To main
§ 66. MODIFICATIONS OF CONSOLE-MILLING MACHINES OF THE SECOND AND THIRD SIZES
Based on the main cantilever milling machines of the second and third sizes, modifications are produced.
High-speed models of cantilever milling machines
For processing workpieces made of light alloys at higher speeds than for processing steel and cast iron, modifications with increased speeds and increased feeds are produced on the basis of cantilever milling machines 6M82G, 6M12P and 6M13P; they have the letter B (high-speed) in the code and are called 6M82GB; 6M12PB and 6M13PB. High-speed models have spindle speeds: 63; 80; J00; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500 and 3150 rpm
and feeds: 40;
50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600 and 2000 mm/min
, high speed - 4600
mm/min
(in longitudinal and transverse directions) and three times smaller feeds and high speed in the vertical direction.
In Fig. 294 shows a kinematic diagram of the vertical milling machines 6M12P and 6M12PB, from which it can be seen that in the high-speed modification, i.e., in the 6M12PB machine, a main motion electric motor of 10 kW
instead of 7
kW
, two gear wheels are replaced from shaft
I
to shaft
II
( instead
of
26:54
put
31:49
) ; _
_ two transmission gears on the spindle are replaced (instead of 54
:
54,
87:
57
);
two gears in the transmission from the friction shaft to the console are replaced (instead
of
28:35
,
35:28
is installed
) .
The 6M13PB high-speed vertical milling machine has the same kinematic diagram, but the power of the main motion electric motor is 14 kW
.
-
speed horizontal milling machines 6M82GB, a main motion electric motor of 10 kW
instead of 7
kW
, two transmission gears from shaft
I
to shaft
II
(
31
:
49
are
installed
26:54 );
two gears in the transmission from the friction shaft to the console are replaced (instead
of
28:35
,
35:28
is installed
) .
Widely universal machines 6M82Sh and 6M83Sh
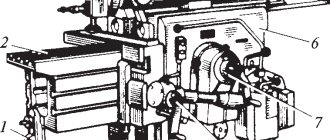
Widely universal machines 6N81A (see Fig. 264), 6M82Sh (see Fig. 11) and 6M83Sh are modifications of universal milling machines of the first, second and third sizes, respectively. The advantage of widely universal milling machines, as mentioned above, is the ability to process a workpiece from different sides from one installation, which is very important in tool, repair and pilot production, where installation, alignment and fastening of the workpiece takes a lot of time and requires highly qualified workers. In Fig. 295 the kinematic diagram of the 6M82Sh machine is given. It is easy to distinguish three kinematic chains: the chain of the main movement of the horizontal spindle, the chain of the main movement of the vertical (rotary) spindle and the feed chain. Each kinematic chain has an independent drive from an electric motor.
The main movement chain of the horizontal spindle is made similar to the main movement chain of the 6M82 machine. The horizontal spindle is rotated by a 7 kW
through the elastic coupling and gear wheels of the gearbox mechanism.
The spindle speed is changed by moving three toothed blocks along spline shafts. The speed box allows you to provide the spindle with 18 speeds in the range of 31.5-1600 rpm
(see the structural grid of speeds of the 6M82 and 6M82G machines in Fig. 273 and Table 28).
For the 6M83Sh machine, an electric motor with a power of 10 kW
instead of 7
kW
.
The main movement chain of the vertical (rotary) spindle is made independently and is located in the trunk. The spindle receives rotation from a 2.8 kW
located on the trunk, through an elastic coupling and gears of the gearbox mechanism.
The spindle speed is changed by moving two toothed blocks along spline shafts. The gearbox allows you to give the spindle 9 different speeds: 90; 125; 180; 250; 355; 500; 710; 1000 and 1400 rpm
.
The speed range can be changed by replacing the last pair of gears z
= 30 and
z
= 42 in the trunk, for which gears for the ranges 63–1000 and 125–2000
rpm
.
Try to draw a structural grid of speeds for a vertical (rotary) spindle yourself and make a table of gear clutches of the gearbox. The main movement chain of the vertical (rotary) spindle of the 6M83Sh machine is similar to the chain of the 6M82Sh machine. Feed chain. Machines 6М82Ш and 6М83Ш can have longitudinal and transverse working feeds in the range of 25–1250 mm/min
(high speed 3000
mm/min
) and vertical working feeds in the range of 8.3–416.6
mm/min
(high speed 1000
mm/min
) similar to basic machines of the second and third sizes (see tables 28, 29 and 30).
The power of the feed drive electric motor in the 6M83Sh machine is 2.8 kW
.
CONTROL QUESTIONS
1. What types of cantilever milling machines do you know? What is the difference between cantilever horizontal universal and vertical milling machines? 2. What is the difference between a wide-universal machine and a universal milling machine? What is its advantage? 3. What types of longitudinal milling machines have you seen in the workshop? What is their difference from cantilever milling machines? 4. Using the kinematic diagram of the 6N81 machine (Fig. 266), show the chain of the main movement with enumeration. The same, without going overboard. 5. Using the kinematic diagram of the 6M82 machine (Fig. 272), show the chain of longitudinal working feeds and high speed. 6. What is the structural grid of spindle speeds? Draw up a structural grid of spindle speeds for the 6N81 machine (according to Fig. 266). 7. What is the advantage of the split spindle drive of size 1 machines? 8. Determine the price of one division of the longitudinal feed dial of the machine you are working on. The same for transverse and vertical feed. How much will the table, the slide and the console, respectively, move per revolution of the longitudinal, transverse or vertical feed dial? 9. Why is it impossible to switch the gears of the gearbox and feedbox when the electric motor is turned on? What is the push button on the machine control panel used for? 10. How to change the direction of rotation (reverse) the spindle of a 6M82G machine? 11. Why is overrunning clutch used in machine tools? Explain the operation of the overrunning clutch during forward and reverse rotation of the 6N81 machine shaft. 12. Explain from the figure. 269, how feeds are reversed in machines of the first size. 13. Explain from the figure. 272, how feeds are reversed in machines of the second size. 14. How to prevent the simultaneous activation of the transverse and vertical table feeds in machines of the second size? 15. Which system for turning on machine speeds and feeds is called monic? 16. How to configure machines of the second and third sizes for an automatic cycle of table movements? 17. Explain in Fig. 288 and 289 operation of limiting cams 1
and
2
.
18. Explain in Fig. 288, 289 and 290 work cams 3
and
4
to turn on the high speed of the table.
19. What semi-automatic and automatic table movement cycles are possible on machines of the second and third sizes? 20. Adjust according to fig. 291 machine table for alternating cycle of right longitudinal feed. Same thing with the left. Explain the operation of the mechanisms using Fig. 288. 289 and 290. previous page
| table of contents | Next page |