Proper lubrication increases the durability of the machine, efficiency, drives, smoothness and noiselessness of the mechanisms.
The machine operating manual provides a diagram of the location of lubrication points and a lubrication map, which lists the elements of the lubrication system, the method and frequency of their maintenance, the brand and consumption rates of the lubricant.
In machine tools, liquid mineral oils and, less commonly, plastic lubricants are used for lubrication. The main characteristic of oil is viscosity. The higher the speed in the moving joint and the lower the specific load, the lower the viscosity should be.
There are the following lubrication options that can be used in machine tools:
1) drip (lubricant is supplied periodically using a lubricant through a shut-off needle);
2) oil mist (lubrication is carried out with a mixture of oil and air with strong spraying);
3) continuous individual (lubrication is carried out by gravity from the oil can to each rubbing pair);
4) periodic individual (lubrication is carried out periodically with a grease nipple of each rubbing pair);
5) lubrication under pressure (lubrication is supplied by a pump, grease nipple, etc.);
6) flow lubrication (carried out without returning used oil to the friction surfaces);
7) splash lubrication (lubrication of parts that do not reach the oil level is carried out using additional rings dipped in oil);
 wick lubricant (oil is supplied using a wick oiler);
wick lubricant (oil is supplied using a wick oiler);
9) centralized lubrication (carried out from one device for several rubbing pairs);
10) circulation lubrication (oil is reused due to its return to rubbing vapors).
Irrelevant supports and guides are lubricated using oilers that have a reservoir or are powered by syringes. A simple and common way to lubricate gearboxes is to spray oil on the gears, and in feedboxes the wheels are immersed in an oil bath. The centralized circulation lubrication system from the pump ensures a continuous and uniform supply of oil, insignificant oil losses, filtration, and good heat dissipation. An effective but expensive system is the lubrication of high-speed spindles with specially generated oil mist. The most perfect dosing is carried out periodically with a specified amount of lubricant. Below is a description of the lubrication system of the machine mod. 16K20.
General instructions
.
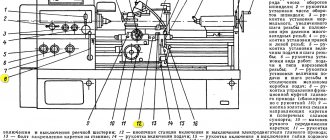
When preparing the machine for startup, it is necessary to rinse the filter mesh in kerosene, and then, in accordance with the lubrication diagram (Fig. 8.11, a
), fill the reservoirs with lubricant and lubricate the machine components manually according to the table. 8.2.
Lubricate with the specified lubricants or their substitutes. The machine uses an automatic lubrication system for the spindle head and feed box.
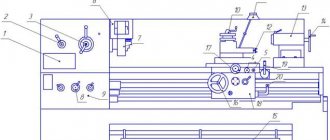
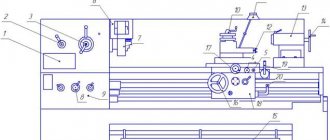
Gear pump 5, driven from the main drive electric motor through a belt drive, sucks oil from the reservoir and supplies it through strainer 7 (Fig. 8.11, a
) to the spindle bearings and to the oil distribution trays 10. Approximately 1 minute after turning on the electric motor, the oil indicator disk 1 on the spindle head begins to rotate, which indicates normal operation of the lubrication system.
When stopping it, you must turn off the machine and clean the filter 7. To do this, you need to remove it from the tank body and remove the filter elements in the plastic frame. Rinse each element in kerosene until completely clean. Do not blow out the filter elements with compressed air, as this may damage the fine mesh. After cleaning, assemble the filter, install it in the tank and connect the pipes. Read also: Not dimmable what does
Fig. 8.11. Lubrication diagram of the machine mod. 16K20
In a new machine, it is advisable to clean filter 7 at least twice a week during the first two weeks, and then once a month. To clean the filler filter 8 with a magnetic insert, you need to remove it from the tank, remove the lid, remove the magnetic insert from the glass and wash all surfaces in kerosene. The inlet filter 8 should be cleaned once a month.
The service life of turning equipment largely depends on the proper functioning of the lubrication system of the units, the surface of which is in constant friction against each other. Timely lubrication prolongs the serviceability of machines, reduces their power consumption, reduces the load on parts, and reduces their wear. In addition, the use of high-quality lubricants has a positive effect on the quality of turning, efficiency, and allows maintaining the temperature of the units in a given range. Factors such as the health of the system and the choice of suitable oil are decisive.
Lubrication systems for lathe components
The operation of lubricating devices that deliver oil to the required point is based on the simplest laws of physics:
- Gravity, allowing oil to flow to the friction point on its own
- Capillary forces, which, through porous bushings and wicks, lift the lubricant to a certain height.
- The viscous friction force generated between the surface and the lubricant material itself prevents the latter from flowing down.
- Pressure. Used in manual lubrication systems such as piston pumps and oilers.
- Centrifugal forces causing oil to flow under pressure to surfaces.
- Inertia. Due to the capture of liquid by the rotating elements of the machine, its particles are scattered.
- The pressure difference that creates self-suction of oil through the mechanisms themselves.
Daily care
The most reliable care for a lathe is to prevent damage to it. Preparation for the next work shift should be carried out immediately after finishing work and disconnecting the machine from the power supply. At this stage of maintenance, the following operations are performed:
- Chips and other technical debris are swept away from the surface.
- It is necessary to dissolve oil and dirt with kerosene and wipe dry with a rag.
- To avoid corrosion, all parts that do not have a paint coating are lubricated with oil.
- The oil cans are filled with grease.
Before starting a shift, it is necessary to check the presence of lubricant and inspect the equipment for damage or loose parts. During work, it is necessary to observe safety precautions when working with turning mechanisms - this will minimize injuries in the workplace and reduce the risk of equipment breakdown. During work you must:
- The use of protective screens, which will avoid clogging the lathe with metal shavings and small abrasive particles that arise during processing of the part.
- Timely replacement of drilling and cutting parts.
- Control over the reliability of fastenings of cutters and drills.
- During operation, do not allow the formation of long chips, which, if wound around the rotating parts, can damage the mechanism.
- You can turn on the machine only after the cutter is lowered onto the blank, in the place specified in the drawing.
Video covering basic maintenance principles.
Features of choosing a lubricant for processing cast iron
In mechanical engineering, gray cast iron, which contains graphite, is used for processing. Massive parts are made from cast iron: bushings, machine beds, bases. The mass of cast parts can reach up to 100 tons with a wall thickness of up to 20 cm. Having a large mass, they have high inertia, do not react to external disturbances, and dampen vibrations.
Massive cast iron parts are lubricated with the same lubricant as the steel parts of the machine. In its chemical composition, gray cast iron is close to steel.
Cast iron coolant used in mechanical engineering is kerosene or a mixture of mineral and vegetable oil when cutting threads. Kerosene has good fluidity, penetrates deeply into the pores of metal, has an alkaline reaction, and neutralizes rust and dirt. Mineral oil in combination with vegetable oil has a high wetting ability, creating a dense film when applying threads that protects against cracks. In other cases, the cast iron emulsion is a dispersed-water, soap-water solution. Cast iron can be processed dry.
How does the machine lubricate automatically?
Lubrication of a screw-cutting lathe, or rather its moving parts, must occur constantly during operation. The supply of lubricants to the rotor is indicated by the rotating disk on the spindle head. Its rotation should begin within a minute after starting the equipment. This time should be enough for the gear pump, connected by a belt drive to the main engine of the unit, to supply oil to the reservoir. The lubricant will reach the engine bearings and oil distribution trays through a strainer with a magnetic liner. The system is closed - flowing into the spindle head, the oil again enters the reservoir, where it is cleaned of debris by a filter and again ends up on the moving parts.
Intermittent movement or stopping of the disk indicating the flow of lubricant to the parts of the screw-cutting lathe indicates that the filter is clogged or there is not enough lubricant in the system. In this case, the machine must
- disable,
- cut off the power
- remove the filter,
- wash it with kerosene,
- check the lubricant level in the reservoir,
- add oil if necessary,
- insert the filter into place and start the unit.
How to remove the filter
The mesh filter consists of several elements. To get it out of the tank, which serves as the filter housing, you need to disconnect the hoses from it, unscrew the bottom nut, and remove the filters along with the plastic frame.
Attention! Filters can only be washed in kerosene. Under no circumstances should they be cleaned with air. This method of cleaning can lead to the immediate loss of the mesh’s working qualities. Strong air pressure deforms its cells.
Scheduled maintenance with mandatory filter washing is carried out in accordance with the instructions in the technical data sheet of the equipment.
The Role of Ball Screws
All systems and types of linear motion also require lubrication: ball rail guides, cam rollers and ball bushings, and directly high-precision ball screws, which are used in new types of machines.
It is ball screws that provide high positioning accuracy (6 microns with a travel length of 300 mm). The high speed of processing parts and rotational speed, the influence of shock loads on the machine when cutting metal or durable wood, contribute to the wear of these components and lead to scuffing. The caliper begins to move jerkily, vibration appears, and this has a bad effect on the quality of the parts processed.
These units are difficult to manufacture and high in cost, so specialists usually treat them with exceptional care, spending considerable sums on lubricating oil.
Lubrication of a screw-cutting lathe during maintenance
Mineral oils are used to lubricate the lathe, and solid oils are used for bearings. The lower the load and the higher the rotation speed, the less thick the lubricant should be. The required brand of lubricant is set by equipment manufacturers in accordance with the temperature to which the mechanism heats up during operation.
An example of a lubrication schedule and the choice of oil depending on the unit
Machine lubrication diagram
Instructions for lubrication of the machine
Table of industrial oil equivalents
In order not to make a mistake, it is necessary for each individual mechanism to determine the admissibility of using a certain type of solid oil in accordance with the technical data sheet.
For lathes, 4 methods of lubrication of units are applicable:
- Circulation method - oil is supplied under the influence of a pressure pump, which forces the oil under pressure to circulate through a system of tubes leading to the units.
- Wick is one of the simplest and most reliable. In a lathe it is an addition to the crankcase option in case there is concern that the oil may not reach its target. A wick is inserted into the tube; it should be 6-8 mm from the surface onto which oil should fall at a certain frequency.
- Manual - in this method, lubricant is applied to bearings, carriage, screw and other open rubbing parts. Oil is poured into oil cans, and solid oil is injected into them using a syringe. This type of maintenance is carried out daily. If the machine is used intensively, it may require more frequent lubrication.
- The crankcase method is used to lubricate the gearbox, feed box and apron worm gear. The method is that oil is sprayed from a reservoir filled to a certain level by rotating gears. To monitor the oil level, there are control eyes and a tubular oil level indicator.
It is necessary to remember not only about the constant replenishment of lubricant reservoirs, but also that once a month it will need to be completely replaced. Before pouring a new portion of lubricant into the oil cans, it is necessary to remove the filters and gears from the tanks, and remove the wicks from the tubes. All this equipment must be washed and cleaned.
For the greatest effect, screw-cutting lathes often use all 4 types of lubricants at once, which makes it possible not to miss any of the components. Provided that technical equipment receives proper maintenance, its service life is significantly increased.
Specifics of maintenance of CNC machines
In addition to general care rules, daily maintenance of computer-controlled machines includes:
During routine maintenance of CNC machines, special attention is paid to cleaning dust from the electronic and electrical parts of the equipment - dust jumpers can lead to current leaks, reducing the accuracy of its operation, and short circuits on boards.
How to lubricate a CNC machine in the absence of lubricants recommended by the equipment manufacturer is decided by the chief mechanic’s service.
The most commonly used oils for CNC machines: for lightly loaded high-speed mechanisms - I-5A, I-8A, as the speed decreases and the load increases - I-12A, I-20A, I-30A, I-40A, I-50A.
Scheduled preventive maintenance - PPR
Scheduled preventive maintenance is a set of measures to maintain the machine in working condition while maintaining its technical characteristics at the level corresponding to those specified by the manufacturer in the machine’s passport.
In accordance with the maintenance schedule drawn up based on the operating mode of the unit, the following is carried out:
- Maintenance – cleaning, lubrication, filling and changing oils.
- Replacement of worn parts and dull cutters.
- Washing the entire machine or its individual components.
The preventive maintenance plan should include:
- preventative repairs;
- current (small and medium) PPR;
- capital PPR.
Between-repair maintenance
Compliance with the operating requirements stated by the manufacturer refers to:
- equipment control mechanisms;
- workplace barriers;
- maintaining lubricating devices and reservoirs clean, monitoring their filling with lubricants.
- troubleshooting minor problems;
- adjustment of adjustable mechanisms.
All of the listed types of maintenance do not require much time, which allows them to be carried out during technological, lunch, and inter-shift breaks. It is better to schedule equipment readjustment on weekends. For high-level turners with permission to carry out a certain type of adjustment work, this will not be difficult. In other cases, it is necessary to add this type of minor repair to the to-do list for the workshop repair and commissioning team.
PPR of automatic machines is carried out daily, after the end of the shift. When the workshop operates in 2 and 3 shifts, they are serviced once every 8 hours. In workshops with a shift work schedule, there must be a repair and adjustment service consisting of:
- mechanics;
- lubricants;
- locksmiths;
- electricians;
- saddlers and other specialists of a narrow profile.
This should ensure high quality of each unit individually, and the machine as a whole.
Is it possible to add car oil?
The variety of lubricants intended for use in car engines is much wider, and they are also sold in a larger number of stores, including chain hypermarkets. In addition, if such materials are capable of protecting large and powerful automobile engines, then it would seem that they are quite suitable for working in small power plants of cultivators.
This point of view is quite widespread, but it is fundamentally wrong:
- Car engines have a powerful cooling system, while power tools use simple water or air for this purpose. Therefore, the likelihood of overheating of the lubricant is much higher here.
- The operating frequency of engines for motorcycles is an order of magnitude higher, so the consumables used here must be adapted to such specific conditions. Otherwise they will not provide adequate wear protection.
- The packages of additives used differ significantly.
In addition, automobile oils are only for 4-stroke engines. Pouring such lubricant into a 2-stroke cultivator motor will lead to disastrous and expensive consequences.
As an alternative consumable for gas-powered tools, you can use oils developed for scooters, enduro and other motor vehicles. The operating conditions of their engines are in many ways similar to the specifics of the operation of cultivators, therefore, provided that key conditions are met - viscosity, operational characteristics, engine stroke - such a replacement is possible.
However, in any case, it is best to follow the recommendations of the manufacturer of your cultivator. In this case, you ensure optimal conditions for its operation, prevent its premature wear and, therefore, save your money.
Equipment maintenance records
In every workshop equipped with machines, a maintenance log must be kept. At the end of each shift, workers must leave notes in it about the serviceability or malfunction of the machine, indicating defects, breakdowns, the need for any unscheduled work, or complaints about the operation of a certain unit or mechanism.
After inspection and carrying out the necessary list of work, the adjuster also submits a report on the work done, indicating the breakdown and a list of repair actions performed.
Washing of machines is carried out according to a schedule drawn up by a mechanic, in accordance with the manufacturer’s recommendations in conjunction with the operating mode of the machine.
Geometric rigidity testing is based on GOST requirements. It is carried out after work of medium complexity or major repairs. The basis for this check is the schedule drawn up by the mechanic for carrying out maintenance work. The list of machines subject to this inspection is compiled by the chief production technologist.
Replacing coolant and flushing the system
To ensure that fresh coolant has a long service life, it is recommended to pour a system cleaner, such as OILCOOL XR, into the reservoir before the last start of the machine. It effectively dissolves dirt and deposits on surfaces. After 8 - 24 hours, it is necessary to drain all liquid from the system and rinse it with water.
The system cleaner completely removes the remnants of the old emulsion, so after flushing with its use, it is possible to fill the machine with a different brand of coolant.
In conclusion of the article, we suggest watching a video tutorial about the rules of maintenance of a lathe:
Source