10/20/2021 Author: VT-METALL
From this material you will learn:
- The essence of gas shielded welding technology
- Advantages and disadvantages of gas shielded welding
- Types of shielding gases for welding
- Necessary equipment for gas shielded welding
- Gas shielded welding modes
- Electrodes for gas shielded welding
- Guide to Gas Shielded Welding
- Safety precautions when welding in shielding gases
Gas shielded welding is one of the truly effective metal processing technologies. And all because during work, air does not flow to the welding point, which negatively affects the further strength of the workpiece. And these are not all the advantages of this method.
Below in the article you will find a detailed description of the procedure itself, a list of shielding gases used, a practical guide to welding with your own hands, including the subtleties of safety precautions. With this information, you will become a more professional and productive specialist.
The essence of gas shielded welding technology
Gas shielded welding (both automatic and semi-automatic) has emerged relatively recently, and has undergone rapid development over the past 25–30 years. Many people mistakenly believe that this method is used only for welding thin-sheet structures made of low-carbon steels.
But in practice, such welding is used to connect metal products up to 25–30 mm thick. And the most valuable thing is that the workflow can be performed in any spatial position.
Shielded gas arc welding is used to connect complex structures with high requirements for endurance and strength: in industry, for connecting car parts, all kinds of pipelines, etc. It is used for welding non-ferrous and ferrous metals and alloys based on them. Most often used for welding stainless steel, titanium, zirconium, magnesium, aluminum and their alloys. Each metal and alloy uses a specific gas mixture.
Advantages and disadvantages of gas shielded welding
Thanks to the wide selection of materials used, this technology has become very popular in various industries. Its main advantages are:
- convenience of the process, since welding can be performed from any spatial position;
- absence of flux and slag;
- high-quality seams on different metals;
- the ability to monitor the welding of parts;
- ease of mechanization to increase productivity;
- reasonable prices.
Types of shielding gases for welding
This technology allows welds to be made using both non-consumable (most often tungsten) and consumable electrodes. In the first option, the weld is achieved as a result of melting the edges of the part and feeding filler wire into the arc zone. The weld metal appears as a result of the melting of the consumable electrode during welding in shielding gases. There are three groups of protective gases:
- only inert gases - helium, argon;
- only active gases - hydrogen, nitrogen, carbon dioxide, etc.;
- a mixture of active and inert gases from the first and second groups.
The choice of the required type of shielding gas depends on the chemical composition of the metals being welded, the technical requirements for the welded joint, the necessary economic indicators of the process and other similar factors.
- To weld carbon steels with a consumable electrode in shielding gases, a mixture of carbon dioxide and oxygen (up to 20%) is used. This not only eliminates the porosity of the seam, but also ensures its deep penetration, good shape, and high oxidizing ability.
- A mixture of argon, carbon dioxide (up to 20%) and oxygen (no more than 5%) is used for consumable electrode welding of alloy and carbon steels. The addition of active gas stabilizes the arc, ensures the formation of seams and prevents porosity.
- A mixture of 10–25% carbon dioxide with argon is used for welding with a consumable electrode in shielding gases. The addition of carbon dioxide when welding carbon steels eliminates the appearance of pores, stabilizes the arc and protects the welding zone in drafts; when welding thin-walled metal, it helps to improve the formation of the seam.
- A mixture of argon and oxygen (from 1 to 5%) is used for welding low-carbon and alloy steels with a consumable electrode. Adding oxygen to argon reduces the critical current, improves the shape of the weld and prevents the appearance of pores.
- It is recommended to use a mixture of active and inert gases in order to increase the productivity of the welding process, metallurgical processing of molten metal, change the shape of the weld and increase the depth of penetration, and increase the stability of the arc. During welding in a gas mixture, the transition of the electrode metal into the weld becomes more intense.
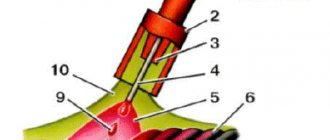
Dehumidifier
The dehumidifier absorbs moisture from carbon dioxide. Available in two modifications: high and low pressure. A high pressure dryer is installed before the regulator (reducer), and a low pressure dryer after it. The desiccant agent is silica gel or aluminum glycol. By calcination at 250-300°C, these substances can be restored.
1 - Bushing; 2 - Union nut; 3 - Spring; 4 - Grid; 5 - Filter; 6 - Drying material; 7 - Mesh washer; 8 - Housing; 9 - Fitting.
Necessary equipment for gas shielded welding
As for the equipment, it should be noted that semi-automatic welding machines are used in most cases for welding in shielding gases. In them, the filler wire feed speed and arc parameters are determined thanks to automatic elements. The performer can only monitor the speed and movement of the welding heads (torches).
The most preferred for gas shielded welding are MIG/MAG complexes.
Power supplies play an important role when using self-regulating welding systems. They must have a rigid electrical characteristic with a gentle current drop. The shape of the welding torch can be either straight or curved. Depending on the method, water or air cooling can be used. The curved shape of the nozzle will facilitate welding work in hard-to-reach places.
Rating of semi-automatic welding machines
Buying a reliable semi-automatic welding machine for your home, cottage, car, construction or repair work is not so easy. Even having decided on the manufacturer, the search circle will narrow down to several dozen models. Therefore, you can rely on the criteria by which experts, welders, and other specialists chose the leaders of 2021. In total, over a hundred nominees were considered, after which the top ten were determined based on several indicators:
- Power and voltage range during operation;
- Reproducible technologies, e.g. MIG/MAG, TIG, MMA;
- Current range, constant switching factor;
- Purpose of the equipment;
- Intensity of work cycles;
- Ease of control;
- Dimensions, weight, mobility;
- Endurance of difficult working conditions;
- Complete set, cord length.
An indicator of reliability can be considered a warranty from the manufacturer; the higher it is, the longer the expected service life. During the analysis of each nominee, experts took into account reviews from craftsmen, buyers, and real experience in using such tools. It was possible to discard unsuitable models thanks to statistics on repairs and complaints about breakdowns.
The best electric chain saws
Gas shielded welding modes
For operations of this type, semi-automatic inverter units are most often used. They allow you to adjust the supplied voltage and electricity. In addition, such units serve as basic power supplies, and their options and power adjustment may vary depending on the model used. For standard types of work (when there is no need to process thick-walled alloys), conventional equipment is suitable.
Recommended articles
- Manufacturing of welded metal structures: we understand the methods and operations How to weld seams: we understand the secrets of welding techniques
- Manufacturing of welding equipment: necessary characteristics and best manufacturers
- Welded sectional fence: selection criteria and installation instructions
The main differences between automated gas shielded arc welding mainly lie in the following parameters: metal thickness, wire diameter, electric current, applied voltage, contact feed speed and gas flow. They can be displayed as follows:
- 15 cm; 0.8 mm; 120 A; 19 V; 150 m/h; 6 units/min;
- 7 mm; 1 mm; 150 A; 20 V; 200 m/h; 7 units/min;
- 2 mm; 1.2 mm; 170 A; 21 V; 250 m/h; 10 units/minutes;
- 3 mm; 1.4 mm; 200 A; 22 V; 490 m/h; 12 units/min;
- 4-5 mm; 0.16 cm; 250 A; 25 V; 680 m/h; 14 units/minutes;
- 6 mm or more; 1.6 mm; 300 A; 30 V; 700 m/h; 16 units/min.
Such parameters are considered standard and are intended for processes using carbon dioxide.
Which company's semi-automatic welding machine is better to choose?
Due to the wide variety of brands of such complex technical equipment, the buyer's choice can be difficult. Experts recommend taking into account the reputation, experience of manufacturers, and what advantages they have that set them apart from their competitors. In the domestic market, the greatest demand is observed among the following companies:
- Wester is a trademark that belongs to the group. The main production is located in China. Under this name, auto tools, welding machines, pneumatics, household and semi-professional equipment for construction and repair work are presented on the Russian market. Demand is observed not only in Russia, but also in many European countries.
- Aurora is a Russian company that represents high quality equipment with a minimum warranty period of 2 years or more. Welding equipment is assembled in China. In addition, the range is constantly updated with new models of compressors, generators, mini-washers, and pumps.
- Resanta is a young Latvian company that produces high-quality electrical equipment at low prices. On the Russian market you can see a wide range, among which MAG/MIG semi-automatic welding machines will be presented in dozens of varieties in terms of power and other parameters.
- Elitech is a Russian company that entered the market in 2008. Despite the short production period, it has already mastered the production of a wide range of high-quality equipment with affordable price tags. The main factories are located in China, where the products are also in demand.
- Fubag is a German company operating since 2007. Most of the products are welding equipment and related products with good technical characteristics and average prices. Today Fubag has become a partner for most professionals.
- FoxWeld is a large-scale manufacturing and trading company that sells electric and gas welding equipment assembled from consumables of Asian and European origin. Being a Russian company, cooperation is carried out only with branded suppliers of parts, components, and raw materials.
- BlueWeld is an Italian manufacturer offering various welding machines, components, accessories, and branded accessories for them. The company has been operating since 1963, since then the company has achieved a high rate of sales growth on the Russian market, and it has been able to improve the quality and characteristics of its products thanks to its own scientific laboratory.
- Svarog is a Russian manufacturer that introduced equipment for repairs and construction work to the market. All products were released subsequently in cooperation with the Chinese company Shenzhen Jasic Technology.
- Brima is one of the oldest German companies presenting welding equipment on the Russian market. Work experience has exceeded 50 years. You can work with such devices even if you have no experience, since each unit is reliable and multifunctional.
- Forsazh is a trademark owned by the Russian company. Over 20 years of fruitful work, the company has established customer service and introduced advanced functions, which made it possible to create professional-level tools. Inverter welding machines are in greatest demand.
Electrodes for gas shielded welding
Welding is performed with both non-consumable and consumable electrodes. Non-consumable electrodes (graphite, carbon or tungsten) are needed only to initiate and maintain the arc. To fill the groove of the welded edges in the arc zone, it is necessary to introduce filler metal in the form of wire or rods. In this case, graphite or carbon electrodes are most often used only when working with alloy steels, because they will not be able to ensure a stable arc, as a result of which the weld will be porous and have a dark coating.
VT-metall offers services:
The consumable electrode is based on a welding wire made of a metal whose chemical composition is close to the metal being welded.
When semi-automatic welding in shielding gases, non-consumable electrodes and special inverter hose semi-automatic welding machines are used. The essence of performing such work is to move the welding head along the weld line simultaneously while supporting it on a filler wire having a cross-section of 1-2 mm.
In automatic gas shielded welding, both consumable and non-consumable electrodes can be used. Work of this type is carried out on special machines with a fixed head on a rotating console. This makes it possible to simultaneously process several work areas at once.
Main design elements
Structurally, most types of welding heads can be distinguished:
- device for mounting on guides or mover (wheels);
- mechanism for changing the burner angle;
- burners;
- mechanism for adjusting the transverse vibration of the burner;
- height adjustment mechanism;
- handles for installation;
- drum with filler wire;
- control device.
As a rule, heads for welding in semi-automatic mode do not have a mover. A semi-automatic machine differs in that it is controlled by a person. Another control option is to manually move the welding tractor trolley along the workpiece. Under these conditions, the device is responsible only for the quality of the seam, control of the welding depth and supply of the gas mixture.
Guide to Gas Shielded Welding
The main difference from other welding methods is that the arc occurs in a stream of shielding gas, displacing the environment. Due to this, the interaction of the molten metal with oxygen and nitrogen is eliminated.
1. Preparation and joining of edges
Despite a number of advantages of the method, before starting welding in a shielding gas environment, it is necessary to prepare the parts to be joined.
To avoid marriage, you should follow a series of steps:
- level the surfaces;
- clean and remove traces of corrosion;
- remove burrs;
- warm up the workpieces.
Methods for preparing edges for welding (mechanical, gas, etc.) are no different from other types of welding. The configuration of edge grooves and their geometric parameters must be made in accordance with the technical requirements of the product or in accordance with GOST 14771-76.
With automatic or semi-automatic welding in shielding gases with a consumable electrode, with a metal thickness of no more than 8 mm, it is possible to make a fully welded seam, without even using cutting edges or making a gap between them. When cutting edges and gaps, full penetration can be obtained with a metal wall thickness of up to 11 mm. With an automatic type of welding, the productivity of making butt joints can be significantly increased by using cutting without bevel of edges.
To weld metal workpieces up to 40 mm thick, it is necessary to leave a gap in the lower part of the joint between the edges of up to 10 mm. In order to maintain a constant value of the gap in the welding zone, which is violated due to transverse shrinkage, in each welding pass it is necessary to use hinged fastening of parts with an opening angle of the edges that will correspond to the thickness of the metal being processed.
Safety precautions when welding in shielding gases
Do not forget that shielding gases are used only to protect the metal from damage, but are not safe for the welder himself. There are a number of important rules that should be followed when welding in shielding gases:
- Mandatory compliance with electrical safety requirements, wearing a protective mask and gloves.
- Be careful when handling oxygen, as it is highly flammable. Any gas cylinders should be stored in an upright position only. Their use after the verification period has expired, after severe mechanical damage or a fall from a height is prohibited.
- It is not allowed to use carbon dioxide uncontrollably in small and poorly ventilated rooms. For each type of gas, a specific type of reducer must be used. Strictly avoid intertwining hoses. In addition, avoid any exposure to heavy and hot objects, as well as open flames and sparks.
- It is unacceptable for strangers and pets to be in the welding work area; oil and grease contamination on surfaces should be avoided.
- Before starting, you need to make sure that the starting system is working properly and check all hoses for leaks.
- Until the work is completed, the welder will not be able to correct equipment deficiencies.
- In damp places and closed containers, carry out all work in rubberized clothing, using the same rubber mats.
- Do not weld fully or loosely fastened parts, place them on unstable surfaces or work in poor visibility conditions.
In general, we can say that any type of welding work has an increased degree of danger, so each worker must first of all take care of the protection of the respiratory system, vision and skin. Even a short welding process in a personal garage cannot be carried out without a mask, heat-resistant gloves and a respirator. Only with such protection will you be confident that high-quality welding will not harm your health.