Press shears ng5222 combined (universal) (discontinued in 1987, mod. n 5222, press shears nv 5222) for strip 16 x 150 mm are used for cutting strip, long and shaped steel and punching holes in sheet, strip and shaped rolled products .
Press shears 5222 combined can be used in machine-building, repair and other plants, when operating in climate zones with moderate and cold climates (UHL version), dry and humid tropical climates (O version), placement category 4 according to GOST 15150-69.
The general principle of operation of the combined (universal) shear press NG5222.
The ng 5222 shear press is driven from an electric motor 3 (see figure) through a V-belt drive, a flywheel 2 and a single-stage gear drive 1, 4 to an eccentric shaft 6. The gear drive 1.4 is straight-cut, cylindrical. The support journals of the gear shaft are mounted in bearings.
The movement is transmitted to the slider 10 of the sheet section through the connecting rod 5, and to the slider of the punching press 8 through the balancer 7 and the sinking stone.
The actuators are turned on and off through a system of levers connected on one side to a connecting rod and a sinking stone, and on the other hand to electromagnets
NG5222 Combined press shears. Purpose and scope
Combination press shears NG5222 are used for cutting strip, long and shaped rolled products and punching holes in sheet, strip and shaped rolled products, as well as for performing notching operations.
Combined shear presses can be used in machine-building, repair and other factories, when operating in climate zones with moderate and cold climates, version UHL, in dry and humid tropical climates - version O, placement category 4 according to GOST 15150-69.
Additional requirement: the lower air temperature must be at least +5°C
Press shears combined with four working zones allow you to perform several types of operations on one machine without preliminary reconfiguration of the shears, in any sequence and without changing tools, which ensures flexible and economical processing of rolled products, both in large engineering production and in any repair shop.
Combined shear press NG-5222 produces:
- sheet metal cutting, strip cutting;
- punching triangular and rectangular grooves;
- circle segment;
- a piece of angle, channel, I-beam, shaft profile;
- punching holes of round, rectangular, square and any other shape.
Basic technical data of press shears NG5222:
Manufacturer: Kuvandyk Mechanical Press Plant, Kuvandyk.
The parameters are valid for metal with a tensile strength (tensile strength) σ BP = 500 MPa (50 kg/mm 2).
- Basic technical data according to GOST 7355-77
- Maximum thickness of the sheet to be cut - mm
- The greatest thickness and width of the cut strip is 16 x 150 mm
- The largest diameter of the cut circle is Ø 45 mm
- The largest dimensions of the cut corner are 12 x 125 x 125 mm
- The largest diameter of the hole to be punched is Ø 30 x 16 mm
- Frequency of continuous strokes of the slider - min -1
- Rolled section without marking along the stop - 70..1000 mm
- Drive power - 4.8 kW
- Total vehicle weight - 2.27 tons
The frame is a welded structure, consisting of front and rear sheets welded to the base.
To install drive shafts and section drives, four borings are made in the frame.
Drive the sheet metal and hole-punching sections from an electric motor through V-belt and gear drives to the eccentric shaft of the sections. The notching device lever is connected by means of a rod to the slider of the sheet section.
The slider of the punching section is balanced by spring balancers.
The centering mechanism is designed to perform the basting operation by moving it using the handle of the punch holder with the punch.
The tool for cutting corners, circles and squares consists of movable and fixed plates. The movable plate is attached to the socket of the slider of the sheet section, the fixed one - in the socket of the frame using L-shaped springs.
The sheet and notching tool consists of two movable and three fixed knives.
Movable knives - guillotine for cutting sheet material and rectangular - for rectangular notching.
The punching section tool consists of a punch and a die. The punch is attached through a punch holder to the slide, and the matrix is attached to the body of the punching device.
The shear press has three workstations served by one operator.
The electrical circuit ensures the operation of the press shears in continuous and single strokes.
Push-button and pedal controls.
Thick, combined lubricant.
Manual hydraulic shears
Hand-held hydraulic shears are an indispensable and, most importantly, mobile tool for cutting metal reinforcement. Widely used in construction, demolition of buildings, and also by rescuers to extract victims from a mangled car.
Manual hydraulic shears
Design and principle of operation
The design of manual hydraulic shears for cutting metal resembles ordinary scissors, but differs somewhat from them in that, in the usual model, we transfer mechanical force from the hand directly to the cutting unit.
Here our mechanical force is converted into hydraulic force, and only then is it supplied to the cutting blades. With the handle we pump the pump which creates pressure as a result of which the scissors move and actually cut.
Basic principles of the device:
Device of manual hydraulic shears
- Execution of the cutting part. The two main ones are open edge and guillotine. Both are shown in the picture. The edge cutter is used for cutting metal sheets, and the guillotine cutter is used for cutting wires and cable bundles.
- Functions of the cutting part. There are units in which the cutting part rotates relative to the drive and handles, which makes the scissors more practical to use.
- Dimensions. The device has very large dimensions; this is due to the fact that it is equipped with a hydraulic drive; its installation is carried out on a fixed handle of hydraulic shears. The dimensions of the unit are directly proportional to the length of the hydraulic drive rod.
- Pressure supply. It also has 2 types of configuration. The first is a built-in plunger pump, which is powered by the operator's muscular strength. Second, this is an external compressor station.
Specifications
Manual hydraulic shears have a number of characteristics that should be taken into account when using them. These parameters can be seen in the technical data sheet of the device.
Characteristics of hydraulic shears:
- The limiting value of the cutting or traction force is measured in Newtons and Tons;
- Gap between cutting elements, in mm;
- Limit cutting value. Indicates the maximum sheet thickness or bar diameter that can be cut in one iteration.
- Dimensions and weight of the unit.
Conditions of use
Note: Before starting work, you should always read the technical data sheet and check the hydraulic oil level in the drive.
Principles to be followed when operating hydraulic shears:
- Before cutting metal, check its thickness and its rigidity characteristics, they should not exceed the limit values specified in the technical data sheet of the unit;
- Keep the instrument in frequency, especially the working part.
- Change the oil according to the period in the passport; you should also fill in only the brands of oil indicated in it. The average oil change interval is every two years.
- After completing the work, be sure to wipe the tool with a clean cloth, especially in the moving parts of the tool.
- If the instrument is planned to be stored for a long time, then it should be treated with an anti-corrosion compound.
Possible faults
- The required pressure is not created in the tool.
- You may have insufficient oil in the tool and need to top it up;
- The hydraulic system is clogged, the oil should be changed;
- The pressure release lever is not closed; therefore, it should be closed;
- The rod does not return to its initial position.
- The return system is worn out and the return spring will need to be replaced;
- Oil leaks
- The seals have become unusable and should be replaced
Common models
Let's look at several of the most common models of manual hydraulic metal shears and their technical characteristics.
Scissors NRG 53
Main purpose: For cutting cables and hard metals.
Technical characteristics of NRG 53:
Technical characteristics of scissors NRG 53
Scissors NRG 85
Main purpose: Cutting AC, SIP-3 wires, steel ropes, cables, low carbon steel rods, armored and telephone cables.
Specifications:
Technical characteristics of hydraulic shears NRG-65 and NRG-85
Types of operations of combined press shears NG5222
Combined press shears NG5222 produce:
- Section for cutting long products - a section of an angle, a circle, a channel, an I-beam, a shaft profile. Cutting rolled products without marking up to 1000 mm along the stop
- Strip, sheet cutting section - strip cutting is carried out at different angles
- Punching section - punching holes of round, rectangular, square and any other shape in sheet and shaped rolled products
- Grooving section - punching open triangular and rectangular grooves
The design of the shear press and many options for additional equipment allow the shear press to be used for processing rolled products of various profiles and different parameters.
To facilitate the movement of strip, long and shaped products when feeding them into the working area of the shears, it is possible to use a roller conveyor module of the MRP drive model.
Composition of components and principle of operation
Crank press shears for cutting metal have a fairly uniform structure, which includes the following components:
- AC drive motor;
- the drive shaft on which the switching system is located;
- intermediate gear;
- flywheel;
- crank or eccentric shaft;
- a connecting rod with a slider to which movable knives are attached;
- clamping mechanism for the original workpiece;
- support unit for the cut part of the bar (strip, rolled products);
- adjustable roller conveyor for supplying source material;
- back stop;
- bed.
The process of a single cycle of metal cutting on combined press shears occurs in the following sequence. The operator, including the roller table, introduces the profile to be cut into the working area of the shear press, after which the required length of the workpiece is set using the back stop. After this, the material is fixed in the required position by a clamping device and supported by a compensator, which ensures the constancy of the horizontal axis of the rod/strip during the cutting process. After this, the electric motor of the combined shear press is switched on for the working stroke. The engagement clutch is activated (for large sizes it is pneumoelectric multi-disk; for shears with a force of less than 800 kN, the unit may contain one pressure disk), and the band brake releases the shaft, which transmits the required torque to the crank shaft through a gear transmission. The crank mechanism located there converts rotation into translational movement of the slider with the working knife. The cut product falls along the slide onto the receiving tray, and from there into the box for cut pieces. At this time, the crank mechanism returns to its original - upper - position. The activation system is activated, and the shaft is secured by the synchronous activation of a band-type brake.
Operations performed on press shears NG5224
During the automatic operation of combined press shears, during the reverse stroke of the slide, the next workpiece is pushed and fixed in the cutting zone.
Hydraulically driven shear presses (for example, from the Heck company of the Multicrop series) operate from a hydraulic power cylinder, which controls the reciprocating movement of the slide. Such equipment is characterized by lower productivity, but it provides the ability to hold the slider at the lowest point. In some cases this improves the quality of the cut. Geka shears are distinguished by the presence of an option for angular profile cutting, as well as the possibility of subsequent bending.
Alligator-type metal cutting shears, as well as reinforcing shears designed for mechanized separation of reinforcing steel bars, have slightly different kinematics. There are less torques there, so instead of a friction clutch, the design provides for a structurally simpler rigid coupling with rotary keys. In addition to being unpretentious in maintenance, it does not require a continuous supply of compressed air at a pressure of more than 5...6 at. The slider itself makes not reciprocating, but rocking movements. With a slightly worse cutting quality (this circumstance is not particularly important for scrap), the height of the working space between the movable and stationary knives increases, which makes cutting scrap metal easier.
NG5222 Components of combined shear presses
NG5222 Specification of components and controls of combined shear presses
- 1. Bed - NG5222-11-001
- 3. Electrical equipment - NG5222-91D-001
- 4. Input switch
- 6. Punching press table - NG5223-69-001
- 7. Control of the punching press - НВ5221Б-42-001
- 8. * Device for cutting special rolled products - НВ5221-52-001
- 9. Centering mechanism - НВ5221Б-47-001. Centering mechanism handle
- 10. Punching press - NG5222-32-001
- 11. COMMON STOP button
- 12. Electromagnet control cams
- 13. COMMON STOP button 30 Plate fixation handle
- 14. Fencing - НВ5221Б-71-001
- 15. Drive - НВ5221Б-21-001
- 16. Movable knife plate - НВ5221Б-63-001
- 17. Fixed knife-plate - НВ5221-61-001
- 18. * Fixed knife-plate for cutting channel and I-beams - НВ5221Б-64А-001
- 19. * Movable knife-plate for cutting channel and I-beams - НВ5221Б-65-001
- 20. Section clamp - НВ5221-51Б-001
- 21. Lubricant - НВ5221-81-001*
- 23. Clamp - НВ5221Б-45-001
- 24. * Stop for cutting dimensional workpieces - НВ5222-43-001
- 25. Control of the grade section - НВ5221Б-41-001
- 26. Varietal section - НВ5221Б-31-001
- 27. * Device for punching holes with a certain pitch - НВ5222-56-001
- 28. Notching and strip cutting tool - НВ5221Б-62-001
- 29. Device for punching rectangular grooves - HP5222-53A-001
- 31. Tray - НВ5221Б-69-001
- 32. Table - НВ5221Б-68-001
- 34. Pedal for turning on the slider of the section section and the punching press
- 37. Voltage supply switch for the punching press and section section
- 38. Motor start button
- 39. Signal lamps
*Available at additional cost
Criterias of choice
At each production site, working conditions and tasks can be completely different. However, if you decide to buy a press shears for metal, then you should choose them according to your individual needs. Drive devices are widely used in procurement workshops and open areas due to their compactness and mobility. In addition, when choosing a combined shear press, you need to pay attention to a number of parameters:
- drive power - largely determines what thickness of metal the scissors can cut and what diameter of holes they can punch;
- the presence of additional equipment and tools makes the use of the device as efficient and safe as possible;
- throat depth - determines at what distance from the edge of the workpiece the device to be punched will be located.
For large-scale production, it is advisable to give preference to CNC models. For home workshops, manual type installations are used.
General principle of operation of press shears and design of combined press shears NG5222
The shear press is driven from an electric motor 3 through a V-belt drive (the belt designation is given in Appendix A), a flywheel 2 and a single-stage gear transmission 1, 4 to an eccentric shaft 6. The gear pair 1, 4 is spur-cut, cylindrical. The support journals of the gear shaft are installed in bearings (bearing designations are given in Appendix B)
The gear shaft Z1=14 has a rim width of 85 mm and is made of steel 40X GOST4543-71 (hardness 240...260 HB), the wheel Z2=126 has a rim width of 80 mm and is made of steel 35L GOST977-88.
The movement is transmitted to the slider 10 of the grade section through the connecting rod 5, and to the slider 8 of the press for punching holes through the balancer 7 and the sinking stone.
The actuators are turned on and off through a system of levers connected on one side to a connecting rod and a sinking stone, and on the other side to electromagnets 9.
Composition of components and operating principle
Crank press shears for cutting metal have a fairly uniform structure, which includes the following components:
- electric current drive motor;
- the drive shaft on which the switching system is located;
- transition gear;
- flywheel;
- crank or eccentric shaft;
- a connecting rod with a slider to which the moving knives are fixed;
- clamping mechanism for the original workpiece;
- support unit for the cut part of the rod (strip, plain rolled stock);
- adjustable roller conveyor for supplying initial material;
- back stop;
- bed.
The process of a single cycle of metal cutting on combined press shears occurs in the following order. The operator, including the roller table, introduces the profile to be cut into the area for the shear press, after which the required length of the workpiece is set using the back stop. After which the material is secured in the desired position by a clamping device and supported by a compensator, which ensures the constancy of the horizontal axis of the rod/strip during the cutting process. After which the electric motor of the combined shear press is switched on for the working stroke. The engagement clutch is activated (for larger sizes it is pneumoelectric multi-disc; for shears with a force of less than 800 kN, the unit contains one pressure disk), and the band brake releases the shaft, which transmits the required torque to the crank shaft through a gear transmission. The crank mechanism located there transforms the rotation into translational movement of the slider with a working knife. The cut product falls along the slide onto the receiving tray, and from there into the box for cut pieces. At this time, the crank mechanism returns to its original - upper - position. The activation system is activated, and the shaft fixation is ensured by the synchronous activation of a band-type brake.
Operations carried out on press shears NG5224
During the automatic operation of combined press shears, during the reverse stroke of the slide, the next workpiece is pushed and fixed in the cutting zone.
Hydraulically driven shear presses (for example, from the Heck company of the Multicrop series) operate from a hydraulic power cylinder, which controls the reciprocating movement of the slide. This equipment is distinguished by its lower efficiency, but it makes it possible to hold the slider at the lowest point. In most cases, this improves the quality of the cut. Geka shears are distinguished by the presence of an option for angular profile cutting, as well as the possibility of subsequent bending.
Alligator-type press shears for cutting metal have slightly different kinematics, as well as reinforcing shears, intended for mechanized division of reinforcing steel rods. There are less torques there, so instead of a friction clutch, the design provides for the simplest rigid coupling with rotary keys. In addition to ease of maintenance, it does not require a continuous supply of compressed air at a pressure of more than 5...6 at. The slider itself makes not reciprocating, but rocking movements. With a slightly worse cutting quality (for scrap, this circumstance is not of great importance), the height of the space for working between the movable and stationary knives increases, which makes cutting scrap metal easier.
Knives for shears for cutting long products. Technical requirements
Knives for press shears are manufactured in accordance with GOST 25454-82 Knives for shears for cutting long products. Technical requirements
- Knives should not have cracks, burrs, shells, sharp corners and edges (except for cutting ones);
- The surfaces forming the cutting edge should not have nicks or burns;
- The cutting edge should not be blunted, chipped, or have nicks;
- Knives must be made of steel grades:
- Х12Ф1, ХБФ according to GOST 5990-73 for cold cutting of steel
- R6M5 according to GOST 19256-73, 4Х5В2ФС according to GOST 5990-73 for hot cutting of steel
- Surfaces forming the cutting edge (front, back) and supporting surfaces - 1.25 microns
Composition of components and principle of operation
Crank press shears for cutting metal have a fairly uniform structure, which includes the following components:
- AC drive motor;
- the drive shaft on which the switching system is located;
- intermediate gear;
- flywheel;
- crank or eccentric shaft;
- a connecting rod with a slider to which movable knives are attached;
- clamping mechanism for the original workpiece;
- support unit for the cut part of the bar (strip, rolled products);
- adjustable roller conveyor for supplying source material;
- back stop;
- bed.
The process of a single cycle of metal cutting on combined press shears occurs in the following sequence. The operator, including the roller table, introduces the profile to be cut into the working area of the shear press, after which the required length of the workpiece is set using the back stop. After this, the material is fixed in the required position by a clamping device and supported by a compensator, which ensures the constancy of the horizontal axis of the rod/strip during the cutting process. After this, the electric motor of the combined shear press is switched on for the working stroke. The engagement clutch is activated (for large sizes it is pneumoelectric multi-disk; for shears with a force of less than 800 kN, the unit may contain one pressure disk), and the band brake releases the shaft, which transmits the required torque to the crank shaft through a gear transmission. The crank mechanism located there converts rotation into translational movement of the slider with the working knife. The cut product falls along the slide onto the receiving tray, and from there into the box for cut pieces. At this time, the crank mechanism returns to its original - upper - position. The activation system is activated, and the shaft is secured by the synchronous activation of a band-type brake.
Operations performed on press shears NG5224
During the automatic operation of combined press shears, during the reverse stroke of the slide, the next workpiece is pushed and fixed in the cutting zone.
Hydraulically driven shear presses (for example, from the Heck company of the Multicrop series) operate from a hydraulic power cylinder, which controls the reciprocating movement of the slide. Such equipment is characterized by lower productivity, but it provides the ability to hold the slider at the lowest point. In some cases this improves the quality of the cut. Geka shears are distinguished by the presence of an option for angular profile cutting, as well as the possibility of subsequent bending.
Alligator-type metal cutting shears, as well as reinforcing shears designed for mechanized separation of reinforcing steel bars, have slightly different kinematics. There are less torques there, so instead of a friction clutch, the design provides for a structurally simpler rigid coupling with rotary keys. In addition to being unpretentious in maintenance, it does not require a continuous supply of compressed air at a pressure of more than 5...6 at. The slider itself makes not reciprocating, but rocking movements. With a slightly worse cutting quality (this circumstance is not particularly important for scrap), the height of the working space between the movable and stationary knives increases, which makes cutting scrap metal easier.
Technical characteristics of combined press shears NG5222
| Parameter name | NG5222 | NG5223 | NG5224 |
| Basic parameters of press shears | |||
| Largest dimensions of the processed strip (thickness x width), mm | 16 x 150 | 18 x 190 | 28 x 200 |
| Largest dimensions of the machined wheel (diameter), mm | 45 | 50 | 67 |
| Largest dimensions of 90° corner, mm | 125 x 125 x 12 | 125 x 125 x 14 | 160 x 160 x 20 |
| The largest dimensions of the corner at 45°, mm | 90 x 90 x 9 | 100 x 100 x 10 | 125 x 125 x 14 |
| Largest channel dimensions, profile number | 5..18U | 5..18аУ | 5..30U |
| The largest dimensions of the I-beam, profile number | 10..18 | 10..18 | 10..30 |
| The largest diameter of the hole to be punched, mm | 30 x 16 | 32 x 16 | 40 x 25 |
| The largest dimensions of the grooves to be punched (length x width x thickness), mm | 70 x 65 x 10 | 80 x 65 x 10 | 100 x 85 x 16 |
| The number of knife strokes per minute is not more than | 18 | 17 | 14 |
| Maximum length of sheets to be cut along the back stop, mm | 70..1000 | 70..1000 | 130..1000 |
| Nominal cutting force, kN | 560 | 630 | 1250 |
| Electric motor, kW | 5,5 | 5,5 | 11 |
| Dimensions and weight of press shears | |||
| Dimensions of press shears (length x width x height), mm | 1900 x 1660 x 1950 | 1800 x 1700 x 1865 | 2735 x 1760 x 2445 |
| Weight of press shears, kg | 1940 | 2210 | 7050 |
Combined scissor press ng5222 is a machine produced by Kuvandyksky. The company itself was founded in 1941. Since then, the company has been providing customers with high-precision equipment with excellent technical and operational characteristics.
Photo of scissor press
Press shears nb5222 are used for high-quality cutting of rolled products - shaped, sheet, and long products. The devices also allow you to make various notches.
Combination shears may be called press shears provided they are equipped with a punching press.
The technical characteristics of the NG5222 model provide for the presence of four mechanisms that form the basis of the equipment:
- Mechanism for cutting high-quality metals;
- For cutting metal sheets;
- Hole making system;
- Device for cutting grooves.
What do you need to know about similar press shears combined models NG5222?
- All of these mechanisms are assembled in a single frame and are equipped with a common drive.
- The sliders of sheet and grade shears use a lever mechanism to carry out control.
- The hole-punching mechanism of the device has two types of control - lever and pedal.
- The main technical characteristics are regulated by the state standard.
- Performing cutting with scissors allows you to achieve the most economical method of dividing rolled products into the corresponding required workpieces.
- When using a cutter, it is important to avoid double cutting. To do this, it is necessary to maintain a certain depth of insertion of the knives into the metal workpiece. It should not exceed V4 from the height of the cut section. This is especially important when processing ductile metal or workpieces that have been specially heated to a high temperature.
- To prevent the formation of cracks on the end sides of the workpieces being processed, which may be due to the brittleness of certain types of steel, the workpiece should be heated.
- The cold method is used to cut carbon steel, the percentage of carbon content in which does not exceed 0.5 percent.
- The resulting quality of the workpiece cut is directly influenced by the speed at which the knife enters the metal. If cutting carbon steel is required, higher speeds are used. Alloy steel requires more delicate cutting, so the speed is set to lower.
- Based on the peculiarities of processing different types of metals, it is reasonable to equip the press machine with two-speed electric motors in order to control and regulate the speed of work.
Features of the NG5222 machine
Among the combined shear presses on the market, the new generation combined devices have gained the most popularity. The NG5222 model provides solutions to many production issues.
The main features are the ability, with minimal manipulations with the machine, to perform a number of tasks and combine the operations performed:
- Punch holes and grooves;
- Cut circles, corners, squares;
- Cut strips;
- Manufacture I-beams and channels.
Thus, the NG machine provides wide functionality of the shear press and the cost-effectiveness of rolled products when processed on just one device.
Combined press shears NV5222, N5222a, NV5221, NB5224 are the predecessor of the more modern and improved press shears NG5222.
User manual
Before you start using the product, you must follow the following recommendations.
- Each tool comes complete with accompanying documentation, which must be reviewed first.
- Newer models usually have a protective lubricant that must be removed from the surface of the blades.
- The cylinder must be checked for oil level, and the entire pneumatic structure must be correctly combined into a single system. If there is no oil in the pump, it should be topped up using only suitable technical grades. Recommendations for choosing a lubricant are contained in the manufacturer's technical documentation.
When using the product, you must adhere to the following rules:
- the standard characteristics of the tool must correspond to the thickness of the material being processed or be greater;
- lubricants in the pump should be replaced at least once a year;
- in the event of an emergency, cutting must be stopped immediately;
- Most hydraulic tools are subject to repair, after which they can be reused.
It is also important to know general safety rules. When using the tool, it is important to consider:
- correct position of the tool, especially its working part;
- features of treatment with anti-corrosion compounds during long-term storage;
- mandatory cleaning of moving parts before starting work.
For an overview of the model of hydraulic metal shears, see below.
Machine Applications
Press shears NG perform several different tasks:
- Cutting of rolled metal products - long, shaped, strip;
- Creation of holes of the required diameter in rolled products;
- Creating notches on workpieces.
NG machines are widely used in the following areas:
- Repair factories;
- Mechanical engineering production;
- Enterprises working with metal;
- Production of building materials;
- Factories for the production of fastening and connecting elements.
At the same time, NG machines can be operated in various climatic zones:
- Moderate;
- Cold;
- Dry, wet and tropical.
Varieties
The entire variety of shear press models is divided into:
- manual mechanisms (lever and disk);
- hydraulic;
- container
Manual metal shears (lever type)
This tool is widely used in metalwork shops, small industries, and scrap metal collection points. Manual shear presses allow you to process small-sized workpieces and small batches.
The working part of the device is two knives for press shears:
- The first one is fixed motionless on the frame.
- The second is driven by muscular force, which is transmitted to the lever mechanism.
The length of the blades is about 10 cm.
Disk
The design is based on two disc-shaped knives with opposite rotation.
They are convenient to use for cutting with low effort along even and curved contours; the cutting line is obtained without burrs and deformations.
Hydraulic
The tool is a universal type, has high performance and is used on an industrial scale. They are able to work with metal of any profile, ensuring high quality. The design is equipped with a hydraulic drive, which allows you to develop high force. Features of the shear press device:
- The base is made of concrete.
- The bed is made by casting or welding. It is massive enough to withstand the weight of the device and the workpiece, control the movement of the knives and dampen vibrations that occur during operation.
A feature of industrial hydraulic shears (for example, combined press shears H5222a) is the ability to cut metal at an angle to the axis. This makes it possible to produce complex machine parts and frame structures.
Replacing a set of knives with a matrix and a punch allows you to use a mechanism for punching holes (like a hydraulic press with flexible force adjustment).
Press shears for scrap
This option is the most impressive type of metal-cutting equipment, allowing for the recycling of ferrous and non-ferrous metals, automobile, steelmaking, and dismantling scrap. Press shears for cutting and processing scrap metals are the most popular mechanisms at loading terminals, metallurgical plants, and metal procurement sites.
You can find several modifications: stationary, mobile (container) and combined. From the shear press passport you can learn about the features of the machines:
- Cutting force from 500-800 to 3,000 tons.
- Average productivity is 10-12 or more tons/hour.
- Scrap metal is processed without preliminary sorting.
- Capacity of storage containers from 10 tons.
Scrap metal shear balers with a large bale chamber can cut and bale (press) scrap metal, including scrap metal, pipes and car bodies. They have several operating modes (for different categories of scrap), adjustable cutting pitch and are adapted for use in winter conditions.
Main nodes:
- loading (storage) chamber;
- work zone. Horizontal and vertical blades;
- pressing device of press shears. Presses chopped scrap metal into briquettes.
Container
This is a mobile mechanism that can be moved by vehicles. It is convenient to use in scrap collection areas (during dismantling of buildings and industrial structures).
The device is designed in the form of a container and is equipped with a diesel or electric drive.
Nuances of the design of NG machines
NG machines have found wide application in various areas of production. This is due to the wide functionality and impressive technical characteristics of the machines. Therefore, you should get acquainted with their use and purpose in more detail. But to do this, you need to understand the design elements of the NG.
Combination press scissors ensure the performance of several different operations, avoiding preliminary changes to the device settings. This is possible thanks to four working zones. Work can be carried out in any sequence. There is no need to change tools. This is how fast, economical and productive processing of workpieces is achieved.
What should you know about the design of this machine?
- The bed consists of a pair of metal sheets - rear and front. They are connected to the base by welding.
- Four borings in the frame are used for mounting section drives and drive shafts on NG machines.
- The drives of the punching and sheet metal sections come from an electric motor through gear and V-belt transmissions to an eccentric shaft.
- The levers of the cutting devices of the machines are directly connected to the sliders of the sheet sections due to traction.
- The sliders of the punching sections are balanced due to special spring equalizers.
- The mechanism designed for cutting corners, squares, and metal circles consists of 2 plates. One is movable, the other is stationary. The movable plate is fixed in the slot of the slider of the sheet section. The fixed part is placed in the frame socket and fixed using L-shaped springs.
- Notching and sheet units include fixed and movable knives in the design - 3 and 2 units, respectively.
- The press shears provide three workstations that can be serviced by one operator.
- The electrical circuit has been modernized if we compare the NG5222 and the combined shear press N5222a. This electrical circuit allows the shear press to operate on single and continuous strokes.
- The control of the press scissors is pedal-based and push-button.
The combined design of the machine ensures its multitasking with maximum efficiency and economy. NG5222 has found its niche in the shear press market and confidently maintains its leading position.
Excellent technical characteristics, attractive price and high performance indicators make the NG5222 machine one of the most preferred devices. The price of press scissors starts from $1000. Quite reasonable cost for such machine parameters.
To get a consultation
Combined shear presses NG5222 with a nominal force of 40 tf with a mechanical drive are used for cutting strip, long and shaped rolled products and punching holes in sheet, strip and shaped rolled products. Having four working zones, the shear press allows you to perform multiple operations without changing tools or in any sequence.
Combined shear presses can find their application in engineering, repair and other factories, in commercial production and repair sites, and construction organizations.
Press shears NG5222 of our production have been supplied to the Central Federal District, Northwestern Federal District, Southern Federal District, North Caucasian Federal District, Volga Federal District, Ural Federal District, Siberian Federal District and CIS countries.
Scope of use
CPNs are in demand in many areas of industry. They are widely used by both small metal processing companies and large manufacturing plants. And some of the models can be seen even in ordinary garage workshops. The equipment is quite in demand in the mechanical engineering industry, at metalworking bases, stamping lines, and in procurement shops. These mechanisms became so widespread thanks to:
- reliability of design;
- ability to customize for performing diverse tasks;
- compact size and relatively light weight;
- multifunctionality, thanks to which it is possible to customize the equipment to specific requirements;
- absence of strong vibration and noise during operation;
- the possibility of installing and integrating equipment into an automated production line;
- high quality of finished products.
Most installations can be easily integrated into an automated production line. They are not difficult to operate, are affordable, have a long service life, cut metal with high precision, and also perform many other equally important functions.
General view of NG5222 scissors
Location of components and controls of the shear press NG 5222:
1 – welded frame 2 – pedal 3 – electrical cabinet 4 – switch 5 – electrical equipment 6 – punching press table 7 – punching press control 8 – device for cutting special rolled products 9 – centering mechanism 10 – punching press 11 – general stop 12 – electromagnet control cams 13 – general stop 14 – guards 15 – drive 16 – movable knife-plate 17 – stationary knife-plate 18 – stationary knife-plate for cutting channels and I-beams 19 – movable knife-plate for cutting channels and I-beams 21 – lubrication 22 – clamp 23 – clamp 24 – emphasis for cutting dimensional workpieces 25 – control of the section section 26 – section section 27 – plate fixation handle 28 – voltage supply switch for the punching section and section section 29 – electric motor start button 30 – signal lamps 31 – table 32 – tray
Four main mechanisms and work execution:
- Mechanism for punching holes – punching round holes in sheet and shaped rolled products.
- A mechanism for cutting sheets - cutting strips at different angles.
- A mechanism for cutting long products – cutting a circle, an angle, as well as the ability to cut a channel and an I-beam.
- Mechanism for notching grooves – notching grooves of rectangular and triangular shapes.
Marking
To designate the model of metal press shears, special markings are used:
- N - press shears;
- A letter or letter combination after the main “H” indicates modifications to the base model.
- The letters are followed by numbers: the first indicates the type of shear drive, the second indicates the technical features of the equipment. The last two digits correspond to the nominal force in tf.
The basic line of the instrument is based on the preferred series of numbers. Technical characteristics are determined using a table.
| The last two digits in the name of the scissors model | Nominal force, tf |
| 22 | 25 |
| 24 | 31,5 |
| 26 | 40 |
| 27 | 50 |
| 28 | 63 |
| 29 | 80 |
| 30 | 100 |
| 31 | 125 |
| 32 | 160 |
| 34 | 250 |
| 36 | 400 |
| 38 | 630 |
| 40 | 1000 |
| 46 | 4000 |
Operation of the HB5222 press
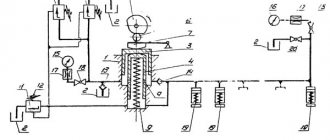
Kinematic diagram
1 – gear shaft, 2 – flywheel, 3 – electric motor, 4 – gear wheel,
5 – connecting rod, 6 – shaft, 7 – balancer, 8 – press slide, 9 – electromagnet,
10 – slider of the strip section.
The shear press is driven from an electric motor (3) through a V-belt transmission, a flywheel (2) and a single-stage gear transmission (1, 4) to an eccentric shaft (6). The gear pair (1.4) is straight-toothed, cylindrical. The movement is transmitted to the slider (10) of the strip section through the connecting rod (5), to the slider (8) of the press for punching holes through the balancer (7) and the sinking stone. Switching on and off the actuators is carried out through a system of levers connected on one side with a connecting rod and a sinking stone, and on the other hand with electromagnets (9).
Place the switch in the position: “band strip section” or in the “hole-punching section” position.
- Hole punching:
Attach the punch and die in the corresponding slots. Then, turning the centering mechanism handle, lower the punch into the die and insert the die holder body so that a uniform gap is maintained between the die and the punch.
Attach the die holder body to the frame and check the gap again.
Depending on the thickness of the material being punched, align the puller body by loosening the nuts and locknuts, and by rotating the screws, insert the puller body with a gap of 1...2 mm from the plane of the sheet.
Tighten the nuts and locknuts. Installing the puller body skewed is not permissible.
To punch holes along the cores, use the centering mechanism. Lower the punch with the handle and align the core on the workpiece with the punch core.
- Variety strip section:
To cut shaped steel, install the appropriate tool in the socket of the slider and frame. Align the stop plate to the appropriate angle (90°, 45°) along the guide lines and secure it. Install replacement clamps. Insert the rolled piece into the tool socket and align it either according to the markings or against the cutting stop of the workpieces, the size of which you have previously set. Do not cut a strip that has oil stains on its surface.
When the scoring device is operating, the gap between the knives is set by spacers under the supporting surfaces and depends on the thickness of the material being cut. The knives of the scoring device must fit snugly to the supporting surfaces, must be well secured and dry.
Blow compressed air into the frame cavity under the strip slide to remove accumulated scale or remove it with a scraper.
For safety, the shear presses are equipped with guards for all rotating parts of the scoring device and the hole-punching area.
When working with scissors:
- do not cut or punch holes in profiles and materials larger than those indicated in the technical specifications at δв = 500 N/mm²;
- do not remove the barriers;
- do not work on the strip section without clamps;
- Do not adjust the shears while the electric motor is on.
Operating rules
To extend the service life of the tool, it is important to follow the basic operating rules:
- the tool and cutting part must be kept clean;
- oil changes are carried out at least once every six months;
- Before storage, scissors should be cleaned and lubricated with an anti-corrosion compound;
- during operation, the thickness of the metal being cut should not exceed the standards stated by the manufacturer.
Possible faults
The main malfunctions of hydraulic tools for metal are:
- the rod does not return to the neutral position - the return spring must be replaced;
- no or insufficient oil pressure - requires changing the oil, closing the lever to relieve excess pressure or cleaning the hydraulic drive;
- There are oil smudges on the outside - the seals need to be replaced.
To avoid various breakdowns, you must follow the operating rules of the tool described in the technical data sheet. Before use, the tool must be checked for defects.
Hydraulic shears series NG, NGR, NGO
Technical characteristics of NG5222
| Parameter | Meaning |
| Strip thickness and width | 16x150 |
| Circle diameter | 45 |
| Angle, miter cutting: | |
| 90° | 125x125x12 |
| 45° | 90x90x9 |
| Hole to be punched, mm: | |
| Diameter | 30 |
| Material thickness | 16 |
| Material thickness | 10 |
| Length of cutting material | 70 |
| Width | 65 |
| Largest profile size: | |
| I-beam | №18 |
| Channel | №18 |
| Singles | ≤ 18 |
| 400 (40) | |
| 500 | |
| Overall dimensions, mm: | |
| Length | 1885±40 |
| Width | 1660±30 |
| Height above floor level, mm | 1950±40 |
| Weight, kg | 2150±40 |
Advantages of profile cutting with a guillotine
When cutting with guillotine shears, minimal deformation is observed with simultaneous quality and accuracy of the cut. After this process there is no need for additional mechanical processing.
The cutting is carried out both longitudinally and transversely. At the same time, it is possible to produce profiles with non-standard dimensions. It is possible to cut bent profiles made of difficult-to-cut materials. This depends directly on the equipment used. Also, with guillotine cutting, the amount of waste in the form of sawdust or shavings is minimal.
Of course, the advantages of cutting metal profiles using guillotine shears include the high speed and productivity of the process.
Automatic guillotine shears make it possible to use settings that are stored in computer memory to carry out complex work. Such equipment has a wide range of settings. And in each individual case, you can select certain cutting parameters. In addition, the undoubted advantage of automatic guillotine shears is the ability to batch cut profiled metal.