will ensure their excellent performance.
Methods
When drilling into hard materials, only the edges should come into contact with them. That is why the back surface is sharpened at a certain angle. As a result of this operation, a gap appears between the edge and the bottom of the hole.
Using screw sharpening
If there is a need to automate the process of sharpening drills, then the use of the screw method is recommended. It lies in the fact that translational movements are coordinated with the rotations of the grinding wheel. With its help, you can simultaneously sharpen the front and rear corners.
When screw sharpening, the rear angles of the working part increase as they approach the center. When using this method, there is a decrease in the strength of the transverse edge of the drills, which leads to their breakage when drilling excessively hard materials.
Two-plane sharpening
Using this method, it is recommended to sharpen drills that are intended for drilling non-hard materials. If the diameter of the drill is less than 3 mm, then the use of this sharpening method is recommended. Using this method, drills are sharpened at an angle of 60 degrees. Thanks to this method, products are improved rather than errors are corrected.
Features of pobedit drills
To produce products, high-strength metals are used - tungsten, cobalt, which are mixed with carbon. With the help of such tools, drilling is carried out in brick, stone and other materials of a high level of hardness. The Pobedit plate is fastened to the steel tail using copper soldering. The diameter of the drill is measured in cylindrical sections.
The drill has a conical surface and is characterized by abrasion resistance. The product is resistant to high temperatures. But, it is characterized by fragility, so sharpening work must be done carefully. In pobedit drills, only the trailing edge is most often sharpened.
How to sharpen a pobedite drill bit?
When sharpening, you need to pay attention to symmetry, since in its absence the tool will wear out. Pobedite drills require sharpening only the back edge at an angle of 60 degrees.
During work, you need to ensure the uniformity of the plane. It can be identified by its reflection. Several reflections indicate that the drill is sharpened in several planes.
In this case, repeated sharpening is carried out until one plane comes out.
If the leading edge of the Pobedit drill is covered with solder, then you need to sharpen it too. The work consists of removing excess metal along the axis of the tool and opening the vibrator. It is not recommended to overdo it in this case, as this can lead to loosening of the fastening of the plate to the steel axle. When sharpening, you need to ensure that there is a bridge between the front and rear edges.
Sharpening at home
When sharpening drills with your own hands, the user is advised to adhere to safety rules. When working on sanding wheels, safety glasses must be worn. This will protect your eyes from abrasives and pieces of scale. Glasses must be used even if there is a protective screen on the sandpaper.
It is strictly forbidden to carry out work wearing gloves. The drill may get caught in the thread, causing hand injury. It is recommended to carry out work in tight-fitting clothing, the buttons of which are pre-fastened. It is recommended to adjust the support so that the gap between it and the stone is small.
Sharpening drills can be carried out in various ways, which allows a person to choose the most suitable option for himself. To avoid injury, you must adhere to safety precautions during work.
: Sharpening drill bits for hammer drills. Part 2
Tool selection criteria
To make the right choice of which drills to drill concrete with, you must first determine the volume and type of work to be performed.
To carry out small repair operations in your home, it is enough to use diamond drills with a diameter of 6 - 10 mm. If you need to hang a picture, it is better to take thinner tools with a diameter of 3 mm to 5.5 mm.
The diameter of the drill affects the depth of the mounting hole:
According to GOSTs, all tools are marked, indicating the diameter and length, which helps to choose without error the size of the drill for a concrete screw to make a hole on a specific surface.
For example:
- Drill 6×110 mm. This is the most versatile and indispensable tool when making repairs in your homes;
- Drill 8×600 mm. Such long tools are used to drill deep holes;
- Drills 12×200 mm and 12×460 mm are used when it is necessary to drill holes for fastening furniture and laying electrical cables;
- Drill 24×460 mm. This drill is quite large in size and is often used when installing water supply and heating systems.
These are the main characteristics when choosing a drill. To learn in detail what types of tools there are for drilling and drilling holes in concrete, and how to choose the right ones for a particular case, you should watch the video in this article. Particular attention should be paid to the manufacturer.
Peculiarities
There are a number of criteria that allow you to distinguish a device for concrete from a tool designed for processing other materials.
Work Item Form:
- Wood drills have a sharp tip that penetrates into the structure of the material at the initial stage of processing.
- The tip of a drill for metal alloys is shaped like a cone with a pointed part on it.
- The blunt end of concrete drills is made of pobedite.
Surface shade:
- Metal drills are characterized by a black tint.
- Tools for working with wood are distinguished by an ordinary metallic sheen.
- Concrete drills have a whitish metallic color.
Cutting edge angle:
- For devices for working with metal alloys, this angle does not exceed 140 degrees.
- For products for processing duralumin, bronze and brass, it varies from 110 to 120 degrees.
- For tools for plastic, copper and wood, the angle ranges from 90 to 100 degrees.
With a careful approach to choosing a tool, taking into account all the above-described features, drilling work will be completed without difficulty and in the shortest possible time.
Classification of circular saws
To obtain a clean cut, it is necessary that the circular saw blades are sharpened correctly. Tools are divided into several groups:
- All metal.
- The working area of the disk has a hard coating.
- Carbide plates are soldered onto the saw teeth.
The saw teeth must be set apart after sharpening. If you perform work with a dull tool, the drive begins to experience additional stress and the quality of the cut suffers.
If the disk works with hard wood, it must have special technological grooves. Their absence leads to overheating of the blade, the metal will begin to expand, and the cutting tool will deform. Dangerous vibration will appear and the quality of the cut will suffer.
Types of cutting surfaces
To increase work efficiency, engineers have developed several types of teeth, differing in their shape and sharpening angle:
- Straight. Used for quick cutting with low quality. It cannot be used for jointing hard wood and particularly delicate operations.
- Beveled shape. These teeth make it easy to cut composite materials. Double-sided laminated chipboard is cut without chipping. Hard workpieces are easily cut with teeth whose back surface has a beveled appearance. However, they get dull too quickly. To prevent this from happening, the inclination of the teeth alternates.
- Trapezoidal. The main advantage of this method is considered to be slow dulling. It works in conjunction with straight teeth. The trapezoid is located above the main element. It does the rough work, making it easier to process straight edges.
- Conical. Blades with this tooth shape are considered auxiliary. They are designed to make preliminary cuts and prevent the formation of chips. Such discs are not an independent tool.
On some canvases, the front plane of the tooth has a concave shape. This tool makes cross cuts.
Correct sharpening angle
Circular saws have teeth with two angles:
- Rear
- In front of him.
The size of the angle depends on the type of material being processed, the purpose of the operating equipment and the direction of sawing. For example, to obtain a longitudinal cut, the front angles are made within 15-25 degrees. For a cross cut, the rake angle will be in the range of 5-10 degrees. An angle of 15 degrees is suitable for processing any material in the desired direction. The size of the angle depends on the hardness of the workpiece being processed. The harder the material , the sharper the teeth need to be sharpened.
Drilling holes
The instructions for carrying out the work are quite simple:
- Working tools are carefully selected. With a hammer drill, due to the transverse runout, the hole is slightly larger in diameter; it is better to purchase a drill of a smaller diameter. A diamond bit cuts through concrete with minimal tolerances;
- The surface is marked for drilling holes;
- To clearly position the tool in the center of the hole, it is better to mark the starting point with a concrete punch or bolt;
- The tool is installed in a pre-designated recess and a hole is drilled in the concrete using a hammer drill;
Tip: When working with a rotary hammer or impact drill, a lot of dust is generated. Therefore, when drilling holes, you should use safety glasses, gloves and a respirator.
- Pressing with great force on the handle of the hammer drill, you gradually need to move deeper into the concrete;
- When drilling a sufficiently deep socket with a low-power impact drill, it is necessary to use several techniques, periodically cooling the drill;
- For large holes, you first need to go through the center of the intended hole with a drill of a smaller diameter, and with a more powerful one, expand the cavity to the desired size;
- Upon completion of processing, the cutting edges of the tool are inspected;
- If necessary, the drill is sharpened.
Varieties
Drilling a concrete layer can be done using:
- impact drill and drill that corresponds to this type of material;
- hammer drill and concrete drill.
A drill and a drill are used in different types of tools, and they also differ from each other in appearance. The drill shank has a cylindrical smooth or multifaceted shape; the drill has grooves on the shank and is marked SDS, SDS+, SDS max. A drill can also be called a drill with an SDS shank for a hammer drill.
The drill is:
- Impact - provides quick cutting and makes geometrically accurate holes. Suitable for drilling in plain, hollow, cellular concrete, building stone and brickwork.
- Pobedite drill bit with strong tips. The material for making the teeth will win.
- Blued with carbide – durable, strong, high-performance. Well suited for deep drilling, creates minimal friction.
- Diamond – the cutting element is diamond coating, which provides high-quality, fast, easy drilling of fresh, old ordinary, high-strength reinforced concrete and reinforced reinforced concrete.
- Core drill. With its help you can drill holes of large diameters (up to 120 mm). Its shape resembles a hollow crown or tube, which is fixed on a rod (shank).
The latter type comes with diamond coating on the edges or with pobedit teeth. Well suited for drilling recesses for future sockets, switches or other communications.
There are drills:
- auger (breakthrough) - have a light weight structure and allow drilling to more than one meter;
- flat – used when you need to drill a shallow and small hole;
- spiral ones create large depressions.
Option 1 - making a simple sharpening machine from a sharpener
The first option for manufacturing the simplest sharpening equipment has the following form:
- On the workbench there is an emery machine, on the shaft of which there is a diamond-coated circle
- A fixed base is made from chipboard. This base simultaneously acts as a guide along which the moving frame will move
- At the next stage, a movable frame is made from chipboard or plywood, the walls of which should be directed downwards and act as a moving mechanism
- A disc clamp of the appropriate diameter is placed on the outside of the movable frame, and a groove is also made
- The result is a finished sharpening machine for saw blades
The manufacture of such a device requires a minimum of time and costs, and the effectiveness of its use is 100%. Details in the video:
Services offered by workshops
- Sharpening on the back and front edges within 24 hours;
- Ensuring sharpening using coolant in the sharpening area (this operation will protect against overheating on the surface of the disc);
- Welding and preparatory operations are carried out using IDEAL-Werk and Simonds equipment;
- Restoration with application of HSS and stellite;
- Restoration and sharpening of planing elements, discs, cutters and drills;
- Boring of mounting holes and grooves;
- We accept saw blades that have complex tooth geometries, both with and without carbide tips.
I would like to say as a specialist who has worked for more than ten years in our industry - if you want normal work, then you need to sharpen the saws on your own site and not overpay to third parties. This way you will achieve quality and be able to sharpen saws for yourself.