Basic information
A cylindrical grinding machine is a device for automatically grinding metal products.
The installation looks like a large table on which additional grinding equipment is installed. The operating principle of cylindrical grinding machines is simple. Using headstocks or a carriage, the metal part to be processed is installed in the working area. After this, the grinding wheel is started and rotates around its axis. The circle approaches the workpiece, which leads to stripping of the metal workpiece. Using a cylindrical grinding machine, you can process cylindrical, conical and end workpieces, as well as large holes. By design, there are centered and centerless models. For center models, the workpiece is secured using special grooves. In centerless models, the workpiece is fixed in the working area of the machine using a clamping carriage. A cylindrical grinding machine performs the following tasks: abrasive rubbing of the surface of the workpiece, removing an excess layer of metal, eliminating irregularities on the metal surface.
Elements of cylindrical grinding systems
- Desktop. Acts as a base on which all the main elements are attached. The workbench may have small wheels that are used to transport the unit. The work table is made of durable metal alloys, as are other elements of the grinding system.
- Headstock grooves (center models). Used for fastening parts on the desktop. The grooves can rotate around their axis, which allows you to process the workpiece over its entire area + improves the quality of grinding. Some grooves can also move in the longitudinal direction, which allows you to change the position of the part on the work table directly during processing. The head slots can be movable - this allows you to change the angle of the workpiece on the work table. This makes it possible to grind conical workpieces.
- Carriage (centerless models). The carriage is also used for fastening parts on the work table. The main difference from the headstock grooves is that the carriage does not have its own axis of rotation (it can only be moved in the horizontal direction). To process the workpiece from different sides, the workpiece itself is rotated on the carriage.
- Abrasive disc wheel. Located in a perpendicular direction relative to the location of the workpiece on the work table. During operation, it acts as an abrasive with which processing is performed. Abrasive discs come in different shapes. Simple machines have a fixed disk arrangement. The universal cylindrical grinding machine has a movable disc wheel, which makes the installation more versatile.
- Drive unit. Used to move the abrasive wheel while the system is operating. The drive can be mechanical, hydraulic and electric. Large systems are usually equipped with an electric drive, which simplifies the procedure for moving the disk during operation. Small machines have a mechanical or hydraulic drive, which reduces electricity consumption.
- Electric motor. Acts as an energy source that powers all the main elements of the installation (rotating slots-headstocks, abrasive disc-wheel, etc.). If the machine is equipped with an electric drive, then the engine also powers this element. Electric motors usually have a power ranging from 5 to 15 kilowatts, although more powerful units are also available. Modern electric motors usually have additional protective elements to avoid system overheating.
- Cooling system. During processing, serious heating of the workpiece occurs due to friction. To avoid overheating of the workpiece, many modern machines are equipped with a cooling system. It looks like small taps that are installed in the core. The taps are connected to the refrigerant (the refrigerant is usually water). During processing of the part, the valves are activated, which leads to the spraying of coolant in the core.
Cylindrical grinding machine 3b12 technical characteristics
The universal cylindrical grinding machine ZB12 is designed for grinding external and internal cylindrical and conical surfaces in individual and small-scale production. The machine has a rotary table. This makes it possible to grind not only cylindrical, but also flat conical surfaces. Thanks to the rotatable headstock and grinding headstock, it is possible to grind steep conical external and internal surfaces. The grinding headstock consists of two parts. The upper part of the grinding headstock can move relative to the lower part (the top of the slide). This makes it possible to grind the end of the part fixed in the chuck with the periphery of the grinding wheel. This machine can be used for grinding both on fixed centers and in a chuck.
The machine can perform the following types of processing:
longitudinal and plunge grinding with manual control up to the stop;
longitudinal grinding to the stop with transverse automatic feed, carried out when the table is reversed;
grinding the end surfaces with the periphery of the wheel.
The machine can process shafts with a diameter of 8 to 200 mm, a length of 100 to 500 mm, and holes with a diameter of 20 to 50 mm, a length of up to 75 mm.
Hydrokinematic scheme
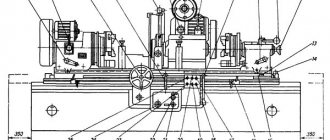
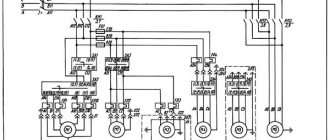
Due to the simplicity of the kinematic chains, the transmission of motion to the executive bodies is clear from the hydrokinematic diagram (Fig. 15). The operation of the hydraulic system is described in detail in the section “Hydraulic equipment of the machine”.
bed
The bed is a rigid cast iron box-shaped casting. On the upper front part of the frame there are guides (one is flat, the other is V-shaped) on which the table is installed. The upper right and rear left parts of the frame are made in the form of processed plates, on which the slide and electrical cabinet are installed. The rear part of the frame is made in the form of a trough for collecting coolant into the tank. The front wall of the frame is processed and serves for mounting the mechanism for manual movement of the table, periodic feed mechanism, control handle, hydraulic panel and control panel. The mechanisms are covered with casings, and the control handles are brought out. The compartments inside the bed are closed with doors or covers, which provides access to the mechanisms located inside the machine.
The table assembly consists of a lower and an upper table. The lower table is a cast iron. Its lower part is made in the form of flat and V-shaped guides. The upper part is the base for the upper table. On the front of the lower table there is a T-shaped groove for attaching movable stops. The ends of the lower table are made in the form of wings that protect the frame guides. The upper table is located on the upper base surface of the lower table.
The top table is a cast iron with stiffening ribs. The side walls of the table form a trough for coolant. The upper table is connected to the lower one using a spherical pin, around which the upper table rotates, and two clamps for clamping the upper table in the desired position. The rotation of the upper table relative to the lower one is carried out using the handle 21. When the handle rotates, the screw moves the rack and the upper table rotates through the lock 20. The amount of rotation is controlled by a scale or an indicator mounted on the bracket.
Main settings
Machine 16k20f3: technical characteristics and description
When choosing equipment, you should take into account its type, which determines many important grinding parameters. The main parameters include:
- Possible dimensions of the installed center. In the case of a centerless model, an important indicator is the size of the table.
- The diameter of the circle and the speed of its rotation. Universal design options can be used to produce parts of various shapes; they can be conical.
The passport contains all important information. The drawing and passport allow you to determine what technical characteristics the design has. The drawings are drawn up taking into account GOST, just like the passport.
The above information should be taken into account when choosing a model; the diagram of a cylindrical grinding machine reflects all its features. Therefore, to determine important points, you should consider the drawings and passport drawn up in accordance with GOST.
Machine passport 3B12. Cylindrical grinding.
This manual “Passport of the 3B12 machine” contains information necessary both for the maintenance personnel of this machine and for the employee directly involved in working on this machine. This manual is an electronic version in PDF format of the original paper version.
You can download the 3B12 cylindrical grinding machine passport for free in normal quality using the link above. It is contained in the machine's Operating Manual.
Device and design features
Universal screw-cutting lathe for metal TV-320: description, technical characteristics, diagrams
The design of cylindrical grinding machines depends on the working materials and quality requirements for the finished products. The following accuracy classes of devices are distinguished:
- increased accuracy;
- high precision;
- especially high precision.
Let's consider the design features of various devices and the most common layout options.
Working nodes
Regardless of the type of design, the main elements of cylindrical grinding machines are:
- bed;
- Desktop;
- grinding and headstock;
- control mechanisms.
The drive to the spindle is mounted in the headstock, and the drive to the wheel is mounted in the grinding headstock.
The main element of the control mechanism is the push-button station. Flywheels are responsible for manual movement of the work table and spindle head, which are controlled using the following handles and stops:
- fast feed of the headstock;
- moving the quill;
- adjustable desktop speed;
- disabling automatic table movement and reverse.
In addition to the above components and parts, the following elements play an important role:
- Grinding headstock. Differs in rigidity of a design. Depending on the layout of the machine, it can be a fixed or movable element. It contains a spindle mounted on hydrodynamic or other supports.
- Balancing mechanism. Reduces oscillatory processes during the working cycle. There are models with both manual and automatic machine balancing.
- Working tool editing mechanism. Adjusts the shape of the contact tool and maintains its functionality.
- Feeding unit. Responsible for moving the grinding wheel.
- Tailstock. It is one of the design elements of machines for which the working location of the workpiece is installation in the centers.
- Lunettes. Special supports for working with long parts.
Possible layout options
The most common ways to configure cylindrical grinding machines are:
- cartridge;
- center;
- centerless.
An important factor is the presence of a second table. In centerless models, the shoe is a fixed element.
Fixed knife models have found their application on automatic assembly lines. They are valued for their high quality characteristics, because this arrangement ensures the stability of the workpiece axis, regardless of the condition of the machine’s grinding tool. The design of such equipment is characterized by high technological complexity due to the movable headstock and the mechanism for its movement.
Internal grinding machines for processing metal parts
3e711v universal surface grinding machine with horizontal spindle diagrams, description, characteristics
Equipment of this type is intended to improve the quality of the internal surface of finished products. Often the reason for introducing this operation is the deviation of the hole axis in the previous operation. The processing process is carried out using a spindle on which a grinding wheel is mounted. The spindle itself has a rotational motion and a reciprocating motion.
Spindle rotation and part rotation are necessary for a smooth cutting process. Reciprocating motion is necessary to shape the surface. In complex structures, the spindle moves along 5 coordinates. To improve the quality of processing, if possible, you should grind the cams before clamping the part into them. This allows you to significantly reduce runout during alignment. In an ideal situation, it is also better to check the runout of the workpiece in the jaws before machining.
The design of this type of equipment differs depending on the parameters
Single spindle machines
These equipment grinds conical or cylindrical parts;
Machines with additional spindle
These equipment simultaneously performs internal and end grinding;
Double sided machines
These equipment performs simultaneous double-sided grinding of through holes.
When working on an internal grinding machine, it is very difficult to remove grinding dust from the processing area. This problem can be successfully solved using a special magnetic device. Thanks to it, the chips are simply pulled out of the cutting zone.
Vertical feed - grinding headstock
Vertical feed of the grinding head - automatic and manual.
The vertical feed of the grinding head is carried out automatically and by hand.
The vertical feed mechanism of the grinding head is mounted on the front panel of the frame and controls the following movements: manual feed from the flywheel, coarse and fine feed from the electric motor. The amount of automatic feed is regulated by turning the sector of the ratchet mechanism. Fine automatic vertical feed is activated after removing the rough allowance at the command of the measuring and control device.
| Mandrel with a knurling roller for a wheel grinder. |
Cooling liquid is supplied to the roller and the profile is rolled using the vertical feed of the grinding headstock. To reduce the rolling force, remove the belt connecting the main electric motor to the spindle of the grinding headstock. The roller is given a rotation frequency corresponding to a speed of 6 6 m/s. In order to avoid disturbing the position of the tailstock when repeatedly profiling the wheel during processing of a batch of parts, the mandrel for the knurling roller must have a length equal to the length of the parts being ground.
The presence of vertical rolling guides in the column makes it possible to obtain a stable, thin vertical feed of the grinding headstock.
The greatest longitudinal movement of the table is 550 mm; speed of longitudinal movement of the table 3 9 m / min; the largest vertical movement of the headstock is 450 mm; limits of vertical feeds of the grinding head 0 16 - 1 6 mm / min; grinding wheel diameter in mm: outer 450, inner 380; the smallest and largest height of segments is 50 - 150 mm; number of segments 8; grinding wheel speed 975 per minute; number of table rotation speeds 6; speed limits 5 - 29 per minute; grinding wheel electric motor power 16 kW; overall dimensions (length X width X height) 2600 X 1565 XX 2530 mm; machine weight 7300 kg.
Flat-shaped and oval-shaped vertical machine with a round magnetic table: 1 - grinding wheel head mounted on a stand; 2, 3 - pin and wedge for turning the grinding head; 4 — handwheel for vertical feed of the grinding headstock; 5-vertical feed screw; 6 - electromagnetic clutch, which is activated when the measuring device is triggered; 7 - measuring device that controls the size of the product; 8 - round magnetic table of a ring shape; 9, 10 - electric motor and table drive gearbox.
Surface grinding machine 373 with a rectangular table and a vertical spindle: 1 - grinding head stand; 2 — grinding head; 3 — head of a segmented grinding wheel; 4 — springs to eliminate the gap in the tapered lower bearing; 5-cylinder for longitudinal movement of the table; 6 — hydraulic panel; 1 — — handwheel for vertical feed of the grinding headstock; S - shit.
Machine for grinding guide frames and supports of machine tools: 1 - bed; 2 - cabinet; 3 - stand; — sleeve for grinding headstocks; 5 - grinding head; 6 — electric motor for lifting the sleeve; 7-counterweight; 8-turn circle; 9-worm pair for turning the grinding head; 10 — wedge for securing the grinding head; / / - handwheel for vertical feeding of the grinding headstock; 12 - vertical feed coupling, activated by a solenoid; 13 — vertical feed screw; 14 — handle for cross-feed of the grinding headstock; 15 — head of fine cross-feed of the grinding headstock; 16 — table hydraulic cylinder; // dust extraction device.
Developments have also continued in the direction of increasing accuracy. This machine provides a vertical feed of the grinding head per one dial division of 0 1 microns. According to the company, such feeds are possible thanks to design measures aimed at ensuring the sensitivity of the movements of machine components.
Face A is ground with the periphery of the wheel when the table is fed transversely; face B - with the end of the wheel, with vertical feed of the grinding headstock or with transverse feed of the table.
From the same electric motor, through a planetary gear consisting of gears 16, 17, 37 and 38 with a gear ratio of 1/961, gears 36/36 transmit movement to the overrunning clutch shaft. The vertical feed of the grinding head is infinitely adjustable within the range of 0 015 - 0 6 mm / min.
Vertical feed is usually carried out by moving the grinding headstock. In old-style surface grinding machines, the vertical feed is not mechanized. However, modern surface grinding machines are equipped with automatic vertical feed and accelerated vertical movement. The presence of vertical rolling guides makes it possible to obtain a stable, thin vertical feed of the grinding headstock.
Machine 3B12. Cylindrical grinding. Specifications
Technical characteristics of machines are the main indicator of the suitability of the machine for performing certain jobs on the machine. For cylindrical grinding machines, the main characteristics are:
- Largest diameter of the installed product
- Distance between centers
- Largest outer grinding diameter
- Largest internal grinding diameter
- Product revolutions per minute
- RPM of internal grinding wheel
- RPM of external grinding wheel
Below is a table with the technical characteristics of the 3B12 surface grinding machine. More detailed technical characteristics of the machine can be found in the passport of the 3B12 machine, which can be downloaded below.
| Quantities | ||
| Largest diameter of the installed product | mm | 200 |
| Largest grinding diameter | mm | 200 |
| Smallest grinding diameter | mm | 8 |
| Recommended grinding diameter | mm | 60 |
| Smallest diameter of grinding hole | mm | 25 |
| Largest diameter of grinding hole | mm | 50 |
| Distance between centers | mm | 500 |
| Longest grinding length | mm | 450 |
| Height of centers above table | mm | 120 |
| Height of centers above floor | mm | 1090 |
| Maximum table movement by hand | mm | 550 |
| Maximum table movement automatic | mm | 500 |
| Smallest automatic table travel | mm | 4 |
| Manual slow movement of the table in one turn of the dial | mm | 1,6 |
| Manual rapid movement of the table in one turn of the dial | mm | 32 |
| Limits of stepless control of table movement speed | m/min | 0,2…5 |
| Maximum table rotation angle clockwise | hail | 6 |
| Maximum table rotation angle counterclockwise | hail | 7 |
| The greatest movement of the grinding head from the flywheel | mm | 110 |
| Movement of the grinding head relative to the upper slide | mm | 180 |
| The amount of rapid approach of the grinding headstock | mm | 40 |
| External grinding spindle speed | rpm | 2250 |
| Internal grinding spindle speed | rpm | 16750 |
| Fast approach speed of the grinding head | m/min | 1 |
| Movement of the grinding head per revolution of the flywheel | mm | 0,5 |
| The maximum allowance for the diameter removed until it stops | mm | 1 |
| External grinding wheel dimensions | mm | 300x40x127 |
| Internal grinding wheel dimensions | mm | 17x20x6 30x25x10 40x32x16 |
| Limits of stepless control of product rotation speed | rpm | 78…780 |
| Tailstock quill stroke | mm | 30 |
| Dimensions of the centers of the headstock and tailstock | Morse 3 | |
| Overall dimensions of the machine (LxWxH) | mm | 2600x1755x1750 |
| Weight of the machine with electrical equipment | kg | 300 |
Attention! The technical specifications given in the above table are for reference only. Machines produced by different manufacturers and in different years may have characteristics that differ from those given in the table.
Principle of operation
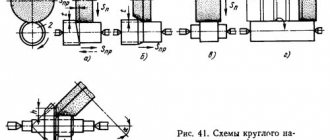
There are several methods of external processing, which depend on the technical parameters of metalworking equipment.
In repair shops, the longitudinal grinding method is most often used. In this case, the workpiece to be processed must be secured in the centers of the machine. An electric motor rotates the headstock along with the fixed object. Longitudinal movement is performed by the feed mechanism, changing the position of the workpiece relative to the grinding wheel.
In addition to longitudinal grinding, the following processing methods can be performed on modern machines:
- Deep. The amount of allowance in one pass can reach 0.4 mm of metal. The impact on the surface is carried out by the conical part of the tool.
- Mortise. This technology involves the use of wide grinding wheels to perform roughing or finishing work. During processing, the position of the workpiece relative to the circle does not change.
- Ledges. The method combines deep-feed and plunge grinding. This makes it possible to process products of complex shapes.
Device and design features
- increased accuracy;
- high precision;
- especially high precision.
Let's consider the design features of various devices and the most common layout options.
Working nodes
Regardless of the type of design, the main elements of cylindrical grinding machines are:
- bed;
- Desktop;
- grinding and headstock;
- control mechanisms.
The drive to the spindle is mounted in the headstock, and the drive to the wheel is mounted in the grinding headstock.
The main element of the control mechanism is the push-button station. Flywheels are responsible for manual movement of the work table and spindle head, which are controlled using the following handles and stops:
- fast feed of the headstock;
- moving the quill;
- adjustable desktop speed;
- disabling automatic table movement and reverse.
- Grinding headstock. Differs in rigidity of a design. Depending on the layout of the machine, it can be a fixed or movable element. It contains a spindle mounted on hydrodynamic or other supports.
- Balancing mechanism. Reduces oscillatory processes during the working cycle. There are models with both manual and automatic machine balancing.
- Working tool editing mechanism. Adjusts the shape of the contact tool and maintains its functionality.
- Feeding unit. Responsible for moving the grinding wheel.
- Tailstock. It is one of the design elements of machines for which the working location of the workpiece is installation in the centers.
- Lunettes. Special supports for working with long parts.
Possible layout options
The most common ways to configure cylindrical grinding machines are:
- cartridge;
- center;
- centerless.
An important factor is the presence of a second table. In centerless models, the shoe is a fixed element.
Fixed knife models have found their application on automatic assembly lines. They are valued for their high quality characteristics, because this arrangement ensures the stability of the workpiece axis, regardless of the condition of the machine’s grinding tool. The design of such equipment is characterized by high technological complexity due to the movable headstock and the mechanism for its movement.
Machine 3B12. Cylindrical grinding. Manual.
This manual “3B12. Cylindrical grinding machine. “Operation Manual” contains information necessary both for the maintenance personnel of this machine and for the employee directly involved in working on this machine. This manual is an electronic version in PDF format of the original paper version.
Content
Purpose and scope of the machine
Unpacking and Transport
Machine foundation, installation and installation
Machine passport
- General information
- Control Specification
- Basic technical data of the machine
- Machine mechanics
- Machine configuration data
Brief description of the design and operation of the machine
- Specification
- General layout of the machine
- Features of individual machine components
- Manual table movement mechanism
- Grinding head
- Headstock
- Sled
- Tailstock
- Intermittent Feed Mechanism
- Oil tank
Electrical equipment of the machine
- General information
- Description of the operation of the electrical circuit of the machine
- Specification of purchased equipment
- Locks
- Protection
- Instructions for operation and maintenance of the electrical equipment of the machine
Hydraulic equipment of the machine
- Technical characteristics of pumpsHydraulic drive of the machine
- Table movement
- Automatic periodic feeding of the grinding headstock
- Locking the manual table movement mechanism Locking the grinding headstock during internal grinding
- Lubricating the bed guides
- Pump unloading
- Hydraulic Drive Maintenance Instructions
Machine lubrication
Preparing the machine for initial start-up
Setting up and setting up the machine and operating mode
Machine adjustment
- Specification of rolling bearings
Accessories Information
- Features of disassembling and assembling the machine during repair and technical documentation for repair
download the Operating Manual for the 3B12 cylindrical grinding machine in good quality from the link below.
Safety precautions
Very often, people receive varying degrees of injuries due to failure to comply with basic safety rules.
In order to avoid such unpleasant consequences of work, you need to study the precautions and rules for working with a grinding machine.
- You should always work only with safety glasses. Any material can crumble at any time from the impact of the equipment, and its pieces will fly in different directions and can get into the eye. And there were also cases when the grinding stone was destroyed due to old age. This can also cause damage to open areas of the body.
- If you have long hair, you must work in a cap that will prevent curls from getting into the rotating parts of the equipment.
- You should never stand directly in front of the machine. It's better to take half a step to the side. Then no part will fly off into the body.
- You cannot operate the machine while wearing gloves, as they may be pulled in along with your hand.
- Do not sand parts while wearing long clothing, as the fabric can easily become tangled on moving objects.
- It is strictly forbidden to allow children near the unit. You need to immediately warn him that this is not a toy. If such a device is at home, then after work the electrical cord must be hung high so that the child cannot reach it and connect the device to the network.
Passport 3B12 Universal cylindrical grinding machine
Name of publication: Operation manual (3Б12.00.000 РЭ) Publication issue: — Year of publication: 1979 Number of books (folders): 1 Number of pages: 69 Cost: Negotiable Description: Complete set of documentation
Contents: Operating manual (3Б12.00.000 РЭ) 1. Technical description Purpose and scope of application Machine composition - Location of the machine components Design and operation of the machine and its main parts - Location of controls on the machine and symbol plates - Mechanism for manual movement of the table - Slides — Grinding headstock — Headstock — Tailstock — Periodic feed mechanism Hydraulic system — Hydrokinematic diagram Electrical equipment — Electrical circuit diagram — Electrical wiring diagram — Electrical connection diagram. Electrical cabinet panel Lubrication system - Lubrication diagram List of lubrication system elements Cooling system 2. Operating instructions Instructions for safety measures - Machine transportation diagram Procedure for installing the machine - Installation drawing of the machine Setting up and setting up the machine Adjustment Features of disassembling and assembling the machine during repair - Bearing arrangement diagram 3 Passport General information Basic data - Basic dimensions of the working space, landing and connecting dimensions of the machine Information about repairs Information about changes in the machine Delivery set Certificate of acceptance Certificate of conservation Certificate of packaging Drawings of wearing parts: - Plunger (30.06/3B153) - Gear wheel (30.10/3B153) — Gear (30.12/3B153) — Gear block (30.14/3B153) — Gear block (30.24/3B153) — Gear block (30.27/3B153) — Spindle (40.10/3B153) — Ring (40.14/3B153) ) - Insert (40.49/3B153) - Ring (40.52/3B153) - Screw (40.07/3B153) - Nut (40.09/3B153) - Nut (40.19/3B153) - Screw (41.25/3B153) - Quill (51.18/3B153) — Ratchet wheel (60.10/3B153) — Pawl (60.24/3B153) — Pawl (60.25/3B153)
Description of the machine: If you or your organization is looking for a passport for a 3b12 cylindrical grinding machine, then you have come to the right place. The fact is that in our technical archive, which is also constantly updated with new industrial publications. And just everything necessary for working with machine tools, presses and other production equipment is located. What is so interesting about the document for the grinding machine is that it was scanned by us in the best quality possible. Of course, this point is, of course, important for future printing and use of the document directly in working with the machine tool. However, when describing the year of release of the documentation, we draw attention to such a significant option, because it was produced back in the distant year one thousand nine hundred and seventy-nine. However, as is known and is a generally accepted fact, even equipment from such distant years of manufacture continues to work quite effectively in modern production conditions. But this is another reason why a machine with similar wear and tear still needs such documentation. Well, if it is available, it becomes possible not only to operate the machine, but also to maintain it, and in some cases, carry out minor repairs.
In the documentation we have described, several important points or chapters can be identified at once. First of all, according to the classics, there is a technical description for the machine, which, of course, in our opinion, is like the fundamental basis of the entire presented document. Here you can find all the information you need regarding the mechanics of the grinding machine. The information will be presented in the form of a detailed description, and also supplemented with the necessary drawings, each of which is responsible for a particular machine unit or mechanism. Further, if you scroll through the document further, there will be section number two, which is called the operating instructions, it is still endowed with a description, but is also supplemented with diagrams related to mechanics. And this entire volume of technical information is completed by the passport for the machine-tool product itself. The passport will necessarily contain characteristics related to the machine data. But in addition to the mechanical part and all of the above sections, the document is still equipped with an electrical feed, in other words, the machine’s electrical system. Including electrical diagrams, which of course will be a good help and an important element of the document.
But, again, upon closer examination, the 3b12 machine itself, the passport of which we can offer and provide upon request, also has such information called wear parts. These are very detailed drawings of one or another machine part subject to wear. There are at least a dozen similar drawings here, and all of them are presented in the most detailed form. And this information is repair information, because on the basis of it it will be possible to restore one or another breakdown of the machine tool unit. In general, the document contains complete and all necessary information on interaction with the machine. The total volume of the document is no less than sixty-nine pages presented in A4 format. If we consider the purpose of the machine in technical terms, then to a greater extent it was developed and manufactured directly for individual and small-scale production. Thus, the machine model is more universal and aimed at effectively performing its functions. Thanks to the design features of the machine, it becomes possible to work with metal surfaces, in particular the processes of grinding steep external and internal surfaces of workpieces.
Surface grinding machines
This type of equipment is used for high-precision processing of metal products that have a flat surface. However, on some models, round-shaped workpieces can also be ground. A distinctive feature of the design of surface grinding equipment of any brand is the method of fastening the workpiece. Unlike its cylindrical grinding counterpart, the product is not fixed in a chuck, but directly on the working surface of the machine using a powerful electromagnet (sometimes a homemade magnet made by hand is used).
Surface grinding machine
The group of surface grinding machines are also divided into two types according to the method of operation:
- working with the end surface of an abrasive wheel;
- working on the periphery of the abrasive wheel.
The first group has higher performance, while the second group is able to provide very high accuracy (grade 8-10). Control can be done by a master either with his own hands or using a CNC unit.
One of the varieties of this type of equipment is. The working tool in it is a belt-type abrasive. The belt is made in the form of a ring placed between two shafts and can be positioned either horizontally or vertically, but in general the operating principle remains the same. The design of the belt grinding machine assumes the ability to change the speed of the tool when working on metal, which allows you to change processing modes.
You can easily make a belt sanding machine yourself. In the factory version there are the following types:
- with a movable work table;
- with static;
- with a free abrasive belt tool.
A separate niche is occupied by wide-band models for metal, in which the table has a caterpillar shape.
An important element in the design of a belt grinding machine is the presence of a hood, which is necessary to remove metal dust and small abrasive particles.
The choice of abrasive belt tool, the main parameter of which is grain size, also plays a significant role. It is this moment that affects the roughness of the finished product.
When working on a belt sanding machine, you need to ensure that the belt is glued correctly and does not have tears in order to avoid failures.
Computer numerical control
CNC has been developed over the years in order to increase productivity and simplify the task, increasing the accuracy of the resulting dimensions. The drawings of many parts have dimensions with minimal tolerances; it is impossible to use hand tools to solve such a task. Therefore, if the drawings have such tolerances, a mechanized processing method should be used.
Many problems prevented the use of numerical control when creating a grinding machine. An example is the lubrication system, as well as spindle positioning. CNC control determines high-precision positioning of the spindle and automation of the lubrication system.
Despite the huge number of advantages of the CNC system, it is quite difficult to find a design with similar automation technology. This is due to the fact that such equipment is used extremely rarely in large-scale and mass production.
The CNC determines the exact positioning of the spindle. However, it is worth considering that the spindle must be positioned taking into account the equipment used. Therefore, the drawing indicates what kind of equipment is used for grinding machines.
Maintenance of a CNC design becomes much more difficult, since changes can lead to malfunction. Equipment should be adjusted periodically to maintain dimensional accuracy and roughness quality.
There are quite a few types of CNC systems, which are divided by the type of program used to describe the trajectory of the abrasive wheel, describe the spindle speed and feed rate.
What to look for when choosing a cylindrical grinding machine
At the equipment selection stage, it is necessary to pay attention to the standard equipment and the possibility of its modification. As an example, consider a CNC cylindrical grinding machine R-grind 1660 CNC
The standard package includes:
As an example, consider the R-grind 1660 CNC CNC cylindrical grinding machine. The standard package includes:
- X-axis linear scales;
- grinding wheel with flange;
- diamond pencil for editing the circle;
- a set of auxiliary tools;
- carbide center;
- hydrostatic bearings on the spindle;
- coolant supply system;
- hydraulic oil cooling system;
- lighting of the work area.
The supplier offers the following elements as additional equipment for the machine:
- device for internal grinding work;
- set of driving mandrels;
- lunettes;
- self-centering chuck;
- stand for balancing the grinding wheel;
- device for automatic wheel balancing;
- control measuring sensor;
- filtration system for coolant.
Grinding (grinding) is a method of processing a part to specified dimensions. For this purpose, abrasive materials applied to grinding wheels are used. Portable cylindrical grinding machines for metal work have many design options, both manually controlled and with CNC systems (3u10a, Studer series of machines, etc.).
Cylindrical grinding machines are widely used in manufacturing enterprises that produce products in large, medium, small series and even single copies. The universal cylindrical grinding machine is designed for grinding cylindrical and conical parts both internally and externally.
As a rule, the part goes to such a machine for final processing, which ensures high precision control of parameters and surface cleanliness.
Cylindrical grinding machine 3B12
The universal cylindrical grinding machine model 3B12 is designed for use in individual and small-scale production, for grinding external surfaces and holes.
The machine has a rotary table, which makes it possible to grind not only cylindrical, but also flat conical surfaces.
Thanks to the presence of rotating front and grinding headstocks, it is possible to grind steep conical external and internal surfaces. The grinding head consists of two parts. The upper part of the grinding wheel has the ability to move relative to the lower (upper slide), which makes it possible to grind the end of the part fixed in the chuck with the periphery of the grinding wheel. Grinding on the machine can be done both in fixed centers and in a chuck. The machine can perform the following types of processing:
- longitudinal and plunge grinding with manual control up to the stop;
- longitudinal grinding all the way with automatic transverse feed, carried out when the table is reversed.
The machine can process shafts with a diameter of 8 to 200 mm, a length of 100 to 500 mm, and holes with a diameter of 25 to 50 mm, a length of up to 75 mm.
Types of cylindrical grinding equipment
In the process of developing metalworking technology, the production of the following types of cylindrical grinding machines was launched:
- The classic type involves installing the workpiece in centers. The role of clamps is performed by the front and tailstocks. As soon as work begins, the part begins to rotate thanks to the drive of the apparatus. Metal removal occurs when the abrasive disc comes into contact with the surface. The method for removing metal shavings depends on the model of the device.
- The centerless design is considered universal, since the product being processed is mounted on a special carriage. On one side it is fixed to prevent the part from moving during processing. An auxiliary circle is used as fastener. Grinding is performed on the back side of the part. This allows you to work with hollow cone-shaped products.
CNC cylindrical grinding machines deserve a separate description. Process automation increases productivity by reducing the role of the equipment operator. In addition, the quality of processing increases significantly, since automatic feeding increases the accuracy of work - the permissible error does not exceed hundredths of millimeters. Software control reduces the likelihood of defects.