Borax in working with metals is primarily associated with flux mixtures, which are indispensable for soldering or forging. Borax is sold in the market in powder form. Its value and irreplaceability are determined by its melting point, which reaches 800 - 900°C. When heated, it turns into a glassy solidified mixture, which provides excellent protection for the work area. In addition to this, borax powder is highly soluble in water. All technical characteristics are described in a separate standard GOST 8429-77 called “Technical Borax”.
general information
Forge welding (also known as forging welding) is a method of joining metals, the essence of which is to form a weld using forging tools. The metal is brought to a plastic state and struck with a forging hammer. Before the invention of RDS, this welding method was used everywhere. But now forge welding is used only for joining parts made of low-carbon steel.
To get a high-quality seam, you need to thoroughly clean the metal. Contaminants and corrosion should not prevent the weld from forming during forging. But you need to understand that forge welding is labor-intensive and low-productivity work. In addition, the seam is not as strong as desired. For this reason, forging welding is not used in production, but remains the domain of private workshops. However, with the help of such simple technology, you can perform simple repairs in the field with your own hands.
Features of using flux in jewelry
Before jewelry soldering, the product should be secured in a vice or other suitable method, giving the damaged part its original shape.
Afterwards, the future soldering area is cleaned, degreased and covered with a layer of flux. Flux creates a protective film on the surface of gold that prevents oxidation of the metal during the soldering process.
Now you can start the actual soldering. You can buy flux for soldering gold ready-made or make it yourself, taking 10 g of borax and boric acid per 100 g of distilled water.
Stages of soldering with borax
The whole process consists of successive steps, the implementation of which is mandatory:
- Careful preparation of workpiece surfaces before heating.
- Cleaning is carried out to get rid of oxide films, this is where technical drill is needed.
- A blowtorch heats the surfaces to be welded to the desired temperature.
- Heated metal solder in a liquid state is introduced into the space between the parts.
- The essence of the connection is the combination of the base metal with liquid metal solder in a well-heated state.
- The process ends with the final crystallization of the solder.
What GOSTs regulate
Until 2009, forge welding was regulated by the document GOST 2601-84 “Welding of metals. Terms and definitions of basic concepts."
This version of the document defines forge welding as “furnace welding in which upsetting is accomplished by hammer blows.” GOST was put into effect on February 29, 1984. A reissue with changes was published in October 1996. The document has become invalid since 07/01/2010.
Active
Types of welding are now regulated:
- GOST R ISO 17659-2009 “Welding. Multilingual terms for welded joints.”
- GOST R ISO 857-1-2009 “Welding and related processes. Dictionary. Part 1. Metal welding processes. Terms and Definitions".
Advantages and disadvantages
The advantages of drill flux include:
- availability and low price compared to similar materials;
- no deformation of parts, since the base metal does not melt;
- connection of metal with non-metal;
- the ability to solder parts with different initial temperatures;
- ease of desoldering during dismantling;
- increasing the productivity of capillary soldering;
- high quality seams, made even by a beginner;
- long shelf life of flux.
Disadvantages include :
- the need to mechanically clean the surface from salts that are released when the borax is heated and, after cooling, settle on the metal;
- high hygroscopicity, so the flux becomes damp even in a tightly closed container;
- the difficulty of determining the optimal proportion for beginners.
What is borax and why is it needed?
As already mentioned, borax is a chemical substance in the form of a dark gray or dark, closer to black, powder. A chemical formula demonstrating chemical elements is unlikely to seem interesting to you; let us only recall that this compound is called sodium tetraborate or boron oxide.
This substance, mixed with sand, is used not only as a protective layer during forging. Forging borax is also used as an independent substance for filling cracks and mini-cavities, as well as as a means against future warping. The melt temperature for borax is 700-950°C, which is also the melting temperature of the upper surface of the metal during forging.
Benefits of use
Copper pipes as components of pipelines for various purposes are very popular today. In this regard, brazing copper, which uses a flux such as borax, has become a fairly common technological process. The use of this method of connecting copper products allows not only the installation of new pipelines, but also high-quality repairs of those that have already been in use for a certain time.
Borax removes the oxide film from the surface and promotes the spreading of liquid solder
The use of technical borax as a flux when soldering copper has the following advantages.
Read also: Amnesty 2022 in criminal cases
- Metal parts in any combination can be subjected to high-quality soldering.
- Metal products that need to be joined by soldering can have any initial temperature.
- When using borax, high-quality and reliable connections can be obtained even between metal and non-metallic parts.
- Soldered joints made using this flux can be unsoldered at any time if the need arises.
- When soldering, the base metal does not melt, as happens during welding, which avoids such an undesirable process as warping (and, accordingly, changes in the geometric shape of the products being joined).
- The use of borax allows for excellent adhesion of the solder and the surfaces of the parts to be joined.
- Technical borax, used as a flux, provides high productivity for a process such as capillary soldering.
- The solder joints obtained using this type of flux are characterized by high strength, reliability and durability.
Brazed copper pipes using borax as flux
To understand what factors influence the quality of soldering, you should know the stages of this technological process. The soldering algorithm is as follows.
- The surfaces of parts that need to be connected by soldering must be carefully prepared.
- Contaminants are removed using standard means - brushes, rags, etc. And to remove refractory oxide films from the surface of parts, a flux such as technical borax is used.
- The surfaces of the products to be joined must be heated to a certain temperature, for which a blowtorch is used.
- Liquid solder is introduced into the gap between the parts to be joined, which is also heated using a blowtorch or a regular gas torch.
- The interaction of the heated base metal and liquid solder ensures a reliable solder joint.
- The soldering process can be considered complete at the moment when complete crystallization of the solder occurs.
Read also: What is Zoroastrianism? Zoroastrianism
Advantages of using borax in working with metals
These advantages are especially evident in the processes of soldering brown copper pipes, which are often important components of modern pipelines. Such technologies are now in great fashion.
They are used both for connecting new pipes and for high-quality repairs of old pipelines that have been in use for a long time.
The most important role of borax in the flux composition is to remove the oxide film from the metal surface and activate the spreading of liquid solder over the surface of parts.
Here are its technical advantages:
How is the soldering process performed?
Brazing is a process in which two or more metal elements are joined by melting, using a filler metal in the joint that has a relatively low melting point. Soldering is used to form a permanent connection between components. During soldering, only the solder melts, and not the parts of the material that were soldered. Solder is a metallic “glue” that holds parts of materials together.
Soldering copper pipes
If you need to create a flux from borax, you can use boric acid in a 1:1 ratio to work with copper, steel, cast iron or a similar substance. This mixture must be mixed and then the excess liquid must be evaporated to create a dry type of flux. This preparation makes it possible to obtain an active, high-quality flux for processing parts.
Borax soldering is one of the most common solder processing options. The method allows you to successfully install or adjust parts and various mechanisms.
Advantages of using technical drill for soldering:
- such soldering can connect different metals into one element;
- materials can be used with different melting temperatures;
- soldering allows metals to be bonded to non-metallic materials;
- connections created by this method can be destroyed by repeated heating if necessary;
- A special feature of soldering is the absence of melting of the base metal during operation. In this way, the master can avoid warping, changing geometric shapes and other changes;
- borax creates good conditions for soldering parts and setting them;
- powder allows you to achieve high strength.
What metal is best to make a knife from?
Several types of steel are suitable for making and forging knives. It is worth considering it by grade to determine its suitability for a particular task.
Steel 95Х18
High strength knife steel with high corrosion resistance. It is characterized by an optimal ratio of hardness and strength, which allows you to make a hunting or kitchen knife with an edge protected from chipping. Hardness index 64 - 62 HRC depending on the heat treatment of the material.
Steel 50Х14 MF
Tool stainless steel with a hardness rating of 58 HRC, which is used in the manufacture of scalpels. Knives made from it do not become dull for a long time. Sensitive to contact with bones and hard surfaces.
Steel X12MF
Die steel that can be hardened to 62 HRC. It is characterized by high impact strength and sensitivity to corrosion; it is not suitable for hunting and tourist knives, as it requires careful care.
How to protect yourself when forge welding?
Eye protection
Safety glasses are required. If your eyes get tired quickly from looking into a forge, some blacksmiths prefer tinted glasses.
Mask
When working with hot metals that may produce gases, protect your lungs and wear respiratory protection.
Gloves
Wear gloves whenever you are going to work in the forge. Do not wear gloves when working with machinery that may catch fabric - drill press, lathe, etc.
Cloth
Never wear synthetic clothing in the forge. Even fine 100% cotton should be avoided. Any sparks will cause the synthetics to melt and stick to your skin. Thin, all-natural fabrics can catch fire even in extreme conditions. Wear thick, 100% natural materials such as cotton, wool or leather. A leather apron is the best option!
Hearing protection
Even if you don't use tools that make a lot of noise regularly, using earplugs or headphones is a good blacksmithing habit.
Where to start forging knives
Like any product, forging a knife must begin, firstly, with choosing a model, secondly, a drawing, and thirdly, selecting the right material.
Model selection and drawing
For a beginner in blacksmithing, it is best to practice forging the simplest types of knives. You shouldn’t immediately plan to make some kind of super survival device of the most complex form, with fullers, serrators and other attributes.
The easiest to manufacture will be the forged type of blade - Finnish. It does not have complex shapes or other excesses that would cause difficulties in manufacturing for a novice blacksmith.
The second type of knife that you can try to make is the Yakut one. Today there is a lot of information on the Internet on the manufacture of such blades. The difficulty of forging it is that it has a convex part on one side and a concave part (full) on the other. However, the peculiarity of this knife is that traditionally it was not hardened for easy sharpening on any suitable stone. Three types of Yakut blades are made according to size.
Having sketched out a drawing diagram of the future product, we begin to select the necessary material.
Material
- Hardness and ductility.
- Corrosion resistance.
- Hardening properties.
The best choice for making a blade will be grades of tool alloy steel, for example: R6M5 (used for the manufacture of blades for hacksaws, drills, cutters), 9ХС (files), ШХ15 (bearings) and other samples.
How to understand at home what grade of steel you have? Typically, most products according to GOST have markings indicating the brand of material or its composition.
It is worth considering that during the forging process, some of the metal will be lost (it will go away as scale), so you need to take a workpiece with a volume exceeding the final parameters of the blade. The easiest way to get enough material to forge a knife is to use a file or a bearing.
Having selected the desired type of material, we begin to process it and form the product. How is a knife forged from a file?
Advantages and disadvantages
It should be noted that despite its widespread use, borax is most often used to solder copper pipes. It's fast, convenient and durable. Using solid flux, you can not only solder a new water pipe, but also repair an old one. And borax is great for these purposes. Therefore, we will consider all the advantages and disadvantages of this flux in the context of soldering copper parts.
So, using borax when soldering copper has the following advantages:
- Metal parts that need to be soldered may have different initial temperatures.
- With the help of borax, you can obtain a high-quality and reliable weld even between metal and non-metal.
- Despite the reliability of the seams, they can be easily unsoldered if the parts need to be separated.
- Borax needs a high temperature to melt, but it is still not enough to melt the metal, which means that the parts will not deform or warp.
- Solder adheres better to metal if you use borax.
- Borax soldering flux increases productivity in capillary soldering.
- The seam is smooth and durable even if you are a novice welder.
Well, where there are no shortcomings:
- When melting, borax releases a lot of salt, which quickly hardens on the surface of the metal. The salts need to be cleaned off, which takes a lot of time.
- Drill soldering flux tends to pick up moisture from the atmosphere around it, even if it is in a closed can.
- An inexperienced welder will most likely not be able to select the right amount of borax for high-quality soldering the first time. It will take some time to get used to it.
Application of brass and copper powder
Professionals often use flux that has been stored longer than the specified period. To solder brass, the borax must be melted down. The cooled powder should be placed in a jar with a closed lid. Failure to follow this procedure may result in deterioration of the work due to waste accumulated during storage.
At the beginning of welding, the working area should be heated to a clearly visible red color. Heating should start from the edges first and then directly from the soldering point.
Then you should gradually sprinkle the heated area with flux and wait until it spreads in the form of a film along the edges of the part. At this point, the heated brass solder must be dipped into the molten borax so that it is coated with a film of hot flux.
Experience shows that the soldering point is red, the melting point of borax is bluish. You cannot keep solder in the flux for very long. Oxide residues may form.
Then the work area should be heated again. The brass will turn a bright orange color. You can proceed directly to welding. If done correctly, the soldering will fill all the gaps.
The solder area will turn golden. When the process is complete, sprinkle the heated area with borax powder and let it cool. Hot copper parts (200) can be placed in a mixture containing equal amounts of acetone and water, or simply in water. It makes sense to dip the cutters in hot sand.
A successful connection has a transparent film with a slight bluish tint. There are no solder drops on it. If the welding is done incorrectly, the seam becomes covered with a black porous crust.
The reason may be overheating of the work area, due to which slag is formed, or poor quality of the borax-based stream. This is how brass and other copper-containing alloys are welded.
History of discovery
The mineral was first discovered in India, Kashmir, 1546. It is believed that the first scientist to discover the substance was the French chemist Enouville. He came to the following conclusions:
- The natural environment for the formation of the mineral is drying up salt reservoirs;
- Borax is resistant to alcohol, but soluble in hot water and glycerin;
- A person can obtain the substance on his own by neutralizing boric acid with sodium carbonate, evaporating the mixture and filtering it;
- The artificially obtained mineral contains less water compared to the natural one, and can serve exclusively for medical and technical purposes.
Checking metal for quality at home
The first step after purchasing a metal item is to check its quality. This can be done using a simple soldering iron. The end of the soldering iron is passed over the metal to identify defects when developing the tool. If the soldering iron sticks to the surface, it means the steel is not hardened, and with frequent use the tool will become deformed. If, on the contrary, the tip of the soldering iron passes smoothly over the steel and almost bounces off it, then the metal is too hardened. In this case, you need to heat treat the steel tool to increase its strength.
Composition and physicochemical properties
| Chemical formula | Na2B4O7. |
| Compound | Sodium tetraborate |
| Coloring | Colorless, white, with grey, blue, green and yellow tints |
| Element hardness | 2-25 |
| Crystal shapes | Tall or short prismatic crystals, usually found in a disorganized, chaotic structure |
| Cleavage | 1,1 |
| Tenacity level | Fragility |
| Properties | Soluble in aqueous media, has a metallic taste |
| Melting temperature | 60 °C |
Borax is a compound of soda and boric acid. This substance does not dissolve in alcohols, but forms solutions well with hot water and glycerin.
Molecular structure of sodium tetraborate
Borax reacts with strong acids to form a salt and boric acid. When heated above 400 °C, the substance is completely deprived of water in the crystals. Borax, as a salt of a weak acid, when mixed with water, creates an alkaline reaction with sodium tetraborate. Borax can react with certain metal oxides to form various compounds - borax pearls.
As a food preservative, borax is prohibited for use in most countries, including Russia, due to the inability of the substance to be removed from human organs as a toxic ingredient. As a food additive, the material is called E-285.
Chemical reactions involving borax
About tetraborate and decahydrate
Borax has a serious scientific name because it is nothing more than a combination of a weak acid and a strong base. The name is difficult to remember the first time: sodium tetraborate decahydrate.
This mixture, which cannot be called explosive, is part of all effective fluxes and slag mixtures for forging or soldering complex and capricious metals such as copper, its alloys, cast iron, and steel.
Flux for forge welding is a special technological merit of borax, which needs to be discussed separately.
Forge welding technology
Simplified, it looks like this: the metal undergoes pre-treatment, heating, and after that the welding process begins using a hammer and anvil or other tools, depending on the chosen method. A step-by-step examination of all stages will help you better understand the features.
Surface cleaning. It is needed to remove traces of oxides and other contaminants from the metal.
Heating up the metal. In a forge or furnace, you can only use fuel containing a small amount of sulfur - this will ensure high weld strength. The best option is considered to be coal, coal coke. Heating is carried out to white heat: 1350-1370 degrees for low-carbon steels, 1150 degrees for vintage steels, type U7, where the carbon content is higher.
Heating order. When heating workpieces with a heterogeneous composition, you need to start with the one in which the carbon content is lower. The second part is added later - this way it is possible to obtain parts ready for forging welding at the same time.
Application of flux. To avoid the formation of scale, when the temperature reaches from +950 to +1050 degrees, it is coated with flux, which prevents the metal from burning. The most commonly used mixture is Sodium Tetraborate, also known as borax, with 90% river sand, pre-calcined to remove excess moisture. You can also use a combination of silicate-sand mixtures with soda or ground glass scrap. In its pure form, borax is used when working with metals with lower heating temperatures; river sand can also be used separately, into which the workpiece is immersed.
Welding. Once the specified temperature is reached, the metal is white-hot, it can be joined by forging, having first been cleared of slag. The parts laid together are easily beaten with light and frequent hammer blows so that all flux residues and contaminants are outside the seam. Next, strong and frequent blows are carried out from the center of the parts to the edges at the junction. This will prevent the formation of undercooked areas and other defects. Areas around the joint area are also forged.
Warm it up thoroughly
The parts are heated in furnaces or furnaces. The amount of fuel must be precisely calculated - no more and no less. The best fuel for forging is charcoal and coke. But in practice, ordinary coal is more often used.
Metal parts are loaded into the forge only after the coal has completely burned out, so that sulfur is removed from it, the presence of which has a bad effect on the quality of the compound.
The heating temperature of the parts must be higher than the level at which forging begins. The level of heating temperature in figures depends on the percentage of carbon in the steel: the lower its content in the alloy, the higher the heating temperature must be raised to melt.
For low-carbon steel, heating should be no lower than 1350 - 1370°C, the distinguishing feature is the shining white color of the metal. If the steel contains a high proportion of carbon, heating to about 1150°C is sufficient, the color will then have a yellow tint.
Forge welding flux is added for protection. It's all about the abundant formation of scale due to heating. Flux mixtures protect against this. Flux for forge welding is poured at a precisely designated moment - when the heating level is between 950°C and 1050°C.
The basis of the mixture is fine clean river sand with the addition of 10% borax after good calcination. Borax in sand promotes good slag formation and easy cleaning of metal from impurities in the future.
The thickness of the layer matters: if it is too thick, heating the parts will reduce speed and quality. Therefore, flux for forge welding is poured in an even and thin layer. The addition of borax to the flux mixture is especially important and necessary if low-quality coal is used.
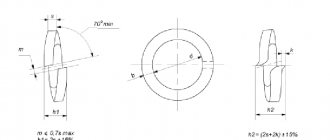
Table of norms for borax.
The flux mixture forms slag, which can drain from the metal workpiece, which is very undesirable. To prevent this, add additional portions of sand to the workpieces - carefully and in moderate quantities.
Iron filings of a soft consistency or ferromanganese are an excellent partner for borax. Sawdust is capable of absorbing carbon from the metal surface under high temperature conditions, thereby significantly improving the quality of the welding process.
If you need to weld parts from different metals or steel grades, then first of all, the metal with a lower proportion of carbon is heated due to its higher melting point. And only then do they begin to work with the second part, the metal of which contains a higher percentage of carbon.
Features of the soldering process
There are various soldering options. Many of them have a similar operating algorithm.
Submerged Soldering
For a quality connection, the following steps are necessary:
- The solder must be applied to a clean surface that acts as a base. It is necessary to remove any oils, paints, waxes and other impurities using a solvent, steel brush, or fine sandpaper.
- In order for the solder to connect to the tip of the soldering iron, heat it up for a few seconds, and only then apply the solder. Hold the soldering iron like a handle, near the base of the tool.
- Both parts of the workpiece that will be soldered must be hot to form a good bond.
- The tip of the soldering iron heats both sides of the workpieces.
- The solder will not flow well on the heated base metal. Enough solder should be used to form a strong connection.
- Remove the tip from the joint area as soon as the solder begins to flow.
- Do not move the solder joint while the solder is cooling. Do not overheat the connection as this may cause damage. Transistors and some other components may be damaged due to the heat of soldering. The alligator clip can be used as a heat sink to protect these components. By absorbing heat, the alligator clip reduces heat, helping prevent damage.
- Soldering a connection can only take a few seconds, and even an amateur can perform the operation. If the seam looks bad, reheat it and try again. Bad bonds (also called dry bonds) must be melted and remade. Wipe the tip of the soldering iron to clean it. Unplug the soldering iron when not in use.
Self-production
Before making a forge, you need to decide on the type of device. Homemade forges can be of two types:
- Closed. Its design is equipped with a special chamber in which the workpiece is heated to the required temperature. It should be noted that in closed-type forges you can work with workpieces whose size does not exceed the size of the chamber itself.
- Open. Fuel is poured onto the grate from its top. Air is supplied from the bottom. The workpiece is placed directly on the surface of the fuel to heat it. Thanks to this, you can use workpieces of quite large sizes.
First you need to take a steel plate and drill holes in it. After this, it can be inserted into the central part of the table, which acts as the base of the forge.
In order to make a table, it is recommended to take a metal plate, the thickness of which ranges from 3-5 mm. The dimensions of the table should be taken into account: 700 mm is the height of the table. The tabletop measures 80 x 100 cm.
It is possible that a frame is being welded from the corner into which the grate and refractory bricks are placed. To make the grate, you can use a regular old cast iron frying pan with holes drilled in the bottom. It should be taken into account that when determining the height of the table, it is necessary to focus on the height of the blacksmith.
Now you can begin installing the air supply mechanism. It is possible to create such a mechanism powered by a foot drive.
The best option for creating a mechanism is to use an electric fan from an unnecessary vacuum cleaner . Its power is enough to supply the required air flow. It would be useful to equip the design with a power regulator.
It is possible to use a manual siren drive instead of a vacuum cleaner.
After this, all parts of the structure are assembled into one whole device. Now you can begin your first test run. A homemade forge for forging can be supplemented with various types of additional devices that increase the ease of working with it.
Disadvantages of flux
When working with borax, a characteristic deposit remains on the surface of the base metal, which must be mechanically cleaned off. Borax is susceptible to moisture and should be stored in a dry place. It is necessary to carefully prepare the flux in advance so as not to spoil the product.
Types of soldering flux
Tools and materials
The soldering technology uses a number of components.
- A soldering iron is used to heat joints that are to be soldered. Solder has a lower melting point than the metals that are being joined. Solder melts when heated with a soldering iron.
- Borax acts as a flux to prevent oxidation of the metals that are combined.
- The solder used to join copper pipes has a necessary acid base that is suitable for pipes but is corrosive to electronic connections.
- A stand on which you can hold a hot soldering iron. There are various stands. It is important to always keep the hot soldering iron in place when not in use.
- A sponge or rag that is used to clean the tip of an iron.
- Fine sandpaper used to clean connections before soldering.
- Alligator clips can be used as heat sinks if necessary.
- Burner if pipes are soldered.
Soldering tools
Thus, the use of borax is effective in domestic conditions for cleaning surfaces and parts, and also as an antiseptic. The ingredient is often used for soldering various parts as protection against oxidation and corrosion prevention. Low cost and widespread use have allowed the substance to be used in many areas of industry and installation services.
Safety and storage rules for borax
As a rule, the powder is supplied in thick paper bags in four thin layers or in polymer briquettes, which are placed in woven bags. They must be stored in locked drawers or cabinets and removed only for use. After opening the package for use during forging, it is placed on a stable surface and the bag is removed from the bag using a hand wearing a protective glove.
Important!
When forging, it is prohibited to use polymer gloves.
In addition, there are two important safety rules:
- Sodium and boron tetraborate belongs to the class of non-flammable and explosion-proof substances. The main component is boric acid, which is toxic to the human respiratory tract. In addition to gloves, it is necessary to use a respirator when working; in addition, smoking and eating near borax is prohibited.
- Borax is used only as a flux, that is, a means of application to the surface. Inhalation and ingestion may cause poisoning. If it enters the gastrointestinal tract, you must drink 0.5 liters. weak manganese solution and induce vomiting.
What is Timask? Explanation of the material. on KnifeArt.com
An innovative new material, Titanium Damascus or Timascus is the creation of a group of talented friends; Tom Ferry, Bill Cottrell and Chuck Bybee.
Bybee first came up with the idea of a titanium-based damascus and talked about his idea with Tom Ferry, a metalsmith, at various knife shows and venues, but the discussion always ended with Ferry doubting that such a laminate could be produced.
Finally, Ferry's own curiosity led him to give it a try. He suffered several setbacks, including an accident that sprayed liquid titanium all over his shop and set it on fire, and several weeks of research before turning to fellow blacksmith Bill Cottrell for thoughts. They developed a process that was immediately successful and quickly patented it - US Patent 6,857,558, issued February 22, 2005. Subsequent experiments led to improvements in the process and the development of other models.
SPECIFICATIONS
Composed of two or more titanium alloys (currently CP and 6AL4V), Timascus is corrosion resistant, non-magnetic and lightweight. It has the beautiful, upscale look of steel damas without any of the drawbacks of steel that can frustrate some knife makers and collectors.
Timask is made by placing these two different titanium alloys in a metal box, filling the case with an inert gas, and applying heat and pressure to bond the two alloys together.
When dyeing, the current composition appears to have more contrast using heat rather than anodizing. All modern safe dyeing techniques can be applied to Timask. Future alloy combinations will have different color profiles. (It is intended for knife furniture only, since titanium does not form carbides and does not harden enough to make a strong blade.)
Working timascus is almost the same as any other titanium alloy, except for milling. Mixed types of titanium have different hardnesses distributed throughout the bar stock. The different hard and soft areas can cause wear on the cutting edges of tools. Use cutters with rounded corners as they will withstand machining better.
Timask is a wonderful combination of ancient decorative techniques and modern metal forging.
Timask Lamination - Illustration from Patent 6,857,558 - February 22, 2005
.
Rolling seamless ring stamping process
The production of seamless forged rings is often carried out by rolling the rings on rolling mills. These mills vary in size and can produce forged rings with outside diameters ranging from a few inches to over 300 inches and weights ranging from one pound to over 300,000 pounds.
What is rolled ring forging?
The ring rolling process begins with a round shaped piece of metal that has been previously upset and punched (using an open die process) to form a hollow "donut". This donut is heated above the recrystallization temperature and placed on an intermediate or mandrel roll. This intermediate roll then moves under pressure to the drive roll, which rotates continuously to reduce the wall thickness, thereby increasing the diameters (inner diameter and outer diameter) of the resulting ring.
Seamless rolled rings can be manufactured in a variety of configurations from flat puck-shaped pieces to tall cylindrical shapes with heights ranging from less than an inch to over 9 feet. The ratio of wall thickness to ring height is typically between 1:16 and 16:1, although larger proportions can be achieved by special processing. The simplest and most commonly used shape is the ring with a rectangular cross-section, but profiled tools can be used to produce seamless rolled rings of complex, non-standard shape with contours on the internal and/or external diameters.
.
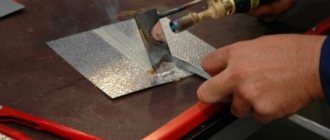
What do you sprinkle on metal when forging?
In the process of creating any forged products, scale formation occurs. There is a risk of burning the metal and in this case the product may be damaged. To prevent this from happening, when forging the metal is almost always sprinkled with a special powder called flux. If the heating temperature of the workpiece reaches 950 degrees, then the use of flux is simply necessary.
Equipment and materials
To set up a small forge for the handicraft production of some products or the manufacture of artistic forging elements, not much is needed.
If you have certain equipment and a few tools, you can easily set up your own production of forge metal welding:
- First of all, you need one stationary forge and one portable one. This is a special device necessary for heating the surfaces to be welded. An ordinary gasoline autogen could very well become a portable forge.
- Next, a group of anvils is required. It is important that there be both large and small. Moreover, it is not enough to have only a two-horned anvil. The one-horned one should also be present.
- A set of blacksmith pliers made up of as many sizes as possible.
- A set of forging hammers that will allow you to carry out the basic forging process.
- Two containers designed for cooling materials. One of them must be filled with water, and the other with oil.