20.10.2021 Автор: VT-METALL
Из этого материала вы узнаете:
- Суть технологии сварки в защитных газах
- Преимущества и недостатки сварки в защитных газах
- Виды защитных газов для сварки
- Необходимое оборудование для сварки в защитных газах
- Режимы сварки в защитных газах
- Электроды для сварки в защитных газах
- Руководство по сварке в защитных газах
- Техника безопасности при сварке в защитных газах
Сварка в защитных газах – одна из по-настоящему эффективных технологий обработки металлов. А все потому, что в ходе работы не поступает воздух к точке сваривания, который отрицательно сказывается на дальнейшей прочности заготовки. И это не все плюсы данного способа.
Ниже в статье вас ждет подробное описание самой процедуры, список применяемых защитных газов, практическое руководство по сварке своими руками, включая тонкости техники безопасности. С этой информацией вы станете более профессиональным и продуктивным специалистом.
Суть технологии сварки в защитных газах
Сварка в среде защитных газов (как автоматическая, так и полуавтоматическая) возникла относительно недавно, и в течение последних 25–30 лет происходило ее стремительное развитие. Многие ошибочно полагают, что этот метод используется только для сваривания тонколистовых конструкций из низкоуглеродистых сталей.
Но на практике посредством такой сварки соединяют и металлические изделия толщиной до 25–30 мм. И самое ценное то, что рабочий процесс можно выполнять в любом пространственном положении.
Дуговая сварка в защитном газе применяется для соединения сложных конструкций с высокими требованиями к выносливости и прочности: в промышленности, для соединения деталей автомобилей, всевозможных трубопроводов и т. д. Она используется для сварки цветных и черных металлов и сплавов на их основе. Наиболее часто применяется для сварки нержавеющей стали, титана, циркония, магния, алюминия и их сплавов. Для каждого металла и сплава используется определенная газовая смесь.
Преимущества и недостатки сварки в защитных газах
Благодаря широкому выбору используемых материалов такая технология стала очень востребована в разных сферах промышленности. Ее основными преимуществами являются:
- удобство процесса, так как сварку можно выполнить из любого пространственного положения;
- отсутствие флюса и шлака;
- высококачественные швы на разных металлах;
- возможность наблюдения за сваркой деталей;
- простота механизации для увеличения производительности;
- умеренные цены.
Виды защитных газов для сварки
Такая технология позволяет выполнять сварные швы как с помощью неплавящихся (чаще всего вольфрамовых), так и плавящихся электродов. При первом варианте сварной шов достигается в результате расплавления кромок детали и при подаче в зону дуги присадочной проволоки. Металл шва появляется в результате расплавления плавящегося электрода при сварке в защитных газах. Существуют три группы защитных газов:
- только инертные газы – гелий, аргон;
- только активные газы – водород, азот, углекислый газ и др.;
- смесь активных и инертных газов из первой и второй групп.
Выбор необходимого типа защитного газа зависит от химического состава свариваемых металлов, технических требований к сварному соединению, необходимых экономических показателей процесса и других подобных факторов.
- Для сварки углеродистых сталей плавящимся электродом в защитных газах пользуются смесью углекислого газа и кислородом (до 20 %). Это не только исключает пористость шва, но и обеспечивает его глубокое проплавление, хорошую форму, высокую окислительную способность.
- Смесью аргона, углекислого газа (до 20 %) и кислорода (не более 5 %) пользуются для сварки плавящимся электродом легированных и углеродистых сталей. Добавление активного газа стабилизирует дугу, обеспечивает формирование швов и предупреждение пористости.
- Смесь 10–25%-ного углекислого газа с аргоном используют для сварки плавящимся электродом в защитных газах. Добавление углекислого газа при сварке углеродистых сталей исключает появление пор, стабилизирует дугу и защищает зону сварки при сквозняках, при сварке тонкостенного металла способствует улучшению формирования шва.
- Смесью аргона и кислорода (от 1 до 5 %) пользуются для сваривания низкоуглеродистых и легированных сталей плавящимся электродом. Добавление кислорода к аргону снижает значение критического тока, улучшает форму шва и предупреждает появление пор.
- Смесью активных и инертных газов рекомендуется пользоваться и с целью увеличения производительности сварного процесса, металлургической обработки расплавленного металла, изменения формы шва и увеличения глубины проплавления, повышения устойчивости дуги. Во время сварки в газовой смеси становится интенсивнее переход электродного металла в шов.
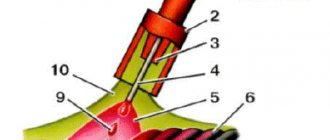
Осушитель
Осушитель поглощает влагу из углекислого газа. Выпускается двух модификаций: высокого и низкого давления. Осушитель высокого давления устанавливают перед регулятором (редуктором), а низкого — после него. Влагопоглощающим веществом служит силикагель или алюмогликоль. Путем прокаливания при 250-300°С эти вещества поддаются восстановлению.
1 — Втулка; 2 — Накидная гайка; 3 — Пружина; 4 — Сетка; 5 — Фильтр; 6 — Осушающий материал; 7 — Сетчатая шайба; 8 — Корпус; 9 — Штуцер.
Необходимое оборудование для сварки в защитных газах
Что касается аппаратуры, то следует отметить, что для сварки в защитных газах в большинстве случаев используются сварочные полуавтоматы. В них скорость подачи присадочной проволоки и параметры дуги определяются благодаря автоматическим элементам. Исполнителю остается только следить за скоростью и передвижением сварочных головок (горелок).
Наиболее предпочтительными для сварки в защитных газах являются комплексы MIG/MAG.
Важную роль при использовании саморегулирующихся сварочных систем играют источники питания. Они должны обладать жесткой электрической характеристикой с пологим падением тока. Форма сварочной горелки может быть как прямой, так и изогнутой. В зависимости от метода можно применять водяное или воздушное охлаждение. Изогнутая форма сопла облегчит проведение сварочных работ в труднодоступных местах.
Рейтинг сварочных полуавтоматов
Купить надежный сварочный полуавтомат для дома, дачи, автомобиля, строительных или ремонтных работ не так просто. Даже определившись с фирмой производителя, круг поиска сузится до нескольких десятков моделей. Поэтому опираться можно на критерии, по которым эксперты, сварщики, другие специалисты выбрали лидеров 2021 года. Всего было рассмотрено свыше сотни номинантов, после чего определилась десятка лучших по нескольким показателям:
- Мощность и диапазон напряжения во время работы;
- Воспроизводимые технологии, например, MIG/MAG, TIG, MMA;
- Диапазон токов, коэффициент постоянного включения;
- Целевое назначение оборудования;
- Интенсивность циклов работы;
- Легкость управления;
- Габариты, вес, мобильность;
- Выносливость сложных условий работы;
- Комплектация, длина шнура.
Показателем надежности может считаться гарантия от производителя, чем она выше, тем дольше предполагаемый срок службы. В ходе анализа каждого номинанта эксперты брали в учет отзывы мастеров, покупателей, реальный опыт применения таких инструментов. Отмести неподходящие модели удалось благодаря статистике ремонтов, жалоб на поломки.
Лучшие цепные электропилы
Режимы сварки в защитных газах
Для операций такого типа чаще всего пользуются полуавтоматическими инверторными агрегатами. Они позволяют выполнить настройку подаваемого напряжения и электричества. Помимо этого, такие агрегаты выполняют функцию базовых источников питания, а их опции и мощность регулировки могут варьироваться в зависимости от используемой модели. При стандартных видах работ (когда не нужно обрабатывать толстостенные сплавы) подойдет обычная аппаратура.
Рекомендуем статьи
- Изготовление сварных металлоконструкций: разбираемся в методах и операцияхКак варить швы: разбираемся в секретах техники сварки
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Забор сварной секционный: критерии выбора и инструкция по установке
Основные отличия автоматизированной дуговой сварки в защитных газах преимущественно заключаются в следующих параметрах: толщина металла, диаметр проволоки, сила электрического тока, подаваемое напряжение, скорость подачи контакта и расход газа. Их можно отобразить следующим образом:
- 15 см; 0,8 мм; 120 А; 19 В; 150 м/ч; 6 ед/мин;
- 7 мм; 1 мм; 150 А; 20 В; 200 м/ч; 7 ед/мин;
- 2 мм; 1.2 мм; 170 А; 21 В; 250 м/ч; 10 ед/минут;
- 3 мм; 1,4 мм; 200 А; 22 В; 490 м/ч; 12 ед/мин;
- 4-5 мм; 0,16 см; 250 А; 25 В; 680 м/ч; 14 ед/минут;
- 6 мм и более; 1,6 мм; 300 А; 30 В; 700 м/ч; 16 ед/мин.
Такие параметры считаются стандартными и предназначаются для процессов с применением углекислоты.
Сварочный полуавтомат какой фирмы лучше выбрать
Из-за большого разнообразия марок такого сложного технического оборудования выбор покупателя может быть трудным. Эксперты рекомендуют учитывать репутацию, опыт производителей, какими преимуществами они выделяются от конкурентов. На отечественном рынке наибольший спрос наблюдается у следующих компаний:
- Wester – торговая марка, которая принадлежит группе . Основное производство находится в Китае. Под таким именем на российском рынке представлены автоинструменты, сварочные аппараты, пневматика, бытовое и полупрофессиональное оборудование для строительства, ремонтных работ. Спрос наблюдается не только в России, но и многих странах Европы.
- Aurora – российская компания, представляющая технику высокого качества с минимальным гарантийным сроком от 2 лет и выше. Сборка сварочного оборудования происходит в Китае. Помимо этого ассортимент постоянно пополняется новыми моделями компрессоров, генераторов, минимоек, насосов.
- Ресанта – молодая латвийская компания, выпускающая электрооборудование достойного уровня по низким ценам. На российском рынке можно увидеть широкий ассортимент, среди которого будут представлены сварочные полуавтоматы MAG/ MIG в десятках разновидностей по мощностям и другим параметрам.
- Elitech – российская компания, которая вышла на рынок в 2008 году. Несмотря на недолгий срок производства, она уже освоила выпуск широкого спектра качественной техники с демократичными ценниками. Основные заводы находятся в Китае, где продукция также востребована.
- Fubag – немецкая компания, действующая с 2007 года. Большая часть продукции – это сварочное оборудование и сопутствующие товары с хорошими техническими характеристиками и средними расценками. Сегодня Fubag стали партнером для большинства профессионалов.
- FoxWeld – масштабная производственно-торговая компания, которая реализует электро- и газосварочное оборудование, собранное из расходных материалов азиатского и европейского происхождения. Являясь российской фирмой, сотрудничество ведется только с брендовыми поставщиками деталей, комплектующих, сырья.
- BlueWeld – итальянский производитель, предлагающий разные сварочные аппараты, комплектующие, аксессуары, фирменные принадлежности к ним. Деятельность ведется с 1963 года, с тех пор фирма достигла большого темпа роста продаж на российском рынке, а повысить качество и характеристики товаров удалось благодаря собственной научной лаборатории.
- Сварог – российский производитель, представивший на рынке оборудование для ремонта, строительных работ. Вся продукция была выпущена впоследствии сотрудничества с китайской компанией Shenzhen Jasic Technology.
- Brima – одна из старейших немецких компаний, представляющих на российском рынке сварочное оборудование. Опыт работы перевалил за отметку в 50 лет. Работать с такими приборами можно даже при отсутствии опыта, так как каждая единица надежная и многофункциональная.
- Форсаж – торговая марка, принадлежащая российскому . За 20 лет плодотворной работы компания наладила сервисное обслуживание, внедрила передовые функции, что позволило создавать инструменты профессионального уровня. Наибольший спрос демонстрируют инверторные сварочные аппараты.
Электроды для сварки в защитных газах
Сварка производится как неплавящимися, так и плавящимися электродами. Неплавящиеся электроды (графитовые, угольные или вольфрамовые) необходимы только для возбуждения и поддержания горения дуги. Чтобы заполнить разделку свариваемых кромок в зоне дуги, необходимо ввести присадочный металл в виде проволоки или прутков. При этом графитовые или угольные электроды используют чаще всего только при работе с легированными сталями, потому что они не смогут обеспечить устойчивое горение дуги, в результате чего сварной шов будет пористый и иметь темный налет.
VT-metall предлагает услуги:
В основе плавящегося электрода используется сварочная проволока из металла, который по химическому составу близок к свариваемому металлу.
При полуавтоматической сварке в защитных газах используют неплавящиеся электроды и специальные инверторные шланговые сварочные полуавтоматы. Суть выполнения таких работ заключается в передвижении сварочной головки вдоль линии сварного шва одновременно при опоре на присадочную проволоку, имеющую сечение 1-2 мм.
При автоматической сварке в защитных газах могут использоваться как плавящиеся, так и неплавящиеся электроды. Работы такого типа производятся на специальных автоматах с закрепленной головкой на вращающейся консоли. Тем самым появляется возможность одновременной обработки сразу на нескольких рабочих участках.
Основные элементы конструкции
Конструктивно в большинстве видов сварочных головок можно выделить:
- устройство для крепления на направляющих либо движитель (колеса);
- механизм изменения угла наклона горелки;
- горелки;
- механизм регулировки поперечного колебания горелки;
- механизма регулировки по высоте;
- рукояток для установки;
- барабана с присадочной проволокой;
- управляющего устройства.
Как правило, головки для сваривания в полуавтоматическом режиме движителя не имеют. Полуавтомат тем и отличается, что управляется человеком. Как вариант управления — ручное перемещение тележки сварочного трактора по заготовке. В этих условиях устройство отвечает только за качество шва, контроль глубины проваривания и подачу газовой смеси.
Руководство по сварке в защитных газах
Главным отличием от других методов сварки является то, что нахождение дуги происходит в струе защитного газа, вытесняющего окружающую среду. За счет этого исключается взаимодействие расплавленного металла с кислородом и азотом.
1. Подготовка и соединение кромок
Несмотря на ряд достоинств метода, перед началом сварки в среде защитных газов необходимо выполнить подготовку соединяемых деталей.
Во избежание брака, следует последовательно выполнить ряд таких действий:
- произвести выравнивание поверхностей;
- зачистить и удалить следы коррозии;
- убрать заусенцы;
- прогреть заготовки.
Методы подготовки кромок под сварку (механические, газовые и т. д.) ничем не отличаются от других видов сварок. Конфигурация кромочных разделок и их геометрические параметры должны быть выполнены в соответствии с техническими требованиями изделия или по ГОСТ 14771-76.
При автоматической или полуавтоматической сварке в защитных газах плавящимся электродом при толщине металла не более 8 мм можно выполнить полностью проваренный шов, даже не используя разделку кромок и не делая зазор между ними. При разделке кромок и зазоре полный провар можно получить при толщине стенки металла до 11 мм. При автоматическом виде сварки производительность изготовления стыковых соединений можно значительно увеличить, используя разделку без скоса кромок.
Для сварки металлических заготовок толщиной до 40 мм необходимо оставить зазор в нижней части стыка между кромками до 10 мм. Чтобы удерживать постоянное значение зазора в зоне сварки, нарушаемое по причине поперечной усадки, в каждом проходе сварки необходимо применить шарнирное закрепление деталей с таким углом раскрытия кромок, который будет соответствовать толщине обрабатываемого металла.
Техника безопасности при сварке в защитных газах
Не забывайте, что защитные газы используются только для защиты металла от порчи, но не являются безопасными для самого сварщика. Существует ряд важных правил, которые следует выполнять при выполнении сварки в среде защитных газов:
- Обязательное соблюдение требований электробезопасности, ношение защитной маски и перчаток.
- Осторожное обращение с кислородом, так как он обладает повышенной склонностью к возгоранию. Хранение любых баллонов с газами должно происходить только в вертикальном положении. Их использование по истечению срока поверки, после сильного механического повреждения или падения с высоты запрещено.
- Не допускается бесконтрольно использовать углекислоту в маленьких и слабо проветриваемых помещениях. Под каждый тип газа должен применяться определенный тип редуктора. Строго избегать перепутывания шлангов. Помимо этого, исключить любое воздействие на них тяжеловесных и горячих предметов, а также открытого огня и искр.
- Недопустимо нахождение в рабочей зоне сварки посторонних людей и домашних животных, следует избегать на поверхностях масляных и жировых загрязнений.
- Перед запуском необходимо убедиться в исправности пусковой системы, проверить на герметичность все шланги.
- До завершения работы сварщик не сможет исправить недостатки оборудования.
- В сырых местах и закрытых емкостях все работы производить в прорезиненной одежде, используя те же резиновые коврики.
- Запрещается сваривать полностью или слабо закрепленные детали, а также размещать их на неустойчивые поверхности или работать в условиях плохой видимости.
Обобщенно можно сказать, что любые виды сварочных работ обладают повышенной степенью опасности, поэтому каждому работнику необходимо в первую очередь самому заботиться о защите органов дыхания, зрения и кожи. Даже непродолжительный процесс сварки в личном гараже нельзя производить без маски, термоустойчивых перчаток и респиратора. Только при наличии такой защиты будет уверенность, что выполнение качественной сварки не нанесет вреда вашему здоровью.