Almost every person encounters rivets, even those who have nothing to do with construction. Some of their types are present on clothing, which makes it easier to use. In construction, rivets are most often used to secure two parts together. But there are also rivets that perform a different role. They are called threaded. Why are these elements needed and how are they installed. This will be discussed in the article.
What is it used for?
A threaded rivet is similar to a blind rivet only with some nuances of fixation. Otherwise, its purpose is somewhat different. In some cases, it is necessary to install a product on metal. But its thickness is not enough to cut a thread or there is no way to crawl from the back side in order to substitute the nut. In this case, threaded rivets come to the rescue. Structurally, they are a small hollow cylinder, which already has a thread. The rivet is installed in such a way that it is securely fixed to a metal or other workpiece and provides the ability to install a bolt to fix any module.
Varieties
The difference between rivets of this type lies not only in their diameter, but also in other parameters, one of which is the metal of manufacture. The following can be used as a basis:
Each of these metals has its own advantages over others. Regular steel rivets are most often coated with zinc to prevent rust during use. In this regard, stainless steel products benefit, but their cost is slightly higher. They also have greater strength. Copper and aluminum are used in cases where interaction with a similar metal is required, and the rivet will not hold a module that is too heavy. Each element has a head that guarantees fixation on the front side. It can be flat or hidden. The second option will require widening the outer diameter of the hole to hide the sides. Blind rivets are used most often in case of one-sided installation. The latter is carried out in a situation where the thickness of the metal of the workpiece is greater than the rivet and the latter does not have the opportunity to fully compress it. In this embodiment, fixation occurs due to the expansion of the element body inside the hole.
Mounted modules have different pitches and thread diameters, so products are required to match them. That is why companies producing such fasteners are most often ready to provide their customers with rivets that have a diameter from M4 to M8. This applies to nut structures when there is no access to the reverse side of the metal. There is also a collapsible screw type, which is available in sizes from M3 to M16. The cut profile of the product may also be different. Most often, round is used, but hexagonal can also be used. In the second case, making a hole for such a unit requires some effort, but turning it is much more difficult, and in some cases impossible, when compared with the round version.
Threaded rivets can be specialized, so depending on the application, they may have reduced resistance to electrical current. Other elements have increased strength, because they are designed to work under heavy loads. Depending on the shape, the clamps are able to provide a tight connection. The heads of some elements have special marks that allow them to be identified among other products. Vibration-isolating rivets are often used in automobiles. Especially when it comes to mounting on body parts.
Peculiarities
Rivets are fasteners in the form of a sleeve or rod with a rivet head at one end and a head that closes during the rivet process at the other. Threaded rivets differ from blind rivets by the presence of threads. That is, they are hexagonal or cylindrical bushings with a supporting flange at the top and threads at the bottom. The upper part is made in the form of a thin-walled tube without threads and often has a longitudinal external notch. During installation it becomes deformed. The vertical notch on the top ensures uniform deformation and prevents tearing of the material.
The advantages of threaded rivets include:
- ease of use;
- strong bonding of elements made of fragile and thin materials such as sheet metal without deformation;
- the possibility of one-sided fixation if the total thickness of the parts being connected exceeds the length of the fastening element without loss of strength;
- maintaining the strength of the connection over time;
- mechanical and chemical non-aggressiveness;
- maintaining the integrity of the surface and paintwork;
- the ability to connect elements from different materials;
- absence of mechanical stress in the structure;
- Possibility of dismantling and reinstallation.
Despite the fact that nowadays, in most cases, instead of rivets, welded or glued joints are used, the fasteners under consideration have a number of advantages in comparison with them, which determine their indispensability in some assemblies. First, threaded rivets can withstand heat. Secondly, they do not cause structural changes in elements during installation, unlike welding, which is especially important when connecting parts made of different materials, the behavior of which can be unpredictable. Third, threaded rivets ensure mobility is maintained.
However, these fasteners have a number of disadvantages:
- installation is complicated by the need to pre-make holes;
- most threaded rivets do not ensure tight seams;
- installation is associated with a high noise level.
Due to the variety of threaded rivets, their classification is very difficult.
So, according to the material they are differentiated into:
- carbon steel;
- stainless steel;
- aluminum;
- copper.
In addition, there are polymer models (neoprene). They do not require specialized tools to install, which is why they are called self-installing.
By type of thread there are:
- nuts - with threads on the inner surface, creating a permanent connection (threaded rivet nuts);
- screw - the thread is located on the outer surface, creating collapsible connections.
In addition, according to the shape of the head, threaded rivets are classified into flat and countersunk, according to the profile of the legs - into round and hexagonal, and according to the configuration of the sides - into open, countersunk, small, closed, large.
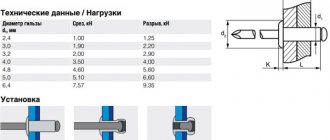
In addition, these fasteners are produced for various diameters and thread pitches of the hung elements. For internally threaded rivets the diameters are usually M4 – M8, for screw rivets – M3 – M16.
Finally, there are threaded rivets with additional specific parameters: electrically conductive, with an enlarged head, with vibration isolation, with increased force, with marks, sealed, with inch threads, etc.
Installation process
The algorithm for installing a threaded element can hardly be called overwhelming, but it is important to know certain nuances. If possible, it is better to use a factory riveter. If desired, you can assemble it yourself; one option will be discussed below. The first step is to determine the type of metal on which the rivet will be installed. Next, you need to know what the diameter of the bolt or module that will be fixed thanks to this rivet is. According to the specified diameter, the appropriate rivet is selected. Its outer diameter is measured and a drill is selected that will be one tenth in diameter larger than the rivet. This is necessary so that the latter fits into place without much effort or obstacles.
Electric or cordless drill. The metal is drilled in the required location. After this, the fastening element is inserted into the seat. If it needs to be placed in a certain position, then it is better to hold it with your hands. For hexagonal holes, you can use special punches if we are talking about thin metal. If the thickness of the metal is greater than the length of the fastener, then the hole must be drilled a little deeper than the fastener, but there is no need to make a through penetration. After this, a rivet maker core is selected that fits the thread to the element being installed. The handles are brought together or the bolt is rotated so that part of the rivet is deformed and fixed in the hole.
Application
Threaded rivets are suitable for any connection, but are most appropriate when there is no access to the back side after assembly is complete. They are usually used for joining sheet materials. Threaded rivets are much simpler than other types of connections: they are easier to use than welding or cutting threads. Some of them provide the possibility of additional fastening using screws or bolts.
The scope of use is largely determined by the type of threaded rivets. Thus, elements made of non-ferrous metals are in demand, first of all, for decoration due to their good aesthetic properties. Stainless and steel rivets are used for assemblies designed for difficult operating conditions, due to the fact that they provide increased strength of connections and are resistant to corrosion. Threaded nut rivets are suitable in conditions of limited space and when there is no access to the reverse side of the assembly. Hexagonal models eliminate the possibility of turning. In addition, as noted, there are options with additional properties designed for specific operating conditions.
According to the installation principle, threaded rivets are similar to blind rivets. The work includes several stages.
- The most extensive is the preparatory stage. The main factors for creating a riveted joint are the type of material of the parts and the type and diameter of the thread of the hinged element. Based on this, a riveting is selected (with internal or external thread, diameter, etc.). Based on its size, choose a drill 0.1 mm larger to make it easier to place it in the hole.
- First of all, you need to create a hole at the connection point. Typically a drill is used for this. Hexagonal holes can be made with punches, but they are only suitable for thin material. If the material is thicker than the fastener, the hole should be made slightly deeper than the length of the rivet, but a through hole is not required.
- Next, based on the thread, the rivet rod is selected and the threaded rivet is screwed onto it.
- The tool is mounted in the hole.
- The fastener is compressed by bringing the handles together or rotating the bolt until its rear part is deformed. However, do not use excessive force to avoid stripping the thread.
- The rod is unscrewed from the fastening element and the position of the threaded rivet is checked.
DIY riveter
If the installation of threaded elements is required due to duty or work, then it makes sense to purchase a factory product that operates by hand force or based on a pneumatic mechanism. In most situations, the installation of such rivets is rarely required, so you can assemble the rivet gun yourself.
Bolt based
To assemble the entire structure, you will need a bolt similar to the one shown in the photo above. It can be taken from the crankshaft of a car engine. The diameter of the bolt must be such that a hole can be drilled inside it through which another bolt with a thread size that will match that used in the rivet will be inserted. The length of the second bolt must be at least 100 mm. The length of its thread should be as long as possible; if necessary, it can be additionally trimmed with a parallel tool.
Additionally, you will need a nut that will screw freely onto the thread of a bolt with a large diameter, as well as a collapsible bearing. The inner diameter of the bearing must be such that a long bolt, which will be used for clamping, can freely pass through it. The design is quite simple to assemble. To do this, you need to insert a long bolt inside a larger one in diameter. A nut is screwed onto the large bolt, and a collapsible bearing is placed onto the threads of the long bolt.
A rivet is screwed onto the long bolt and must be installed in the hole. You will need two keys to operate. One of them will hold the nut, and the second should rotate the bolt. You can simplify the task by welding a handle to the nut. The bolt rotates until the stop becomes significant. You shouldn't be too zealous. Once the result is achieved, you need to unscrew the long bolt. The bearing in this case is a stabilizer that prevents the bolt from biting inside the structure. There is a video about this riveter below.
Purpose and principle of operation of the rivet gun
The riveter is used to connect flat workpieces together, where the width of the contact points exceeds their thickness by 3 or more times.
For example, if you fold two identical strips of steel with dimensions 4x40 mm close together, their width will exceed the total thickness by 5 times.
In this case, the use of rivets as connecting elements is justified.
Riveting pliers, as riveters are otherwise called, are suitable for connecting parts with a total thickness of no more than 13 mm.
The tool is used in everyday life, in production, in construction and is indispensable in various repair shops.
A mechanical riveter is shaped like large pliers, and the principle of its operation is to transfer force from the handles - levers to the working mechanism, which installs the rivet element in the hole.
The fastening element itself consists of the following parts:
- A rivet is a tube with a cap located on one side.
- The core is a steel rod originally located inside the stave. It has an extension at its end.
As it works, the tool pulls the rod through the stave, expanding its tube.
At the moment when the force reaches a given value, the rod simply bites off.
The elementary principle of operation is what determines the high popularity of the riveter in the formation of strong joints.
Other types of rivets
In addition to threaded rivets, there are blind and standard types of rivets. Previously, the standard rivet version was more used. It is a cylinder, one of which has an extension. The latter is made in a semicircular shape or with a hidden part. Installing such a rivet requires more effort than with other types. Such clamps are practically out of use. The first step for installation is to fix the two parts in the position in which they will be fixed. Clamps are used for these purposes. After this, the location where the drilling will be done is marked. The diameter of the hole should be 10% larger than the diameter of the rivet itself.
After this, a rivet is inserted into the prepared hole; it must be placed on the reverse side so that the part without the head is directed upward. After this, the parts must be positioned in such a way that there is a good stop for the rivet head. After this, the straight section is riveted, as shown in the photo. To do this, you can use a hammer or a special electric tool. The protruding part of the rivet must be given the same shape as its head. Riveting must be carried out in such a way that the body of the rivet completely fills the hole in the parts. If this does not happen, then under the cutting force the rivet will fail and the assembly will be destroyed. The length of the rivet should not be too long or too short. In some cases, for greater ductility, a regular rivet can be heated with a gas burner.
The type of exhaust fastener is shown in the illustration above. Installing such an element is several times easier, since the entire process is automated. Each fastener has a steel or other rod, which performs the task. The rod is connected to a small ball, which is located at the end of the element. Selecting the diameter and drilling the hole is carried out as in the above option. After this, the latch is installed in its place. The riveter is installed in such a way that the core is fixed in its chuck. As the handles are squeezed, the rod pulls up the ball, which flattens the back side of the fastener and thus fixes the two parts. The rod is cut automatically as soon as the force reaches the limit value.
How to choose a riveter?
When buying a household manual riveter “just in case,” which the owner plans to use extremely rarely, there is no point in choosing expensive models that, in principle, will never pay for themselves.
It is more advisable to pay attention to cheaper and simpler options.
The situation is different if you require a professional tool designed for long-term and continuous use.
There are not many nuances to choose from:
• One-handed models in the form of a pistol are the least reliable, since they are made of sheet steel and are not able to withstand high mechanical loads. Intensive work quickly destroys the main mechanisms.
• Lever models are much more reliable, and in addition, they belong to the professional class. Their massive handles, like the working mechanism itself, are capable of withstanding great forces for a long time.
The only thing better than this tool are similar models made from higher quality materials.
• All elements of the riveter must be made of sufficiently thick steel, which is quite difficult to break during operation. It is better not to even consider options with silumin components.
• The presence of a rotating head will provide ease of installation at almost any angle in hard-to-reach and inconvenient places.
The presence in the kit of replaceable heads for a wide range of diameters of fasteners will eliminate the need to purchase a second similar tool. In general, when choosing, you should focus on the weight of the riveter.
A good quality instrument cannot weigh little.
Therefore, before purchasing, it is better to hold several models in your hands. Even by assessing the difference in weight “by eye”, we can draw a conclusion about the quality.
Unknown manufacturers should also be avoided, which will definitely allow you to avoid wasted funds.
Summary
As you can see, each type of rivet plays its role and is necessary. If conventional ones can be replaced with exhaust ones, then threaded ones are unique in their class and make it possible to install additional equipment where it is difficult to use any other method of fixation. The diameter of the clamp is selected depending on the needs. Factory riveters for threaded elements are most often supplied in a plastic case for greater ease of storage. If there is a need to install components of large diameters, then a model with two handles is better suited.
Bonding of metal (and other) parts is carried out using a variety of methods. Using a welding machine is not always possible (for example, in situations with plastics) or impractical, as is cutting threads for screws or bolts with preliminary drilling of the material. Special threaded rivets have virtually no restrictions in their use and provide reliable fixation at the joint. What kind of products these are and what is their feature is the topic of this article.
Riveters for threaded rivets from TopRivet
The TopRivet store has been supplying professional tools to the market for 8 years. This allows us to guarantee high quality and reliability of each riveter, as well as prompt fulfillment of orders and low prices.
When placing an order, you can count on the following benefits:
- Convenient and prompt delivery We can send the goods by courier service, Russian Post or transport company to the points of issue.
- Inspection of products before shipment and after-sales service. Our company has a repair department and quality control department;
- Favorable promotions and discounts We regularly put up part of our assortment for sale and give gifts to our regular customers.
Order a riveter for threaded rivets by leaving a request on the website or by calling 8 (499) 450-94-95 (Moscow). The manager will help you make a choice free of charge and guide you on the delivery time of the goods.
Principle of operation
The principle of operation of threaded rivets is that after installing such a locking element, a thread is created. A screw or bolt is then screwed into it.
Installation of threaded rivets is carried out very quickly and efficiently, but only when using a special tool. Such devices can be purchased at different prices.
If there is a need to use this type of fastener, then each master can easily choose the most suitable type of riveter for himself.
The video shows the working principle of a threaded rivet:
Types of manual (mechanical) riveters
There are three types of manual rivet setters:
- one-handed;
- two-handed;
- harmonic.
One-handed ones are designed for small fasteners - up to 5 mm. They differ in that their working handles are at an angle of 90° to the installation axis. That is, the handles are pointing down. It is convenient because you can work with one hand. The disadvantage is the small “range” of sizes that the device can work with.
Two-handed ones are large in size; they can also install rivets of large diameters - up to 8 mm. You can distinguish them by their appearance - long handles that are in the same plane as the working jaws. It makes sense to choose a two-handed riveter if you plan to use large diameter rivets.
Types of manual riveters: one-handed, two-handed, accordion
Mechanical accordion riveters are often used with large-sized fasteners. The presence of that very “accordion” allows you to install large-sized fasteners with less effort. Such a device usually has a more expensive tool and is more often used by professionals.
Choosing the type of manual riveter is not too difficult. If you need a reliable machine, choose from two-handed models. Their design is simpler, there is almost nothing to break. At normal quality they are indestructible. If you will only install small fasteners - no more than 2-3 mm, then it is more advisable to use a one-handed one. It's more convenient for them to work.
Tool
Threaded rivet tools can be powered by human muscle power, and can also be driven by electricity or compressed air.
Also available on sale are screwdriver attachments for threaded rivets. With which you can install fasteners using available power tools.
Manual
Manual riveters are the cheapest, but the productivity of such products is not very high. The following models fall into this category of instruments.
1. Gesipa Firefly. A relatively inexpensive and very reliable mechanical riveter that allows you to work with consumables made from various metals.
The tool is ideal for installing rivets in hard-to-reach places, because the product weighs only 900 g. The Gesipa Firefly comes with a set of attachments that can be used to work with rivets of sizes from M3 to M6.
2. AirPro HN-911. Despite the high cost, this rivet model has a number of advantages, which is why it is most often preferred by professionals working with metals.
Among the advantages of the AirPro HN-911 are ergonomic handles, stroke adjustment, and a lightweight cast aluminum body.
Also, using this riveter model, you can install large diameter fasteners. Thanks to the attachments included in the tool kit, you can work with rivets of sizes M4 – M10.
3. Bralo TR-212. Powerful tool for installing threaded rivets.
The length of the riveter is 530 mm, so when force is applied to the handles, sufficient force is created to install large consumables. The range of sizes used when carrying out work using Bralo TR-212 is from M8 to M12.
Advantages and disadvantages of different riveters
The fact that there are several types of riveters on the market is due to the presence of both pros and cons of their use.
Based on them, the tool is selected for work in specific conditions:
- • One-handed models develop a small working force, so they are used for installing rivets made of soft material, such as aluminum. At the same time, they are compact and require only one hand to operate.
- • Two-handed models, due to the presence of two reinforced levers, can easily cope with rivets made of hard material, such as steel. At the same time, the work is performed with two hands, which is somewhat inconvenient.
- • Rocker models support one-handed operation. The force can be increased by leaning on the mechanism with your whole body, which also provides support for the steel rivets.
At the same time, the accordion is not suitable for installing lightweight structures that cannot withstand the high pressure exerted on them required to tighten the fasteners.
Installing the Fastener
Installing a threaded rivet is practically no different from using conventional rivets. All work is carried out in several stages:
- A hole of the required diameter is drilled in the workpiece.
- The threaded rod of the rivet gun is screwed into the rivet and the rivet is inserted into the hole.
- The threaded rod is pulled into the body of the rivet gun and the part of the rivet that does not have an internal thread is compressed, securely fixing the rivet in the hole.
If a large number of installation operations are to be performed, then to increase productivity, it is recommended to first make the required number of holes. And then start installing fasteners.
>