Waterjet cutting of metal is the most advanced and high-tech method of processing metal blanks and products. The relatively low temperature of the working process in comparison with other methods of cutting steel has made this method the most preferred in various types of production. Also, this cutting method allows you to work not only with hard steel, but also with brittle materials.
The price for waterjet cutting of metal is considered affordable, which also sets this technology apart from others. As a rule, it may depend on factors such as: the complexity and volume of work, the thickness and type of steel being cut, and a number of similar criteria.
The essence of technology
A metal sheet blank is placed on the work surface. It is cut out according to the required format. The cutting areas are exposed to water with the addition of abrasive particles. These substances interact with the surface, destroying it. In this case, it is necessary to maintain a certain pressure and pressure, which ensures the required flow rate of liquid and solid particles. The task of equipment using this technology is to separate a part from the whole. The power of the device is great, but its capabilities are limited by the density of the alloy and its thickness.
The operating principle of waterjet cutting of metal and steel
During the cutting of rolled metal, the following processes occur:
- The engine drives the pump, which creates a water jet - it is supplied to the mixer from the tank.
- On the other hand, at the same time, abrasive of the required quantity and particle diameter is sent.
- The two elements mix to form a relatively homogeneous liquid.
- The high-pressure mixture is directed to the nozzle, which controls the inclination and speed.
- The material comes into contact with the surface of the workpiece, cutting it.
In this case cooling occurs.
The essence of the method and options for its practical implementation
The separation of materials during hydraulic cutting occurs due to the impact of a narrowly directed flow of liquid—water—high pressure on the interface surface. In this case, to intensify the process, a fine abrasive medium can be simultaneously supplied to the technological zone (most often, various types of sand are used for this purpose). Combining, these two flows form an extremely rigid jet, the pressure in which (due to the increased speed of movement) locally exceeds the tensile strength of the material being cut. If you move the tool head, in which all the above-described mechanical processes occur, along a certain trajectory, then you can obtain very complex contour configurations with the required quality and accuracy.
Read more about garnet sand for waterjet cutting
Waterjet cutting of metal using water is usually performed with the following performance characteristics:
- Pressure - 2000...5000 atm (smaller values for softer, predominantly thin-sheet materials).
- Water flow speed – up to 1000…1200 m/s.
- Abrasive consumption – up to 50 g/s
- The average size of an abrasive particle in plan is 100...600 microns (with an increase in this parameter, the accuracy of separation of materials decreases).
- Water consumption – up to 4 l/min.
- Waterjet treatment is carried out in the following sequence. The material to be cut is placed in a bath filled with water and fixed in three coordinates relative to the tool head. This can be done with your own hands using a non-automated installation, or on CNC equipment using a pre-set program for separating the material.
Next, the tool head is immersed in the bath, after which an intensive supply of water is turned on at the corresponding speed and pressure values. The liquid, passing through the cutter nozzle, mixes there with the tangentially supplied abrasive flow. Both jets are mixed and directed through a hole in the lower end of the nozzle to the surface of the material being separated. Manually or programmatically, the nozzle is brought closer together, as a result of which the resulting jet pressure increases sharply, producing dimensional destruction of the edges.
Particles of material are drawn into the resulting gap, after which, losing their speed, they fall to the bottom of the bath, from where they are pumped out by a special pump provided by the design of the working unit. During the pumping process, abrasive fractions are separated from water, followed by filtration and drying. Due to the sufficient capacity of the water tanks, waterjet cutting can be carried out continuously and at increased jet speeds.
An example of metal cutting on a GAR installation
The equipment bath in which waterjet processing is performed performs two functions:
- Reduces the noise level when cutting (up to 78...80 dB versus 130...140 dB in the case of processing outside the water environment);
- Reduces the energy and speed of the water jet.
Structure of the GAR nozzle for cutting with clean water Structure of the GAR nozzle for cutting with water and abrasive
Application area
The prevalence of the method is explained by the great capabilities of the device. It can be used on virtually any natural and synthetic materials. This does not apply only to diamond and tempered glass. The peculiarity (and at the same time the demand) is that it is possible to process substances that cannot be heated - they lose or change their physical and chemical properties or are susceptible to easy ignition. And cutting with a jet of water occurs without changing the temperature. Thus, the range of possible work is significantly expanded. Most often metalworking is carried out on:
- stainless steel;
- tool steel;
- aluminum;
- titanium;
- brass.
Granite, marble and other natural and artificial stones are also cut using this method. The use of the machine is possible only in a workshop, established production. The video will show where it is used:
Water cutting equipment
They call it “dusty-free.” Indeed, there are virtually no chips, or rather, they are immediately washed away, resulting in a very even and clean cut, which, in most cases, does not even require grinding. The technological process is based on a natural phenomenon of water bodies - erosion, that is, the ability to erode the banks, while grinding away stones and tree roots. The essence remains the same, but in order to speed up the effect many times over, an abrasive is added to the liquid.
This mixture is released with a very high pressure jet. The pressure reaches 6 thousand atmospheres, and a speed develops that is three times higher than the propagation of a sound wave in the air - 800-1000 meters per second. Two main tasks of the equipment:
- separation and washing out of particles of workpiece material;
- instant cooling and cleansing.
The device of a machine that cuts with water
The classic device has many components:
- body - usually consists of metal, as the most wear-resistant and durable material, due to which it is quite massive;
- capacity – large, usually at least two cubic liters, but can be more;
- powerful pump - it performs an important function, pumps up high pressure and directs liquid from the reservoir to the junction of the two components;
- durable hoses - connect all components;
- compartment for storing and supplying abrasive particles;
- mixer;
- tool - it regulates the power of the jet, its width, direction;
- the plane on which the workpiece is located and the work will take place;
- Control block.
Most machines are equipped with CNC; the engineer only controls the process using a remote control, but does not do cutting manually. This is convenient - there is no negative impact on the person operating the machine and at the same time excellent accuracy is achieved. Another advantage of CNC is the ability to use computer-aided design programs, which can be used to create a project in a format compatible with the control unit.
Features of the main components
The uniqueness of the installation lies in many differences, starting with the desktop. Instead of the usual plane, a bathtub with shallow sides is presented here. It is equipped with ribs for gripping and fixing the workpiece; they can be quickly removed and applied. Also, the container is filled with liquid and then drained. The constant presence of metal in an aquatic environment makes it possible to eliminate noise and dust from production. The container, which contains abrasive particles, is easily removed, has a replenishment function even during operation, and is also equipped with sensors that control the amount of mixture.
The tool movement system is very important. It is mounted on belts that move the cutter along linear planes. Straps are used rather than chains, as they are more resistant to moisture, as well as to accidental ingress of abrasives. An additional advantage is that they are easy to replace when worn. Let's look at the video for more details about the device:
Possibilities of water-based metal cutting
Many methods are used only for direct sawing, while water cutting allows:
- make a curly cut;
- do not process edges;
- process sheets (metal blanks) up to 120 – 200 mm thick, depending on the type of steel;
- connect a difficult project to an automatic control panel and actually not participate in the process, only control it;
- cut circles, pipes.
Nowadays the technology is actively used in various fields:
- automotive and mechanical engineering in general;
- production of blanks and parts that cannot be stamped;
- water cutting of iron, insulation, fiberglass, insulators, marble;
- artistic processing.
Technological capabilities of the method
The technology under consideration is most effective in the following cases:
- For dielectric materials, as well as conductive products made of non-ferrous metals and copper-based alloys. This is explained by the fact that the electrical conductivity parameters of copper alloys do not allow the use of an electric arc or laser for cutting.
- If it is necessary to separate parts of very large thickness - up to 250...300 mm: in this case, during plasma-arc cutting, edge melting always occurs.
- To ensure proper accuracy of the interface: with the correct selection of the mode, the edge roughness is within the range of Ra 0.5...Ra 1.25, which significantly exceeds the capabilities of any other high-energy method.
- If warping of the finished product is unacceptable, which is inevitable with any of the thermal cutting technology options.
Waterjet cutting of metal has its limitations, so the technology is developed taking into account the following capabilities, in particular, in terms of thickness:
- For non-ferrous metals and alloys, as well as stainless steel – no more than 120...150 mm;
- For carbon fiber reinforced plastics and composite materials – no more than 150…200 mm;
- For artificial and natural stone (marble, granite, basalt, etc.) - no more than 270...300 mm.
When developing the technology, it should be taken into account that conductive materials of relatively small thickness (up to 5...10 mm) are cut poorly by the jet generated by the working unit: a noticeable energy consumption has an effect, with a performance comparable to plasma-arc or laser processing. However, this does not mean that the technology in question is not applicable for separating thin plates or sheets: in this case, the abrasive flow is turned off and separation is carried out directly with a water jet. As a result, the surface does not heat up, which eliminates scaling, high-temperature melting of the interface and other disadvantages characteristic of all technologies for thermal separation of materials.
Control
For efficient operation of the machine, the work of several engineers and operators is required. The designer is required to create the project in a special computer environment. The file is then placed in the device memory. The machine itself distributes functions to other nodes. The employee is responsible for ensuring that there is a sufficient supply of consumables, for launching the program, monitoring its implementation, and providing timely notification of breakdowns. The equipment specialist is required to carry out technical inspection (preventive) and also troubleshoot problems.
CNC waterjet machines
Numerical control allows the most difficult parts to be produced with an error of half a millimeter. The production process is fully automated, it does not require constant commands, it only needs to set the program once (select from a list or enter into memory) and start it. Such equipment is expensive, but more efficient. There is no human factor, that is, the risk of errors is minimized.
How to cut metal by hand with water
Less popular in production, but theoretically possible for production at home. The operator’s task is to select the cutting angle, pressure, pressure and jet width. It is more difficult to work with, but once learned, a specialist will be able to make simple forms very productively. The accuracy remains high, but the feature set is relatively small. Another advantage is that the price is significantly lower than that of CNC equipment.
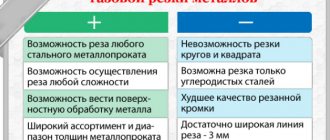
Advantages and disadvantages of cutting using abrasive and water
You can even evaluate the efficiency, productivity and accuracy of waterjet cutting from a video of the process. Meanwhile, there are not only visually assessed advantages of this technology, which include:
- exclusion of heating of the workpiece (hence the impossibility of its deformation and, accordingly, high cutting accuracy);
- wide functionality of the equipment, with which you can solve problems of even the highest complexity;
- no need for additional work to refine the resulting products;
- the versatility that any waterjet cutting machine has (it can be used to cut rubber, plastic, stone or metal, and drill holes in various materials);
- high speed, accuracy and cost-effectiveness of the process;
- exceptional safety of the process, including its explosion and fire safety;
- the ability to cut parts of large thickness, including tubular sections.
Hydrojet cutting of marble
No matter how effective and impressive the waterjet cutting process is (see video at the end of the article), this technology also has disadvantages. In particular, these include the following.
- When cutting, a taper is formed on the edge of the cut piece. This disadvantage is especially noticeable when cutting parts of large thickness. To prevent the appearance of this defect, it is necessary to use special automated devices that correct the nozzle angle during processing.
- Waterjet machines process both thick-walled and thin-walled parts at the same speed, which somewhat reduces the profitability of using this technology. To increase profitability, thin parts are cut several pieces at a time, putting them in a pack.
The use of waterjet cutting is especially advisable in situations where it is necessary to cut complex parts with particularly high precision, while spending a minimum amount of time.
Consumables
The main raw material is pure water and abrasive particles that have gone through multi-stage filtration so that there are no impurities that can react with the workpiece. The consumption is quite large, and the thicker the alloy, the more consumables are used per second. The most inexpensive abrasive is fine sand. Sand grains measuring about 650 microns effectively cope even with refractory, high-strength alloys. At the same time, they have an affordable price. It is also regularly necessary to replace spare parts - tubes and hoses, seals. Less often - the motor, tanks, nozzles.
What pressure is needed to cut metal with water?
The minimum pressure is 1500 atmospheres, the maximum is 6000. The indicator is adjusted depending on the density of the steel and the required operating speed. You can do this manually or trust the smart control unit.
Advantages of a water jet machine
Now this is one of the most effective and popular methods, due to its advantages:
- this is the “coldest” method of metalworking, which allows you to work even with substances whose physical and chemical properties change due to heat;
- low material loss - there are virtually no chips, the cut is smooth and narrow;
- good for thin sheets, but it is also possible with denser ones - up to 3 cm;
- there is no need for final sanding, the edges are very smooth;
- highest accuracy – 0.5 mm;
- you can cut out any difficult parts;
- it is possible to cut in a “package”, that is, in several layers at once, if the workpieces are thin enough;
- very high cleanliness of work - no dust, noise, gases;
- fire safety is complete;
- the absence of a sharp cutting tool, that is, it does not need to be changed or sharpened.
Advantages of water cutting for metal processing
The active use of waterjet metalworking is associated with the following advantages of the technique:
- High processing speed. The equipment allows you to cut parts for mass production. For fast and precise processing, it is enough to load specially designed drawings and technical parameters onto the CNC rack.
- Ecological cleanliness of the process. The procedure involves the use of water and abrasive, there are no harmful gas emissions, and no dangerous chemical compounds are used.
- Possibility of batch cutting. We allow simultaneous cutting of several thin-sheet materials, which increases productivity.
- Wide range of uses. The method is suitable for materials up to 300 mm thick, can be used for cutting along complex contours and processing volumetric elements, for thick and thin sheets.
- There is no large loss of material.
- There is no deformation and thermal hardening in the cutting zone, since high temperatures are not used.
- The resulting cut is very smooth and high quality. Better quality than electric arc, plasma or laser cutting.
- There is no risk of fire or explosion as no heat is generated during the process.
- During cutting, no harmful impurities are released and there is no threat to the environment.
- Can be used to cut soft materials such as rubber, rubber, leather, fabric and cardboard without using an abrasive.
Abrasive metal cutting using water is great for working with alloy steel. Under the influence of a jet of liquid, impurities that are responsible for the properties of the material are retained in the metal.
The technique can be used for materials with a thickness of more than 300 mm or more. Cutting can be done even along a complex contour - with an accuracy of 0.025-0.1 mm. In particular, the method has proven itself in the processing of bulk products.
Water cutting price
The cost of such equipment, as well as its maintenance, is high. It is for this reason that the method is used mainly in large industries - where all costs are compensated by a high-quality final product. The price tag adds up:
- from a powerful pump;
- expensive CNC system;
- Artificial diamond nozzles.
In the article we told how to cut metal with water, and also showed examples of machines that cut using a water jet. To finish, we recommend watching a few videos:
Contact Rosta LLC if you decide to buy devices for industrial use. We have manual and semi-automatic band saws in stock and on order, as well as pendulum, vertical and two-post units. The price of goods has been reduced by 1.5 - 2 times compared to foreign analogues. To clarify the information you are interested in, contact our managers, we will be happy to help you select equipment.
Safety precautions
The waterjet cutting process is not particularly dangerous. The distance from the tube from which the jet comes out to the surface being treated is only 2.5 mm. This eliminates the impact of the jet on the hand. When the water pressure exceeds the permissible limit, a relief valve opens, which reduces the pressure to operating pressure. However, certain safety precautions should be observed when working on machines.
- Do not expose your body to the jet under any circumstances. Such a jet is capable of cutting metal 150 mm thick, let alone a hand. While working, keep your hands as far as possible from the cutting area. Before turning on the machine, make sure there are no foreign objects in the cutting path.
- Protect your eyes and hearing. Be sure to wear safety glasses and earplugs (or headphones).
- Do not place your hands on your desk.
Processing of metal products using a jet of water and an abrasive is increasingly used in modern industry (mainly in mechanical engineering and metallurgy). Technology and equipment are constantly being improved to avoid or minimize existing shortcomings.
The leaders in the production of waterjet cutting machines are the American companies Jet Edge, Flow, OMAX, and the Italian WaterJet Corp Inc. and Caretta Technology, Dutch Resato, Czech PTV, Swedish Waterjet Sweden, Finnish ALICO, Swiss Bystronic.
Republished by Blog Post Promoter