June 24, 2022 Equipment and malfunctions admin
Processing metal workpieces on metal-cutting machines requires constant maintenance of temperature conditions. Its violation leads to failure of the metal-cutting tool, violation of the characteristics of the metal of the workpiece, especially its surface layer.
To prevent these negative effects, various cooling methods are used, including the supply of cutting fluids using a coolant supply system.
Coolant supply by pressure jet
This method is used when it is necessary to deliver liquid to hard-to-reach places - for example, when drilling deep holes. Usually the pressure is set to 0.1-2.5 MPa. In some cases it can reach 10 MPa.
Important! Too much pressure should be avoided if possible. It has a number of disadvantages:
- difficulty in achieving the required direction of the jet;
- risk of nozzle clogging;
- the need to install a special pumping station;
- excessively splashing liquid.
The pressure jet can be supplied in two ways: directly into the treatment area or through special channels located in the body of the device. The jet speed can reach 40-60 meters per second.
Note! To save fluid and reduce splashing, it is recommended to branch the flow of cutting fluid: direct one part of the flow with a thin pressure stream, and the second with free flow.
Chip clearance: coolant priority for CNC No. 1
Chip cleaning is by far the most important function. I shudder every time I see a cut with chips piling up on it. Chips have a very serious impact on the life of your cutting tool and can even lead to failure.
You are much more likely to encounter edge buildup when the chips are welded to the cutter. This usually happens if the cutter has to cut the same chips over and over again. If your machining operation does not remove all the chips, you may use up all the available flute clearance the cutter has. Already cut chips must compete with newly cut chips, which can cause the cutter to break. At least this means you can't cut as fast.
If your machine does not have coolant, create an air stream or mist to remove the chips. Become paranoid about having too much sawdust around.
Think about one thing: Most tool manufacturers recommend turning off the coolant when the surface speed exceeds a certain value, and you will increase the life of the tool. If it was all about heat, this shouldn't happen, since the higher the speed at the surface, the more heat.
Coolant supply by spraying
The advantage of this method is that the chemical and physical activity of aerosol coolants is higher. In addition, the spraying method is considered economical: it requires a much smaller amount of liquid.
Coolant spraying is used:
This method is suitable for working with modular machines, automatic lines and CNC. The disadvantage is that spraying a greasy lubricant quickly fills the workroom with oil vapors. Frequent ventilation is necessary.
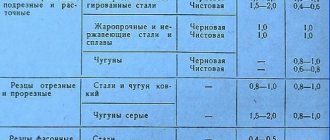
Coolant requirements depending on material
There are two factors to consider when using coolant. The first is the tendency for the chip flutes of the cutter to become clogged. Prevents welding of chips to the cutter by means of lubrication. The second is the ability of the workpiece material to absorb and transfer heat. Some materials do not transfer heat very well, such as titanium. These materials often rely more heavily on coolant for cooling to compensate for the material's inability to transfer heat. In addition, it is more difficult for the workpiece to cool without changing size due to excessive heat. Titanium further compounds the problem by producing relatively small sawdust. If the material you're cutting doesn't transfer heat well compared to aluminum (which is a great heat conductor), steel (a decent conductor), or other common materials, make sure you have a good coolant setting. Coolant can also reduce work hardening on materials such as stainless steel.
Pulse coolant supply method
We did not classify this method as the main one, since in practice it is rarely used. However, pulsed or shock coolant supply has a number of significant advantages.
Here, the cutting fluid is supplied not in a continuous stream, but in separate portions. The feed frequency is usually 10-13 Hz. The principle of pulsed coolant supply is more productive. In addition, when using this method, crushing and removal of chips is much more effective than in the case of the usual coolant supply with a pressure jet.
How to choose a coolant supply method: difficult cases
When processing deep holes with a small-sized device that does not have channels for supplying cutting fluid.
What to do? Several jets of liquid should be directed into the treatment area. The jets should form a cone. The axis of the figure must coincide with the axis of the cutting device.
When working with very deep holes.
What to do? It has already been noted that in such cases, supplying liquid with a strong pressure jet is considered the most suitable. But you can pulse coolant: this will help save money and avoid unnecessary hassle with chips.
Also, to build the correct coolant supply system, it is important to select coolant tubes that will hold the desired shape and meet all international quality standards.
The need to use coolant
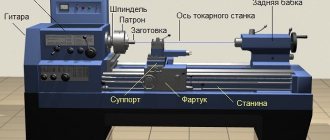
During the process of turning and milling, a sharp wedge of a cutting tool removes thin layers of workpiece material, forming a part of the required shape, size and surface quality. The energy of the rotating spindle is partially spent on separating the workpiece material, while a significant part of it is converted into heat.
During intensive work, both the tool and the metal workpiece overheat. Overheating reduces the life of the cutting tool; the quality of processing also deteriorates. There is a direct relationship between processing speed (spindle rotation speed and cutter or cutter feed speed) and temperature: with increasing speed, the workpiece and tool heat up more.
Another problem during intensive machining of metal parts is related to insufficiently efficient chip removal: long chips accumulate around the tool or part, the accumulation of chips can cause the machine to stop and even crash. In this case, the machine may be out of production for several hours or even days.
Since during turning and milling, spindle power is consumed for cutting and heating, heat generation can be reduced to some extent by reducing the cutting speed, that is, reducing the spindle speed.
However, in this case, performance suffers. However, the problem of chip removal remains.
Methods for quality control of coolant cleaning
There are GOST 6370 – 59, 9279 – 59, 10577 – 63 for methods for determining the content of mechanical impurities in hydrocarbon media.
Standard test methods are quite labor-intensive and are used only in laboratory conditions. To determine the content (concentration) and size of mechanical particles contained in the coolant, traditional methods of dispersion analysis are used - force, microscopic, and so on. But all these methods are time-consuming and can only be performed in the laboratory.
How to prepare cutting fluid with your own hands?
To make your own emulsion you will need the following ingredients:
- liquid soap;
- soda ash;
- kerosene;
- sunflower oil;
- bleach;
- warm water;
- dishwashing detergent;
- container for cooking and mixing;
- electric stove.
Liquid soap is combined with sunflower oil, kerosene and soda. All ingredients are taken in equal proportions and mixed in a container with a volume of at least 10 liters. Add a little bleach and dishwashing liquid to the resulting solution.
Then the entire mixture is poured with warm water until the container is full. On an electric stove, the liquid is heated to a temperature of 90°C, stirring continuously.
The result is a concentrated mixture, which is subsequently diluted with water in a ratio of 1:3.
This is interesting: How to properly weld metal with a welding inverter: video lessons and tips
Features of the impact on machines and workpieces
In general, coolant solves three problems: cools, lubricates and removes small particles (chips). But in reality there are many more problems. For example, here are the consequences of efficient cooling:
- the wear process of the cutting tool is reduced;
- the accuracy of work on a lathe increases;
- the number of technological processes is reduced;
- the quality of processed parts improves;
- Risks for the employee are reduced, and their workplace becomes more comfortable.
Coolant for a lathe is not an essential component of metalworking, but without it it is impossible to obtain high-quality products and rationally plan tool maintenance costs.
This is interesting: How to weld stainless steel with ferrous metal: technology features
Exotic recipe: alcohol as a coolant
Datron uses alcohol mist as a coolant for its HSM machines. They make a good argument for this:
It is ideal for high-speed micromachining of non-ferrous metals and some plastics due to its viscosity lower than that of water, allowing ethanol to quickly coat and cool a large surface area of fast moving parts. Ethanol's low vaporization temperature makes it an effective cooling and lubricating solution. Because ethanol simply evaporates, disposal, recycling and associated costs are a thing of the past. Additionally, ethanol-based coolants leave no residue on processed parts, making costly secondary operations such as degreasing obsolete—maximizing productivity, increasing efficiency, and ultimately improving the manufacturer's bottom line. The main thing is not to breathe in alcohol fumes, otherwise it’s very easy to get drunk...
Cooling with alcohol solution
Selection of air layer interruption conditions
It is known that the presence of an air boundary layer around the grinding wheel prevents coolant from entering the grinding zone, which makes lubrication and cooling of the contact zone difficult. This leads to thermal damage to the workpiece and rapid wear of the wheel. The effects of using a breaker (scraper) [11], obtained by simulating a rotating rough circle ( Fig. 7 ), show that the breaker should be installed directly in front of the nozzle, since the boundary layer develops quickly (low pressure is shown in blue in the figure). As shown in Fig. 8 , the air layer in the wedge-shaped zone is divided into two flows: the boundary layer along the grinding wheel and the reverse air flow - reflux along the workpiece, which seriously limits the effective injection of coolant [12].
Rice. 7. The result of modeling the distribution of air pressure around the scraper when the circle rotates clockwise [11].
Rice. 8. Vectors of air flow velocity in the wedge-shaped zone, with a peripheral speed of the circle of 45 m/s [12].
The data obtained in [12] show that with an increase in the peripheral speed of the circle, the air flow pressure in the wedge increases accordingly, as does the air flow speed. When the minimum clearance between the wheel and the workpiece is reduced, the air flow velocity under air pressure along the horizontal and vertical directions in the wedge area increases significantly. In addition, reflux tends to become more intense and the energy of the flow field increases.
When the nozzle sprays coolant into the wedge-shaped area, the feed direction should be as high as possible from the boundary to promote the injection of coolant into the wedge-shaped gap. Research has shown that if the nozzle axis formed a certain angle (15–20°) with the workpiece surface, the coolant tended to easily enter the wedge gap.
Researchers have been using a variety of air boundary layer mitigation methods, which include the use of an aerodynamic baffle, a pneumatic barrier, a scraper plate, and a circle of rexine fabric to prevent air from being sucked in from the side walls. By applying coolant centrifugally through the grinding wheel, the negative impact of the air barrier can also be reduced.
As studies show [13], the use of a scraper plate located in front of the contact zone between the wheel and the workpiece at an angle of up to 20° improved the grinding coefficient by 119%, surface roughness by 54.2% and reduced the specific energy requirement by 57.3%. The results show that the introduction of a scraper plate can improve process efficiency and product quality compared with traditional grinding.