Steel 03KhGYu Steel 05G1B Steel 06G2AF Steel 06G2MFB Steel 06G2FR Steel 06KHGSYu Steel 07GBYU Steel 07GFB (07GFB-U) Steel 08G1NFB Steel 08G2MF (08G2MFA) Steel 08G2S Steel 08G2SFB S hoist 08G2T (08G2T-U) Steel 08G2FBT Steel 08GBYU Steel 08GBYUTR Steel 09G2 Steel 09G2D Steel 09G2S (09G2SA) Steel 09G2SD Steel 09G2FB (09G2BT) Steel 09GBYU Steel 09GNFB Steel 09GSNBTS Steel 09KHGN2AB Steel 10G2B Steel 10G2BD Steel 10G2BTYu Steel 10G2S1 Steel 10G2S1D Steel 10G2SB Steel 10G2SFB Steel 10G2T Steel 10G2FB Steel 10G2FBU Steel 10GNB Steel 10GS2 Steel 10GT Steel 10KhGSN1D (SHL- 45) Steel 10KhDP Steel 10KhN1M (VK-1A) Steel 10KhNDM Steel 10KhNDP Steel 10KhSND (SHL-4) Steel 12G (12GA) Steel 12G2AF Steel 12G2B Steel 12G2S Steel 12G2SB Steel 12G2SMF Steel 12G2SMFA Yu Steel 12GN2MFAYU Steel 12GNDYu Steel 12GS (Sv-12GS) Steel 12GSB Steel 12GF Steel 12KhGDAF Steel 12HSND Steel 13G1S (13G1S-U) Steel 13G1SB (13G1SB-U) Steel 13G2AF Steel 13GDF Steel 13GS (13GS-U) Steel 13GF (13GFA) Steel 14G2 Steel 1 4G2AF Steel 14G2AFD Steel 14GS Steel 14GF Steel 14KhGMDC Steel 14KhGS Steel 15G2AFD (15G2AFDps) Steel 15G2SF Steel 15G2SFD Steel 15G2FBU Steel 15GS Steel 15GF Steel 15GFD Steel 15KhDP Steel 15KhSND Steel 16G (16GA) Steel 16G2AF Steel 16G2AF D Steel 16G2SF (16G2SAF) Steel 16GD Steel 16GMYuch Steel 16GS Steel 16GFB Steel 16D Steel 17G1S ( 17G1S-U) Steel 17GS Steel 18G2AF (18G2AFps) Steel 18G2AFD (18G2AFDps) Steel 18G2S Steel 18YUT (Ch-33) Steel 19YuFT (Ch37) Steel 1Kh2M1 Steel 20G2S Steel 20GS Steel 20GS2 Steel 20 GSF (20GSFL) Steel 20Kh2G2SR Steel 20KhG2Ts Steel 20KhGS2 Steel 22G2 Steel 22GYU Steel 22S Steel 22KH2G2AYU Steel 22KH2G2R Steel 23KH2G2T Steel 25G2S Steel 25GS Steel 25S2R Steel 27GS Steel 28G2S1D Steel 28G2SFB (28G2SFBD) Steel 28S Steel 30ХS2 S tal 32G2Rps Steel 35GS Steel 45KhGMA Steel 80S Steel SVS-690 (Severstal-690) Steel X56
Designations
| Name | Meaning |
| Designation GOST Cyrillic | 17G1S |
| Designation GOST Latin | 17G1C |
| Translit | 17G1S |
| By chemical elements | 17Mn1С |
| Name | Meaning |
| Designation GOST Cyrillic | 17G1S-U |
| Designation GOST Latin | 17G1C-U |
| Translit | 17G1S-U |
| By chemical elements | 17Mn1С-C |
Heat treatment of steel 17G1S
Heat treatment solves several problems at once. Thus, with its help it is possible to avoid the introduction of additional chemical elements into the steel composition (a technologically complex and expensive process). It does not take much time and does not require the use of special equipment. Very often, steel is heat treated before it is used in load-bearing structures.
Hardening. With its help, a metal can be given atypical characteristics and properties.
Vacation. Helps the alloy get rid of a significant drawback - internal stress. After tempering, the material acquires amazing strength and hardness, and its service life increases.
Annealing. With its help, steel is given a uniform structure. Annealing is also used to reduce the ductility of the metal.
Description
Steel 17G1S is used : for the manufacture of welded metal structures and parts operating under pressure at temperatures from -40 to +475 ° C; parts and elements of steam and hot water pipelines of nuclear power plants (NPS), with a design temperature of the environment not higher than 350 °C at an operating pressure of less than 2.2 MPa (22 kgf/cm2), welded transitions, flanges, welded tees and other shaped parts of pipelines Speakers with operating temperatures from -40 °C to +350 °C; electric-welded straight-seam pipes of strength group K52 for the construction of gas pipelines, oil pipelines and oil product pipelines, thermal power plants and heating networks, and gas and oil pipelines of increased corrosion resistance from natural alloy steel (PL-1, PL-2) with an extended service life; straight-seam electric-welded expanded pipes intended for the construction of high-pressure pipelines; electric-welded spiral welded with outer diameters of 720, 820, 1020 and 1220 mm with anti-corrosion outer coating for operation under pressure up to 7.4 MPa (75 kgf/cm2), intended for main pipelines transporting non-corrosive gas.
Note
Low-alloy silicon-manganese steel. Degree of deoxidation - Sp. Steel 17G1S provides the strength class of sheets, wide-band universal rolled products and bent profiles KP 345 with a thickness of rolled products from 10 to 20 mm, KP 355 with a thickness of up to 10 mm. without the use of additional strengthening treatment. During hardening treatment (regulated or controlled rolling or accelerated cooling), rolled products with a cross-section from 20 to 60 mm are supplied. KP 315 and KP 325, with a cross section from 10 to 32 mm. KP 345 and cross-section from 10 to 20 mm. KP 355. When using quenching and tempering, rolled products with a cross section of 10−20 mm are supplied. KP375.
Application difference
Despite the similar chemical composition and belonging to the same class of alloys, the concentration of elements determines the difference in the use and cost of the material.
Steel 17g1s is more resistant to high temperatures and is suitable for the production of seamless, electric-welded straight-seam and spiral-seam pipes, which are used for laying steam pipelines and pipelines transporting aggressive media.
St09g2s is more universal due to its physical and technical properties: it is plastic, durable, wear-resistant, and is used in various climatic zones. It has a lower cost compared to alloy 17g1s.
Standards
| Name | Code | Standards |
| Classification, nomenclature and general norms | IN 20 | GOST 19281-89 |
| Steel pipes and connecting parts for them | B62 | GOST 20295-85, GOST 24950-81, STO 79814898 105-2008, TU 1104-138100-357-02-96, TU 14-3-1138-82, TU 14-3-1698-2000, TU 14-3- 684-77, TU 14-158-153-05, TU 1303-002-08620133-01, TU 14-158-146-2004, TU 14-3-1573-96, TU 14-3-620-77, TU U 27.2-00191135-016-2007, TU 1303-007-12281990-2015 |
| Sheets and strips | B23 | GOST 82-70, GOST 5520-79, GOST 19903-74, GOST 19282-73, GOST 19903-90, TU 14-1-4632-93 |
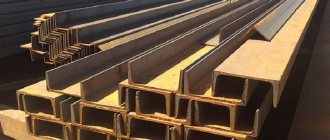
| Long and shaped rolled products | B22 | GOST 8278-83, GOST 8281-80, GOST 8282-83, GOST 8283-93, GOST 9234-74, GOST 11474-76 |
| Sheets and strips | B33 | TU 14-1-1921-76, TU 14-1-1950-2004, TU 14-1-2917-80, TU 14-1-5241-93, TU 14-1-4431-88 |
| Long and shaped rolled products | B32 | TU 14-136-367-2008 |
§ 75. Welding of low-alloy steels
Alloy steels are divided into low-alloy (alloying elements in total less than 2.5%), medium-alloy (from 2.5 to 10%) and high-alloy (more than 10%).
Low-alloy steels are divided into low-alloy low-carbon steels, low-alloy heat-resistant steels and low-alloy non-carbon steels. The mechanical properties and chemical composition of some grades of low-alloy steels are given in table. 33.
33. Mechanical properties of low-alloy low-carbon steels with a given chemical composition
The carbon content in low-alloy low-carbon structural steels does not exceed 0.22%. Depending on the alloying, steels are divided into manganese (14G, 14G2), silicon-manganese (09G2S, 10G2S1, 14GS, 17GS, etc.), chromium-silicon-manganese (14KhGS, etc.), manganese-nitrogen-vanadium (14G2AF, 18G2AF, 18G2AFps, etc.), manganese-oniobium (10G2B), chromium-silicon-nickel-copper (10HSND, 15HSND), etc.
Low-alloy low-carbon steels are used in transport engineering, shipbuilding, hydraulic engineering, pipe production, etc. Low-alloy steels are supplied in accordance with GOST 19281 - 73 and 19282 - 73 and special technical conditions.
Low-alloy heat-resistant steels must have increased strength at high operating temperatures. Heat-resistant steel is most widely used in the manufacture of steam power plants. To increase heat resistance, molybdenum (M), tungsten (B) and vanadium (F) are introduced into their composition, and to ensure heat resistance - chromium (X), which forms a dense protective film on the metal surface.
Low-alloy, medium-carbon (more than 0.22% carbon) structural steels are used in mechanical engineering, usually in a heat-treated state. The welding technology for low-alloy medium-carbon steels is similar to the technology for welding medium-alloy steels.
Features of welding low-alloy steels.
Low-alloy steels are more difficult to weld than low-carbon structural steels. Low alloy steel is more sensitive to thermal influences during welding. Depending on the grade of low-alloy steel, during welding, hardening structures or overheating may form in the heat-affected zone of the welded joint.
The structure of the heat-affected metal depends on its chemical composition, the cooling rate and the length of time the metal remains at the appropriate temperatures at which the microstructure and grain size change. If austenite is obtained in hypoeutectoid steel by heating (Fig. 100), and then the steel is cooled at different rates, then the critical points of the steel decrease.
Rice. 100. Diagram of isothermal (at constant temperature) decomposition of austenite in low-carbon steel: A - beginning of decomposition, B - end of decomposition, A1 - critical point of steel, Mn and Mk - beginning and end of the transformation of austenite into martensite; 1, 2, 3 and 4 - cooling rates with the formation of various structures
At a low cooling rate, a pearlite structure (a mechanical mixture of ferrite and cementite) is obtained. At a high cooling rate, austenite disintegrates into its component structures at relatively low temperatures and structures are formed - sorbitol, troostite, bainite, and at a very high cooling rate - martensite. The most fragile structure is martensitic, therefore, during cooling, the transformation of austenite into martensite should not be allowed when welding low-alloy steels.
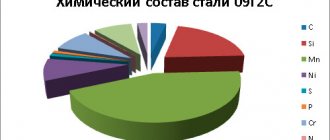
Chemical composition
| Standard | C | S | P | Mn | Cr | Si | Ni | Fe | Cu | N | As | Al | V | Ti | Nb | Ce |
| TU 14-1-1921-76 | 0.15-0.2 | ≤0.025 | ≤0.03 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Remainder | ≤0.3 | ≤0.012 | ≤0.08 | ≤0.05 | — | ≤0.03 | — | ≤0.03 |
| TU 14-1-1950-2004 | ≤0.2 | ≤0.02 | ≤0.025 | ≤1.55 | ≤0.3 | ≤0.6 | ≤0.3 | Remainder | ≤0.3 | ≤0.012 | ≤0.08 | ≤0.05 | — | ≤0.03 | — | — |
| GOST 19282-73 | 0.15-0.2 | ≤0.04 | ≤0.035 | 1.15-1.6 | ≤0.3 | 0.4-0.6 | ≤0.3 | Remainder | ≤0.3 | ≤0.008 | ≤0.08 | ≤0.05 | — | ≤0.03 | — | — |
| TU 14-3-1138-82 | 0.15-0.2 | ≤0.02 | ≤0.025 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Remainder | ≤0.3 | — | — | 0.015-0.05 | — | — | — | — |
| TU 14-158-146-2004 | ≤0.18 | ≤0.015 | ≤0.02 | 1.15-1.5 | — | 0.4-0.6 | — | Remainder | — | ≤0.012 | — | — | ≤0.08 | — | ≤0.07 | — |
| TU 14-3-1573-96 | 0.15-0.2 | ≤0.03 | ≤0.035 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Remainder | ≤0.3 | ≤0.012 | — | — | — | — | — | — |
Fe is the basis. According to GOST 19282-73, it is allowed to modify steel with calcium and rare earth elements based on the introduction of no more than 0.02% calcium and 0.05% rare earth elements into the metal. According to GOST 19281-89 and GOST 19282-73, the addition of aluminum and titanium is allowed in order to obtain a mass fraction in rolled aluminum of no more than 0.050%, titanium - no more than 0.030%. According to GOST 5520-79, when smelting steel from Kerch ores, the mass fraction of arsenic is allowed up to 0.15%, while the mass fraction of phosphorus should be no more than 0.030%. At the request of the consumer, the mass fraction of sulfur should not exceed 0.025, 0.030 or 0.035%, and phosphorus 0.030 or 0.035%. When melting steel in electric furnaces, the mass fraction of nitrogen should be ≤ 0.012%. According to TU 14-1-1921-76, Ca≤0.020% can be introduced instead of Ce. According to TU 14-1-1950-2004, the chemical composition is presented for steel grade 17G1S-U. In steel grade 17G1S-U produced by OJSC MK Azovstal, intended for the production of pipes with a diameter of 1020 mm for transporting low-sulfur gas, the mass fraction of sulfur should not exceed 0.007%, phosphorus - 0.020%. For gas and oil pipelines with increased corrosion resistance and extended service life, the sheets are made from natural alloy steel grade 17G1S-U: - first category - with a mass fraction of chromium and nickel of 0.20-0.50% each, phosphorus - no more than 0.030%; - second category - with a mass fraction of chromium and nickel of 0.20-0.50%, copper - 0.15-0.35% and phosphorus - no more than 0.030%. Steel grade 17G1S-U is deoxidized with aluminum and titanium, the total mass fraction of which (according to the ladle sample) should be in the range of 0.015-0.075%, while the mass fraction of aluminum should be no more than 0.06%. To globularize sulfur inclusions, the addition of cerium or calcium is allowed. The mass fraction of cerium or calcium should not be more than 0.03% and 0.02%, respectively. The carbon equivalent should be no more than 0.46, and for the production of pipes with a diameter of 1020 mm for transporting low-sulfur gas, it should be no more than 0.42. According to TU 14-3-1138-82, the chemical composition is presented for steel grade 17G1S-U. The chemical composition of steel and carbon equivalent are accepted according to the certificate of the sheet metal supplier. The table shows the permissible residual content of nickel, chromium, copper and aluminum. It is allowed, for globulation of sulfur inclusions, to treat steel with additives of cerium (up to 0.03%) and calcium (up to 0.03%), respectively. In individual melts, manganese content is allowed up to 1.60%, vanadium up to 0.10%, nitrogen up to 0.02%. It is allowed to supply individual steel melts with a total content of residual aluminum and titanium in the range of 0.010-0.060%, provided that the required mechanical properties are ensured. According to TU 14-3-1573-96, the chemical composition is given for steel grade 17G1S. Steel grade 17G1S-U has a difference in chemical composition: C ≤ 0.20%, Mn ≤ 1.55%, Si ≤ 0.60%, Al ≤ 0.060%, S ≤ 0.020%, P ≤ 0.025%. Carbon equivalent for both grades of Se ≤ 0.46%. In individual heats of steel grade 17G1S-U the following is allowed: mass fraction of manganese up to 1.80%, with Se ≤ 0.44; mass fraction of vanadium ≤ 0.10% and (or) niobium ≤ 0.070%. The total mass fraction of aluminum and titanium in steel grade 17G1S-U should be in the range of 0.015-0.075%. According to TU 14-158-146-2004, the chemical composition is given based on a ladle sample for the 1st quality level of pipes made of steel grades 17G1S, 17G1S PL-1, 17G1S PL-2, 17G1S-U, intended for the production of pipes of strength class K52 and steel 17G1S-U, for the production of pipes of strength class K55. Niobium and vanadium are optional and are added to steel according to calculation upon agreement between the manufacturer and the consumer.
Properties and applications of steel
Substitute: 09G1S, according to German standard 1.0570, in Japan - SM490A, SM490B.
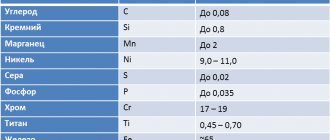
Chemical composition: steel 17G1S
refers to low-alloy, including up to 96% iron, no more than 0.17-0.2% carbon. The rest are impurities such as sulfur, phosphorus, arsenic (no more than 0.1%) and alloying elements:
- Copper up to 0.3%;
- Silicon up to 0.6%;
- Chromium not higher than 0.3%;
- Manganese up to 1.6%.
Parts made of steel 17G1S
can operate at temperatures from -40 to +475 degrees Celsius without loss of properties.
Note: sometimes the letter “U” is placed at the end of the marking, which indicates that the alloy is endowed with improved characteristics.
Steel 17G1S
used for the production of pipes transporting steam and heated water, as well as flanges and transitions between them. It is often used in the construction of oil pipelines and gas storage facilities (pipes up to 60 mm thick).
Mechanical characteristics
| Section, mm | sТ|s0.2, MPa | σB, MPa | d5, % | kJ/m2, kJ/m2 |
| Straight-seam electric welded pipes according to TU 1303-002-08620133-01 as delivered (the wall thickness is indicated in the cross-section) | ||||
| 10-20 | ≥345 | 510-660 | ≥23 | ≥390 |
| 6-10 | ≥355 | 510-660 | ≥23 | ≥440 |
| 7-16 | 365-460 | 510-630 | ≥23 | ≥490 |
| Thick plates are in delivery condition according to TU 14-1-5241-93. Quenching + Tempering (transverse samples) | ||||
| 10-50 | ≥345 | ≥490 | ≥21 | — |
| 8-10 | ≥355 | ≥490 | ≥23 | — |
| Rolled sheets for gas pipes (7.0-10.0 mm). As delivered. Strength group K52 | ||||
| ≥355 | ≥510 | ≥23 | ≥590 | |
| Rolled thick sheet and broadband universal, in delivery condition GOST 19282-73 and Sheet 2-6, 10-12, 16, 18-22 categories, heat-treated, in delivery condition GOST 5520-79 | ||||
| ≤10 | ≥355 | ≥510 | ≥23 | — |
| 10-20 | ≥345 | ≥510 | ≥23 | — |
| Longitudinal electric welded pipes of strength class K52 according to TU 14-3-1138-82 as delivered (the cross-section indicates the outer diameter of the pipe, KCU-40 °C) | ||||
| 1020; 1220 | 370-470 | 540-640 | ≥20 | ≥396 |
| Electric-welded straight-seam oil and gas pipeline pipes in delivery condition according to TU 14-3-1573-96 (transverse samples; in the section section - outer diameter; in the KCU column the value KCU-40 °C is indicated) | ||||
| 530, 630, 720, 820, 1020 | ≥350 | ≥510 | ≥20 | ≥294 |
| 530, 630, 720, 820, 1020 | ≥360 | ≥510 | ≥20 | ≥392 |
Applied processing technologies
This grade can be processed both on mechanical machines and using temperature furnaces. Thanks to these actions, it is possible to improve some data and prepare material for further use. During the machine action, cutting, drilling, straightening, etc. are used. These influences give the element the required shape.
Processing of steel grade 17G1S
During heat treatment, hardening, tempering and annealing are used. Temperature effects can achieve atypical functions, increase hardness or create a uniform structure. This procedure can also be used to make the St 17G1S model, which has increased corrosion resistance.