Unified inch threads of the UN standard (UNC, UNF and UNEF) are widespread in America and Canada, where the inch measurement system is used. Here this standard is the main one for bolts, screws, nuts and many other fasteners used in mechanical engineering. Their production is regulated and controlled by ASME and ANSI organizations.
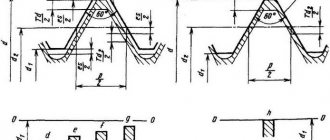
American thread has the same profile with an apex angle of
60°
as the metric ISO standard, but its main parameters are expressed not in millimeters, but in inches. Depending on the frequency of turns, it can also be large (main) UNC, small UNF and superfine UNEF. The number of turns per inch is called pitch TPI, while in the metric the pitch refers to the distance between adjacent vertices of the helix P (mm). These parameters are related by the ratio: P = 1″/ TPI (remember that 1″ = 25.4 mm).
Legend
The thread designation indicates its outer diameter - D
, followed by a pitch -
TPI
(threads per inch) and its type -
UNC
or
UNF
.
For diameters less than 1/4″,
the size is indicated by an integer from
0 to 12
, which appears after the
#
or
No
. Each number corresponds to a specific external D, the exact value of which can be found in the reference table. For all other diameters above 1/4″ this value is expressed in inches.
Main characteristics of inch thread
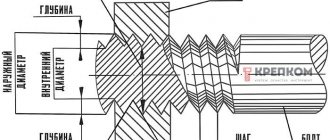
Thread sizes in inches and much other information are indicated in the regulatory documentation, which is related to GOST 6111-52. Like any other thread, the thread under consideration is characterized by two main parameters: the diameter of the outer turns and their pitch. Their features include the following points:
- The pitch of an inch thread determines the distance at which the threads are relative to each other. It is worth considering that this metric size determines how strong the connection will be. Some inch thread parameters must remain unchanged along the entire length of the pipe. For example, the pitch must remain the same, otherwise the pipe or fitting may become difficult to use.
- The outer diameter is measured between the top points of the ridges being created. In this case, the dimensions of the pipe thread are quite easy to determine, since you can use a conventional measuring device.
- The inner diameter is much easier to determine. This indicator is characterized by the distance from one lowest point to another, located on the opposite side of the pipe.
By measuring the dimensions of the threads, you can calculate the profile height. To determine this indicator, it is enough to subtract the smaller one from the larger indicator.
The size table is used to compare the metric version with the inch version. It is used to select pipes and fittings. This table indicates thread diameters and other important indicators.
Basic parameters of inch threads
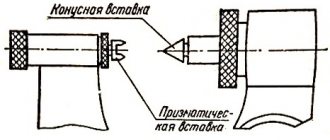
An inch thread gauge allows you to determine the main indicators. This tool works on the principle of a template when a marked thread gauge is screwed on. When the thread gauge moves smoothly, the thread size can be determined with high accuracy.
Dimensions
The scope and exact purpose of each product on which it is applied is determined by its geometric parameters. The dimensions of the unified American UNF thread include parameters that are listed in a special table. Such a table has rows that display the number or size. For example, the designation 5/16¢¢-24 UNF indicates that this is an inch thread with the specified dimensions. The columns indicate the names and values of the clarifying characteristics: length, diameter and pitch, number of threads per inch, required drill diameter for drilling a hole before cutting.
All parameters are given in inches and comply with three established standards:
- international ISO 725;
- English BS 1580;
- American ANSI and ACME D1.1.
The standards contain tables in which all sizes of this type are located. They list the features of this type:
- profile according to UN specification;
- profile height (this indicator is indicated by the letter “H” and is equal to 0.866025Р);
- apex angle (for UNF thread it is equal to sixty angular degrees);
- the maximum outer diameter reaches 38.1 mm;
- the thread pitch varies from a minimum of 0.317 millimeters to a maximum of 2.117 millimeters;
- depression shape;
- the number of turns per inch of its length;
- accuracy classes.
According to the American standard, the shape of the cavity is of two types: flat, designated UN, and radius, designated UNR. In accordance with the ANSI standard, three accuracy classes are defined for external and internal fasteners. External has accuracy classes with designations 1A, 2A, 3A, internal, respectively, 1B, 2B and 3B. The smallest number (one) indicates the lowest accuracy class. The largest number is about the highest class. The highest class has the highest processing and cutting requirements. The most common is the middle class. Each class has its own scope of application. For example, low class (first 1A and 1B) is used even for fasteners where partial contamination and slight deformation are acceptable. The third class is used in units where it is necessary to ensure the strongest connection with the smallest gap.
For example, the designation of the external thread of a 1/4" bolt - 28UNFx2 1/2" allows us to determine that it is of the UNF type. That is, it is a unified inch thread with a fine pitch. The 1/4” fraction indicates an outer diameter of 6.35 millimeters. The number 28 indicates the step. In this case, it is said that there are 28 turns per inch (25.4 mm). The final number indicates the total length of the bolt. In this case, converting inches to the metric system, you get: 2 1/2” corresponds to approximately 63.5 millimeters.
If you find an error, please select a piece of text and press Ctrl+Enter.
An inch thread is a thread, all parameters of which are expressed in inches, the thread pitch is in fractions of an inch (inch = 2.54 cm). For inch pipe threads, the size in inches characterizes the clearance in the pipe, and the outer diameter of the pipe itself is slightly larger.
Inch threads are used in threaded connections and screw drives. Inch threads come in the following types:
- Inch cylindrical – UTS (Unified Thread Standard). This type of carving is widespread in the USA and Canada. The apex angle of this thread is 60 degrees. Depending on the step, it is divided into: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). The most widely used thread is UNC. This thread conforms to ANSI 1 standard.
- British standard inch thread - BSW. Fine pitch threads are called BSF (British Standard Fine). The apex angle of this thread is 55 degrees.
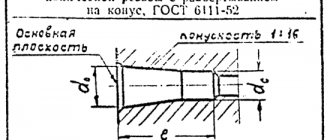
- Inch tapered NPT or cylindrical NPS. Meets ANSI/ASME 20.1. This thread is used for pipe connections. Has an apex angle of 60 degrees. In Russia, such threads correspond to GOST 6111-52.
Most often in Russia recently you can find fasteners with inch UNC threads (unified coarse thread). Such fasteners are often found on equipment imported into our country (lawn mowers, trimmers, generators, cultivators, American-made cars, etc.) from the USA, China and some other countries. When working with inch fasteners, you must remember that the sizes of the keys for inch fasteners are different from the keys for metric fasteners.
Types of inch threads
Pipe threads are created using a special tool. Considering the types of inch threads, we note two main types:
- UNF inch cylindrical thread has become very widespread, as it is cut on a cylindrical surface and has very high strength. American thread is used to create a wide variety of designs, for example, components for cars. The American UNS standard is extremely rare in Europe.
- Inch tapered threads also have high strength and are suitable for solving a wide variety of problems. It is much less common, but is still used by many manufacturers.
The Brix version and other varieties can also be classified according to the following criteria:
- accuracy class;
- cutting direction;
- application area.
Tapered threads are much less common, but are still used in the production of various parts. In addition, UNC threads and Whitworth threads are included in almost all reference books.
Tool design
The UNF/UNC tap is a screw with flutes and corresponding sharpening of the front, back and other corners. The main elements of the tool are the cutting (taking) and calibrating parts, grooves for removing chips. The cutting part is made of high-speed steel or hard alloy. A suitable shank is available for manual use or installation in a chuck.
The advantage of the tool is the simplicity and manufacturability of the design, as well as high cutting accuracy and the ability to work due to self-feeding. The difficulty is the need to apply large cutting forces and friction forces, and difficulties in removing chips.
Depending on the design, UNF/UNC taps are divided into:
- manual or metalworking;
- machine-manual;
- machine;
- nuts and others.
Pipe inch thread
A special feature of pipe threads is that the documentation always indicates only the internal diameter of the pipe. This does not take into account the thickness of the walls. Inch pipes are characterized by the following features:
- A thread is a screw-type groove with a constant pitch and cross-section. It can be applied to pipes made of various materials.
- For pipe options, the main parameters are indicated in inches. Please note that one inch is 25.4 mm.
- The internal diameter of an inch pipe can be indicated in special tables. This parameter is used to calculate the height of the coil. They have sharper ridges and depressions.
- The threads of the grooves created are slightly twisted. Due to this, cylindrical pipe threads have higher strength.
- As previously noted, the profile of the coils may differ: cylindrical and conical.
The proliferation of water pipes with this type of thread can be associated with the ease of installation work. The most common types of pipes are:
- With 14 threads per inch. In this case, the pitch is 1.814 mm.
- With 11 threads per inch. This version has a pitch of 2.309 mm.
Metric and tubular versions are manufactured using similar technologies. It is worth considering that thread cutting can be done manually or mechanically. Cutting when using hand tools is carried out as follows:
- A clamping vice is used to secure the workpiece. Special holders can be used to use tools
- The die is designed to create the outer surface, the tap is intended to create the inner surface.
- Before performing work, the tool and the workpiece should be lubricated with a special substance that simplifies the use of the tool. Cutting is carried out by rotating the tool.
- To improve the quality of the resulting turns, the procedure is repeated several times.
Inch thread table
A lathe can be used to automate the process. The work is carried out according to the following algorithm:
- A special cutter is used to form coils on the surface.
- The pipe being processed is fixed in a clamping chuck.
- In most cases, a chamfer is created at the end of the pipe with a conventional through cutter, after which the appropriate speed of movement of the caliper is adjusted.
- It is worth considering that only an appropriate machine is suitable for cutting the surface in question. It must have a threaded feed.
In industry, only machine tools are used, since by automating the process, the process is accelerated and the cost of the product is reduced.
How to find out the diameter of a pipe? Measure!
For some reason this strange question often comes to e-mail and I decided to supplement the material with a paragraph about measurement.
In most cases, when purchasing, it is enough to look at the label or the seller. But it happens that you need to repair one of the communication systems by replacing pipes, and initially it is not known what diameter the already installed ones have.
There are several ways to determine the diameter, but we will list only the simplest ones:
- Arm yourself with a tape measure or a measuring tape (this is how women measure their waist). Wrap it around the pipe and record the measurement. Now, to obtain the desired characteristic, it is enough to divide the resulting figure by 3.1415 - this is the number Pi.
Example:
Let's imagine that the girth (circumference L) of your pipe is 59.2 mm . L=ΠD, resp. the diameter will be: 59.2 / 3.1415 = 18.85 mm .
- After obtaining the outer diameter, you can find out the inner one. Only for this you need to know the thickness of the walls (if there is a cut, just measure with a tape measure or other device with a millimeter scale).
Let's assume that the wall thickness is 1 mm. This figure is multiplied by 2 (if the thickness is 3 mm, then it is also multiplied by 2 in any case) and subtracted from the outer diameter (18.85- (2 x 1 mm) = 16.85 mm) .
It’s great if you have a caliper at home. The pipe is simply grabbed by the measuring teeth. We look at the required value on a double scale.
Designation principles
To determine the main qualities, you need to understand its designation. The thread designation in the drawings is slightly different from those used by the manufacturer in the production of products. Thread tables allow you to determine the main characteristics only by designation.
The features of the marking include the following points:
- Symbol for the thread in question G.
- The diameter size is indicated after the letter. An example of notation is 1 ½.
- The symbol L indicates that the turns are left-handed.
- The next symbol H indicates the accuracy class.
- The make-up length is represented by numbers at the end of the marking.
The designation of a tapered thread in the drawing provides an indication of the accuracy class. A symbol indicating the accuracy class may be indicated in the technical documentation. The creation of turns is carried out in compliance with one of three classes. In addition, the letters “A” and “B” may be indicated next to the number: the first indicates an external indicator, the second internal. The first class corresponds to the coarsest threads, the third is the highest quality.
Correspondence of two notation systems
Metric and inch threads have a relatively small number of differences. Let's take the following signs as an example:
- Shape of the threaded flange profile.
- The procedure for determining the diameter and pitch of the coils.
Various units of measurement are used to indicate the main parameters. When considering a pipe inch in millimeters, it should be taken into account that the indicator is not standard, it is 3.324 cm. Therefore, inch threads in millimeters with a non-standard designation ¾ in terms of the metric designation is 25 mm. The translation is carried out quite often, since the diametrical size is important when choosing fittings and other elements. A table of inch and metric threads can be found in special reference books.
Differences between inch and metric threads
It is worth considering the fact that not many versions of metric and inch coils are compatible. That is why, in most cases, translation is performed to determine the diametrical size of the product on which the connecting surface is cut.
Application of inch threads
To ensure high strength of the created connection with the USA and Canada, the threads in question with an apex angle of 60 degrees are used. An exception is the production of plumbing fixtures. Bolts with inch threads are also found in Europe. They are characterized by high strength. In addition, a screw with an inch thread can be used to create various equipment and mechanisms.
Inch threads in the pipeline ensure high quality connections, since the pipe connection must withstand high pressure and variable loads. However, it began to be used in the production of various equipment, for example, cameras. Some metric versions are similar in their parameters to inch, which provides versatility of use.
In conclusion, we note that English industrial carving should not be confused with that which is widely used today. The old model was used as early as 1841. This version of the design almost completely repeats the one under consideration, but there are still distinctive features. It is worth considering that screws and nuts with such turns do not mate with inch fasteners, which are widely used in America and Canada.