Правильное смазывание увеличивает долговечность станка, КПД, приводов, плавность и бесшумность работы механизмов.
В руководстве по эксплуатации станка приводится схема расположения точек смазывания и карта смазывания, в которой перечислены элементы системы смазывания, способ и периодичность их обслуживания, марка и нормы расхода смазочного материала.
В станках для смазывания применяют жидкие минеральные масла и реже пластичные смазочные материалы. Основной характеристикой масла является вязкость. Чем выше скорость в подвижном соединении и меньше удельная нагрузка, тем меньше должна быть вязкость.
Различают следующие варианты смазывания, которые могут использоваться в станках:
1) капельное (смазка подается с помощью масленки периодически через запорную иглу);
2) масляным туманом (смазывание производится смесью масла с воздухом при сильном распылении);
3) непрерывное индивидуальное (смазывание осуществляется самотеком из масленки к каждой трущейся паре);
4) периодическое индивидуальное (смазывание производится периодически пресс-масленкой каждой трущейся пары);
5) смазывание под давлением (смазка подается насосом, пресс-масленкой и т.д.);
6) проточное смазывание (осуществляется без возврата отработанного масла к поверхностям трения);
7) смазывание разбрызгиванием (смазка деталей, не достигающих уровня масла, осуществляется с помощью дополнительных колец, окунаемых в масло);
 фитильная смазка (масло подводится с помощью фитильной масленки);
фитильная смазка (масло подводится с помощью фитильной масленки);
9) централизованное смазывание (осуществляется от одного устройства на несколько трущихся пар);
10) циркуляционное смазывание (масло многократно используется за счет его возврата к трущимся парам).
Неответственные опоры, направляющие смазывают с помощью масленок, имеющих резервуар или питающихся от шприцов. Простым и распространенным способом смазывания коробок скоростей является разбрызгивание масла зубчатыми колесами, а в коробках подач колеса погружаются в масляную ванну. Централизованная циркуляционная система смазывания от насоса обеспечивает непрерывную и равномерную подачу масла, незначительные его потери, фильтрацию, хороший теплоотвод. Эффективной, но дорогой является система смазывания быстроходных шпинделей специально образуемым масляным туманом. Наиболее совершенно дозирование, производимое периодически заданным количеством смазочного материала. Ниже приведено описание системы смазывания станка мод. 16K20.
Общие указания
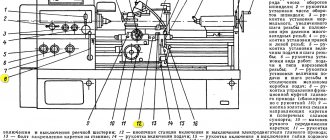
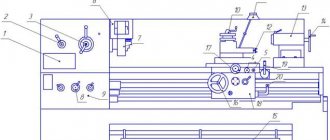
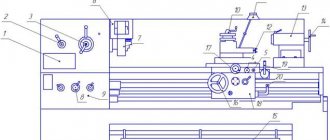
. При подготовке станка к пуску необходимо промыть сетку фильтра в керосине, а затем в соответствии со схемой смазки (рис. 8.11,
а
) заполнить резервуары смазкой и смазать узлы станка вручную согласно табл. 8.2.
Смазку производить указанными смазочными материалами или их заменителями. В станке применена автоматическая система смазки шпиндельной бабки и коробки подач.
Шестеренный насос 5, приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из резервуара и подает его через сетчатый фильтр 7 (рис. 8.11, а
) к подшипникам шпинделя и на маслораспределительные лотки 10. Примерно через 1 мин после включения электродвигателя начинает вращаться диск маслоуказателя 1 на шпиндельной бабке, что свидетельствует о нормальной работе системы смазки. При остановке его необходимо выключить станок и очистить фильтр 7. Для этого нужно вынуть его из корпуса резервуара, снять фильтрующие элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать, установить в резервуар и подсоединить трубы.
Читать также: Not dimmable что значит
Рис. 8.11. Схема смазки станка мод. 16К20
В новом станке целесообразно в течение первых двух недель чистить фильтр 7 не реже двух раз в неделю, а затем — раз в месяц. Для очистки заливного фильтра 8 с магнитным вкладышем его нужно удалить из резервуара, снять крышку, вынуть из стакана магнитный вкладыш и промыть в керосине все поверхности. Заливной фильтр 8 нужно чистить один раз в месяц.
Ресурс работы токарного оборудования во многом зависит от надлежащего функционирования смазочной системы узлов, поверхность которых пребывает в постоянном трении друг о друга. Своевременное смазывание продлевает работоспособность станков, снижает их потребляемую мощность, уменьшает нагрузку на детали, сокращает их износ. Кроме того, использование качественных смазочных материалов положительно влияет на качество точения, КПД, позволяет поддерживать температуру агрегатов в заданном спектре. Решающими являются такие факторы, как исправность системы и выбор подходящего масла.
Системы смазки узлов токарного станка
В основе работы смазочных устройств, доставляющих масло в требуемую точку, лежат простейшие законы физики:
- Сила тяжести, позволяющая перетекать маслу к месту трения самостоятельно
- Капиллярные силы, которые посредством пористых втулок и фитилей поднимают смазывающее вещество на определенную высоту.
- Сила вязкого трения, образующаяся между поверхностью и самим материалом для смазки, предотвращает стекание последнего вниз.
- Давление. Используется в ручных смазочных системах, вроде поршневых насосов и масленок.
- Центробежные силы, заставляющие масло поступать под давлением к поверхностям.
- Инерция. За счет захвата жидкости вращающимися элементами станка, разбрасывает ее частицы.
- Разница давлений, создающая самовсасывание масла посредством самих механизмов.
Ежедневный уход
Самый надёжный уход за токарным станком – это не допустить его повреждения. Подготовка к следующей рабочей смене должна производиться сразу после окончания работы и отключения станка от электропитания. На этом этапе технического обслуживания производятся следующие операции:
- С поверхности сметаются стружки и прочий технический сор.
- Керосином необходимо растворить масло и грязь, вытереть насухо ветошью.
- Во избежание появления коррозии, все детали, не имеющие красочного покрытия, смазываются маслом.
- Маслёнки заполняются консистентной смазкой.
Перед началом смены необходимо проверить наличие смазки, осмотреть оборудование на предмет повреждения или ослабления деталей. В процессе работы необходимо соблюдать технику безопасности при работе с токарными механизмами – это до минимума сведёт травматизм на рабочем месте и уменьшит риск поломки оборудования. Во время работы необходимо:
- Использование защитных экранов, что позволит избежать засорения токарного станка металлической стружкой и мелкими абразивными частичками, возникающими при обработке детали.
- Своевременная замена сверлящих и режущих деталей.
- Контроль над надёжностью креплений резцов и свёрл.
- Не допускать во время работы образования длинной стружки, которая наматываясь на вращающиеся части, может вывести механизм из строя.
- Включать станок можно лишь после того, как на болванку, в определённом чертежом месте, опущен резец.
Видео, в котором рассказываются основные принципы технического обслуживания.
Особенности выбора смазки для обработки чугуна
В машиностроении при обработке используется серый чугун, в состав которого входит графит. Из чугуна изготавливают массивные детали: втулки, станины станков, основания. Масса литых деталей может достигать до 100 т с толщиной стенок до 20 см. Обладая большой массой, они имеют высокую инерцию, не реагируют на внешние возмущения, гасят колебания.
Смазка массивных чугунных деталей производится тем же смазывающим составом, что и стальные части станка. По своему химическому составу серый чугун близок к стали.
Применяемая в машиностроении охлаждающая жидкость чугуна – это керосин или смесь минерального и растительного масла при нарезании резьбы. Керосин обладает хорошей текучестью, глубоко проникает в поры металла, обладает щелочной реакцией, нейтрализует ржавчину и грязь. Минеральное масло в сочетании с растительным маслом имеет высокую смачивающую способность, создавая при нанесении резьбы плотную пленку, предохраняющую от появления трещин. В остальных случаях эмульсия чугуна представляет из себя дисперсно-водные, мыльно-водные растворы. Обработка чугуна может производиться всухую.
Как происходит смазка станка в автоматическом режиме
Смазка токарно-винторезного станка, вернее движущихся его частей, должна происходить во время работы постоянно. О поступлении смазочных веществ на ротор говорит вращающийся диск на шпиндельной бабке. Вращение его должно начаться в течение минуты после запуска оборудования. Этого времени должно хватить, чтобы шестерённый насос, соединённый ременной передачей с основным двигателем агрегата, подал масло в резервуар. К подшипникам двигателя и маслораспределительным лоткам смазка попадёт через сетчатый фильтр, имеющий магнитный вкладыш. Система замкнутая – стекая в шпиндельную бабку, масло опять попадает в резервуар, где проходит очистку от соринок фильтром и опять попадает на движущиеся части.
Прерывистое движение или остановка диска, показывающего поступление смазки к деталям токарно-винторезного станка, говорит о том, что фильтр засорён или в системе недостаточно смазки. В этом случае станок необходимо
- отключить,
- обесточить,
- снять фильтр,
- промыть его керосином,
- проверить уровень смазки в резервуаре,
- при необходимости долить масло,
- вставить фильтр на место и запустить агрегат.
Как снять фильтр
Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его из резервуара, который служит фильтру корпусом, необходимо отсоединить от него шланги и открутить нижнюю гайку, снять фильтры вместе с пластиковой оправой.
Внимание! Промывать фильтры можно только в керосине. Ни в коем случае нельзя очищать их воздухом. Такой способ очистки может привести к моментальной потере сеткой своих рабочих качеств. Сильное давление воздуха деформирует её ячейки.
Плановое техническое обслуживание с обязательной промывкой фильтра производится в соответствии с указаниями в техническом паспорте оборудования.
Роль шарико-винтовых передач
В смазке нуждаются также все системы и виды линейного перемещения: шариковые рельсовые направляющие, на кулачковых роликах и с шариковыми втулками, и непосредственно высокоточные шарико-винтовые передачи, которые применяются в станках нового типа.
Именно ШВП обеспечивают высокую точность позиционирования (6 мкм с длиной перемещения 300 мм). Высокая скорость обработки деталей и частота вращения, влияние на станок ударных нагрузок при резке метала или прочной древесины, способствуют изнашиванию этих узлов, приводят к задирам. Суппорт начинает двигаться рывками, появляется вибрация, а это плохо влияет на качество обработки деталей.
Эти узлы отличаются сложностью в изготовлении, высокой стоимостью, поэтому к ним специалисты обычно относятся исключительно бережно, тратя солидные суммы на масло для смазки.
Смазка токарно-винторезного станка при проведении технического обслуживания
Для смазки токарного станка применяются минеральные масла, а для подшипников солидолы. Чем меньше нагрузка и выше скорость вращения, тем менее густой должна быть смазка. Необходимая марка смазочного материала устанавливается производителями оборудования в соответствии с температурой, до которой нагревается механизм во время работы.
Пример регламента смазки и выбор масла в зависимости от узла
Схема смазки станка
Инструкция по смазки станка
Таблица эквивалентов индустриального масла
Чтобы не ошибиться, необходимо для каждого отдельного механизма определить допустимость использования определённого вида солидола в соответствии с техническим паспортом.
Для токарных станков применимы 4 способа смазки агрегатов:
- Циркуляционный способ — подача масла происходит под воздействием нагнетающего насоса, заставляющего под давлением масло циркулировать по системе трубок, ведущих к агрегатам.
- Фитильный – один из самых простых и надёжных. В токарном станке является дополнением к картерному варианту, в случае если есть опасения, что масло может не достигать цели. В трубку вставляется фитиль, он должен находиться в 6-8 мм от поверхности, на которую должно с определённой периодичностью попадать масло.
- Ручной – этим способом смазка наносится на подшипники, каретка, винт и прочие открытые трущиеся детали. Масло заливается в маслёнки, а солидол вводится в них при помощи шприца. Этот вид технического обслуживания проводится ежедневно. При интенсивном использовании станка может потребоваться более частое его смазывание.
- Картерный способ применяется для смазки коробки скоростей, коробки подачи и червячной передачи фартука. Способ заключается в том, что из резервуара, заполненного до определённой отметки, масло разбрызгивают вращающиеся зубчатые колёса. Для контроля над уровнем масла существуют контрольные глазки и трубчатый указатель уровня масла.
Необходимо помнить не только о постоянном пополнении резервуаров со смазкой, но и о том, что раз в месяц потребуется полная его замена. Перед заливкой в маслёнки новой порции смазочного материала, необходимо вынуть из резервуаров фильтры, зубчатые колёса, из трубок достать фитили. Всё это оборудование необходимо промыть и прочистить.
Для наибольшего эффекта, в токарно-винторезных станках часто используются сразу все 4 вида смазки, что позволяет не пропустить ни один из узлов. При условии, что техническое оборудование получает надлежащее техническое обслуживание, срок службы его значительно увеличивается.
Специфика техобслуживания станков с ЧПУ
Кроме общих правил ухода, ежедневное техническое обслуживание станков с программным управлением включает в себя:
При плановом техобслуживании станков с ЧПУ особое внимание уделяется очистке от пыли электронной и электрической частей оборудования – пылевые перемычки могут приводить к утечкам тока, снижающих точность его работы, короткому замыканию плат.
Чем смазывать станок с ЧПУ при отсутствии смазочных материалов, рекомендуемых производителем оборудования, решает служба главного механика.
Наиболее часто применяемые масла для станков с ЧПУ: для малонагруженных высокоскоростных механизмов – И-5А, И-8А, по мере снижения скорости и возрастания нагрузки – И-12А, И-20А, И-30А, И-40А, И-50А.
Планово-предупредительный ремонт — ППР
Планово-предупредительный ремонт – это совокупность мероприятий по поддержанию станка в рабочем состоянии с сохранением его технических характеристик на уровне, соответствующем указанному производителем в паспорте станка.
В соответствии с графиком ППР, составленным на основании режима эксплуатации агрегата, производятся:
- Технический уход – чистка, смазка, заливка и смена масел.
- Замена изношенных деталей и затупившихся резцов.
- Промывка всего станка или отдельных его узлов.
В план ТО по предупредительному ремонту должны быть включены:
- профилактические ремонты;
- текущие (малый и средний) ППР;
- капитальный ППР.
Межремонтное ТО
Соблюдение требований эксплуатации, заявленные производителем, относятся к:
- механизмам управления оборудованием;
- ограждениям рабочего места;
- поддержанию смазочных устройств и резервуаров в чистоте, контролю за их наполнением смазочными материалами.
- устранению мелких неполадок;
- регулировке настраиваемых механизмов.
Все перечисленные виды обслуживания не требуют больших временных затрат, что позволяет проводить их в технологические, обеденные, межсменные перерывы. Переналадку оборудования лучше назначать на выходные дни. Для токарей высокого разряда, с допуском на проведение определённого вида наладочных работ, это не составит труда. В других случаях необходимо внести этот вид мелкого ремонта в список дел для ремонтно-наладочной бригады цеха.
ППР автоматических станков производится ежедневно, после закрытия смены. В условиях работы цеха в 2 и 3 смены, обслуживание их производится 1 раз в 8 часов. В цехах со сменным графиком работы обязательно должна быть ремонтно-наладочная служба, состоящая из:
- механиков;
- смазчиков;
- слесарей;
- электриков;
- шорников и других специалистов узкого профиля.
Это должно обеспечить высокое качество каждого узла в отдельности, и станка в целом.
А можно ли заливать автомобильное масло?
Разнообразие смазок, предназначенных для использования в автодвигателях, значительно шире, к тому же продаются они в большем количестве магазинов, включая сетевые гипермаркеты. К тому же если такие материалы способны защитить крупные и мощные автомобильные моторы, то, казалось бы, для работы в небольших силовых установках культиваторов они вполне подходят.
Эта точка зрения распространена достаточно широко, однако она является в корне неправильной:
- В автомобильных двигателях имеется мощная система охлаждения, в мотоинструменте же для этого используется простая вода или воздух. Поэтому вероятность перегрева смазки здесь намного выше.
- Частота работы двигателей для мототехники на порядок выше, поэтому и используемые здесь расходные материалы должны быть адаптированы под такие специфические условия. В противном случае они не обеспечат должной защиты от износа.
- Существенно различаются пакеты используемых присадок.
Кроме того, автомобильные масла – только для 4-тактных двигателей. Заливка такой смазки в 2-тактный мотор культиватора приведёт к плачевным и дорогостоящим последствиям.
В качестве альтернативного расходника для бензоинструмента можно использовать масла, разрабатываемые для скутеров, эндуро и другой мототехники. Условия работы их двигателей во многом схожи со спецификой работы культиваторов, поэтому при соблюдении ключевых условий – вязкость, эксплуатационные характеристики, тактность двигателя – такая замена возможна.
Однако в любом случае лучше всего придерживаться рекомендаций производителя вашего культиватора. В этом случае вы обеспечиваете оптимальные условия для его работы, предотвращаете его преждевременный износ и, следовательно, экономите свои деньги.
Учётность по обслуживанию оборудования
В каждом цехе, оборудованном станками в обязательном порядке должен вестись журнал технического обслуживания. В конце каждой смены работники должны оставлять в нём заметки об исправности или неисправности станка, с указанием дефектов, поломок, необходимости проведения каких-либо внеплановых работ, или нареканий на работу определённого узла, механизма.
После осмотра и проведения необходимого перечня работ, наладчик также отставляет отчёт о проделанной работе с указанием поломки и перечнем проведённых ремонтных действий.
Промывка станков производится по графику, составленному механиком, в соответствии с рекомендациями изготовителя в совокупности с режимом работы станка.
Проверка геометрической жёсткости основывается на требованиях ГОСТ. Её проводят после работ средней сложности или капитального ремонта. Основанием для этой проверки служит график, составленный механиком на проведение ППР. Перечень станков, подлежащих этой проверке, составляет главный технолог производства.
Замена СОЖ и промывка системы
Чтобы свежая СОЖ имела долгий срок службы, перед последним запуском станка в резервуар рекомендуется влить системный очиститель, например, OILCOOL XR. Он эффективно растворяет загрязнения и отложения на поверхностях. По истечении 8 – 24 часов необходимо слить всю жидкость из системы и промыть ее водой.
Системный очиститель полностью удаляет остатки старой эмульсии, поэтому после промывки с его использованием допускается заливать в станок СОЖ другой марки.
В заключение статьи, предлагаем посмотреть видеоурок о правилах технического обслуживания токарного станка:
Источник