Selecting a die for threading bolted joints and pipes will allow you to carry out repair work at home, without the need to call a mechanic. The tool makes it possible to make cone- and cylinder-shaped carvings on prepared metal rods.
Photo No. 1: Metric dies for cutting threads and knobs
Products are made from high-speed steel P18, P9 or alloy steel marked KhVSG and 9ХС (used for the manufacture of tools for working with metal). There are dies of various shapes on sale: round, square, pipe, hexagonal. According to the design of the body, the products are solid, sliding and split.
Another classification is based on the method of thread cutting:
- for the round one there is a tool in accordance with GOST 13536-68;
- cylindrical on pipes - GOST 9740-71;
- conical - GOST 6211-81;
- inch - GOST 6111-52;
- metric - GOST 9150-81.
Most often, specialists need to buy round dies. They make it possible to perform carvings in 1 pass. Compare: a sliding type tool requires 3-4 passes to achieve a similar result. However, round products do not allow achieving high accuracy (no higher than class 2). This should be kept in mind when choosing a tool.
Types of dies for thread cutting
Let us list the main types of dies for thread cutting and their features.
Metric
The tool is adapted for making metric threads (measured in millimeters). Products of this class are marked with the marker M. For example, M9 makes a 9 mm thread. The size of the dies ranges from 1 to 60 mm.
Photo No. 2: 18 mm metric die
In addition, for metric tools, such a parameter as thread pitch (distance between turns) is relevant. The thread pitch is main and additional (it is always less than the main one).
Example. A tool with an M12 marker has a main thread pitch of 1.75 mm and several additional ones: M12*1.5, M12*1, M12*0.75, M12*0.5. The smaller the number indicated on the marking, the closer the turns are located to each other.
Table No. 1: Thread pitch for metric dies of different sizes
Left
Selecting a die for cutting left-handed threads is usually required when making rotating joints. The products are used quite rarely. Basically, if there was a right-hand thread, the connection would come loose. The drill chuck is tightened with a left-handed screw. Products are marked LH.
Photo No. 3: Metric left-hand 14 mm die
Pipe
To make it easier to distinguish from metric tools, pipe tools are designated with a marker G. Such products are needed for carving pipes. Threads here are measured in inches. The conversion table will help you convert millimeters to inches.
Table No. 2: Metric left-hand 14 mm die
Example. G ½ and G ¾ dies cut threads into half an inch and three quarters of an inch, respectively. These tools are the most common and are suitable for making pipes in hot and cold water supply systems. Product sizes range from 1/8 to 2 inches.
Pipe conical
Used for making taper threads. Found application in the production of heating systems and machine tools. The product marking contains the letter K.
Photo No. 4: Pipe conical die
Differences between inch and metric threads
Metric and inch threads differ in the number of turns per thread pitch and different angles of inclination at the apex. For inch threads it is sharper and equals 55 degrees. The rest of the differences come from this.
- Due to the sharper angle of inclination, the profile of the threaded ridges changes. Inch joints have longer ridges but are less wide. The metric profile has more balanced ridges in shape (wider and not as long).
- Due to the difference in profiles, it is not possible to connect parts with metric and inch threads. The fasteners will be very fragile and leaky, which may lead to leakage of liquids during transportation.
Differences in the profile of imperial, metric and pipe threads
How to make carvings using a die
A pipe threading die, a wrench and a pipe clamp are tools that are required when working with piping systems. To select a left-handed/right-handed die, evaluate the markings. If there is a letter designation LH, you have a tool for left-hand thread.
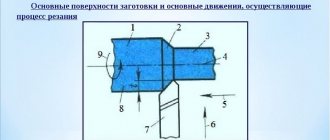
Photo No. 5: The process of cutting threads on a workpiece
After the preparatory issues have been resolved, proceed to processing the workpiece. To do this, go over the part with a file and lubricate the joint with oil. Next, insert the tool into the driver and the workpiece into the clamp. Place the die on the product and perform several turns at the rate of 2-3 in the desired direction, half a turn in the opposite direction. During operation, the tool must be positioned perpendicular to the workpiece.
To achieve maximum thread accuracy, use a split-type die. This tool has locking screws, which allows you to control the diameter of the thread while cutting it.
Read also: How to cut synthetic glass
A thread tap is a tool used to create permanent connections. Manufactured in the form of a screw rod. Its shape can be cylindrical, conical, uterine, in the form of a die - these are the main types of taps existing in mechanics. The shapes depend on the type of thread being cut. Either three or four grooves are made on the longitudinal sides of the rod.
Types by design
According to their design, taps are also divided into various types. So, depending on this parameter, the tools are distinguished:
- with chip flutes of shortened length, which are also called fluteless (the design of such taps is specially designed for cutting threads in parts made of tough low-carbon steels, aluminum alloys, and high-strength alloy steels);
- with grooves located along a helical line (such tools are installed on machining centers and used for cutting blind threads);
- with cutting teeth placed in a checkerboard pattern (due to the fact that the cutting teeth on the calibration part of such a tool are cut one after another, it is possible to reduce the friction force during processing);
- stepped type with a working part divided into two sections, each of which performs its own function (for example, there are stepped taps, the first section of which works according to a generator circuit, and the second - according to a profile; for stepped tools of other types, the first section performs a cutting function, and the second – smoothing);
- combined (these are actually two tools in one: their cutting part, made in a single design, starts with a drill and ends with a tap);
- broach taps used for cutting threads in a through hole of any diameter (with their help, threads are cut on lathes, in the chuck of which the workpiece is fixed, and in the tool holder - the shank of the tool used; the movement of the tap during the thread cutting process is ensured by the automatic feed of the machine support, and the rotation of the workpiece is by rotating the spindle);
- with an internal cavity, due to which the tool is cooled during processing (the use of such taps installed on specialized or multi-operational equipment can significantly increase thread cutting productivity);
- bell (such taps are used for cutting internal threads of large diameter (50–400 mm) and have a prefabricated structure consisting of individual cutting elements).
Designs of the main types of taps
Structurally, all the taps listed above are so different from each other that you can even tell them apart from a photo.
Design features
Let's take a closer look at what a tap is. The screw rod, which is the GOST 3266-81 tap, consists of a working section and a shank. The purpose of the shank is to securely fasten the tool. When machining parts, it is installed in machine chucks. Manual cutting of threads is carried out when the tap is inserted into the driver and screw movements are made clockwise.
The tool shank is installed with the head into the hole of the square driver.
The section of the tap that directly cuts the threads is called its working part. It consists of an intake and calibrating part.
The tapping section of a thread cutting tool is the tapered area at the front of the screw that begins and secures the initial threads. The calibration section is designed as its completion.
Types of inch threads
Inch threads can be cylindrical or conical. With a cylindrical connection, the dimensions of the outer and inner diameters are maintained along the entire length of the spare part. The threaded pitch has a fixed size, and the number of threads is related to the pitch. Spare parts with such a connection are more durable and reliable.
With a tapered connection, the thread has a variable diameter. The most widely used threads are those with a tapering diameter, in which the diameter at the base is larger than the diameter at the tail of the spare part. Parts with a tapered connection are often double marked, indicating not only the initial but also the final diameter. Inch tapered threads are stronger and wear out more slowly, but they are more difficult to apply, and errors in the procedure can seriously deteriorate the quality of the connection.
Purpose
Cutting feathers are made in the form of teeth, having the configuration of mechanical cutters, which have all the elements for metal processing. They cut the main thread pitch, located along the entire circumference of the tap. Grooves are longitudinal grooves between the cutting feathers.
These components form the cutting edges. Chips are removed through them and coolant circulates. Taps with an outer section of up to 20 millimeters are produced with three grooves, those with an outer section of up to 20 and up to 40 millimeters are produced with 4. The structural design of each is predetermined by its functional purpose.
In practice, a tap is a screw with grooves on the outer planes. The GOST tap with helical grooves is much more important than its counterpart with straight grooves. The screw structure of the tool provides more favorable conditions for thread cutting. They are preferable due to the following characteristics:
- Cutting complex threads.
- Particularly precise work.
- High quality workmanship.
- Better removal of chips.
- Experience less temperature influences.
So, what types of taps are divided into? There are two big directions:
- cutting threads inside the part;
- external cutting: purlins, dies, screw-cutting boards.
- machine tools;
- for manual locksmith operations.
The industry produces sets of hand-made thread cutting products. GOST for taps for metric threads stipulates that any set should include two or three tools.
Each must have its own individual purpose. In the set they are called: first, second, third.
With regard to the location of the longitudinal grooves, threading tools are classified as helical and straight.
The most accurate thread is obtained when it is made with a screw. Left-hand threads are cut with a left-hand thread tap, and vice versa.
Table of sizes of inch and metric threads
You can find out how the sizes of metric threads relate to the sizes of inch threads using the data in the table below.
Similar sizes of metric and various varieties of inch threads in the range of approximately Ø8-64 mm
Manufacturing and labeling
In some cases, manufacturers mark their products with numbers 1, 2, 3. Sets for two taps are made with a slightly larger cross-section of the first rough product.
Industrially produced kits:
- cross section 8-18 mm – one piece each;
- cross section 6-24 mm – first and second;
- cross section 2-52 mm – first, second, third.
- 5/16–3/4" – one piece each;
- 1/4–1" – one rough and one finishing per set;
- 1/4-2" - one rough, one medium, one finishing per set.
For pipe threads with a cross-section of 1/8-4" the kit includes one first number and one second number.
Taps for thread cutting. Table of main characteristics
| Thread | Hole cross-section, mm |
| M1.0 | 0,75 |
| M1,2 | 0,95 |
| M1.4 | 1,1 |
| M1.7 | 1,35 |
| M2.0 | 1,6 |
| M2.3 | 1,9 |
| M2.6 | 2,15 |
| M2x0.5 | 2,5 |
| M3.5 | 2,9 |
| M4x0.7 | 3,3 |
| M5x0.8 | 4,2 |
| M6x1 | 4,96 |
| M7 | 6,0 |
| M8 | 6,7 |
| M9 | 7,7 |
| M10x1.5 | 8,45 |
| M11 | 9,4 |
| M12x1.75 | 10,18 |
| M14 | 11,8 |
| M16 | 13,8 |
| M18 | 15,3 |
| M20 | 17,3 |
Metal for making
For various types of dies, taps, and other metal-cutting tools, carbon steels of popular grades U10A and U12A are used. They are hardened to obtain a hardness of HRC 60-62 units. This indicator makes them the most resistant when cutting metal and other hard materials.
Read also: Tool for compressing suspension springs
Much better red-hardness indicators are found in tool steel with the addition of alloying elements:
Metal-cutting tools made from a similar material, for example, a die for cutting threads or a broach tap, have higher cutting properties. Machinability is much better than carbon steels. Red resistance with alloying additives also has excellent performance.
How internal threads are cut - general information
The device is called a tap. It can be of two varieties - manual and machine, in accordance with the methods of making furrows. The material that is processed is metal, but not only it. There are also lightweight models that cut into plastic or wood. The last option cannot be called the most common.
Factories use mechanized technology - metal drills make through holes (or a blind cavity), and after the blade, several turns are applied with a predetermined pitch. The advantage of this processing is high accuracy. Calculations are made using computer-aided design programs, then the data is entered into the control module - manually or using CNC. The second advantage is that skew of the spiral angle and errors are virtually impossible.
But at home and in small industries, a simpler, but less accurate procedure is often used - manually cutting internal threads with a tap. The work can be carried out on site; for this you need to buy the device itself and a drill to make a preliminary hole.
The tool resembles a herringbone shape due to the fact that the working surface is a ribbed blade. Structurally, the product is a rather complex configuration made of tool steel. This material is used because of its strength and ability to process most alloys, even cast iron. It is not very good to work only with hardened metal - it has internal stresses, therefore it is considered fragile and can crumble during the cutting process.
Methods for connecting products to each other
The connection of parts, assemblies, and mechanisms with each other is used in all areas of industry and the national economy:
- machine-building enterprises;
- machine tool manufacturers;
- oil and gas sector;
- light industry;
- food industry.
There are many ways to connect different parts of machines. The most common ones are:
- welded joints;
- gluing methods;
- curing;
- assembly with rivets;
- threaded bolts and nuts.
The last method is the most universal, simple, and inexpensive.
How to cut threads yourself
First you need to prepare materials and tools:
- electric drill;
- drill of the required section (select from the table);
- standard set of taps;
- knob with clamping square;
- core, vice;
- hammer 300 g;
- lubricant;
- rags, rags.
Step-by-step instructions on how to cut a thread with a tap:
- Mark the space for the hole on the part. Place the core at the intersection of two lines.
- Mark the location for the future hole with a strong hammer blow on the core.
- Clamp the drill into the chuck of an electric drill, set low speed, lubricate the drill, and drill a hole.
- Use a larger drill bit to remove the chamfer.
- Insert the roughing tap with the square head into the hole in the driver and clamp it with two handles.
- Rotating the knob with both hands, cut a thread, M12 is the main thread pitch.
- To check the quality, screw an M12 bolt into the cut thread. It should not twist tightly, but at the same time, not hang out in the thread.
Movement algorithm: two turns forward, one in the opposite direction. It is recommended to work with little force. If the tool gets stuck in the metal, make a few movements back. Periodically lubricate the surfaces while continuing work. Repeat the operation with the middle and then the finishing tap.
It is best to lubricate the threads when cutting with old lard.
Preparatory stage
To ensure that the work of obtaining threads does not cause many difficulties, careful preparation should be made for such a technological operation. All methods used related to cutting internal threads assume that a hole of the required diameter has already been obtained in advance. You can obtain the standard thread size when creating a hole according to the correspondence table. For example, for an M10 thread, a hole with a diameter of 8.5 mm is created.
There is often a situation where it is necessary to obtain a thread of a non-standard size. In this case, the required hole diameter is calculated using a universal formula. Calculations are carried out as follows:
- The marking of the tool used is studied. You need to pay attention to the type of thread being cut, pitch and diameter.
- You can determine the required hole diameter when using an M5X0.75 tap as follows: 5−0.75=5.25 mm.
The easiest way to carry out the work is when you need to get a standard thread, since all the necessary information can be taken from various tables of regulatory documentation.
To get a quality hole, you need to choose the right drill. When drilling, it is recommended to use equipment that prevents runout during operation. When choosing a drill, it is worth remembering that it must have high-quality sharpening. Experts recommend selecting the sharpening angle depending on the hardness of the material being processed. As the hardness increases, the recommended sharpening angle also increases, but it should not exceed 140 degrees.
What to do with a broken tap
When performing manual threading, sometimes the blind hole tap is broken. It's not difficult to unscrew it back. There are several ways to do this.
- If there is a long piece of debris sticking out of the hole, you need to grab it with pliers, hold it in a vice, and unscrew it counterclockwise.
- Insert a piece of thick wire through the groove of the tap, bend the edges and unscrew the rest of the tool counterclockwise.
- Break the remaining fragment by hitting a hardened core with a hammer and remove the fragments with tweezers.
- Heat the part with the fragment in the oven, let it cool together with it, and drill out the annealed tap.
- Weld a mandrel with pins whose diameter will fit into the grooves of the broken tool. Unscrew it clockwise.
- Weld a bent steel rod to the piece and unscrew it from the hole.
Cutting threads with your own hands is easy. This will require a minimum of tools and materials. Each time before carrying out work, you need to familiarize yourself with the reference data from the table for threading in order to make a hole of the required diameter with the correct pitch.
Required Equipment
Manual tapping is only possible with the following tools:
- An electric drill that can operate at low speeds.
- A high-quality drill, the diameter and sharpening angle of which is selected from table values or calculated.
- To chamfer the edges of the hole, you will need a countersink or large diameter drill.
- One or a whole set (depending on the type) of taps of the appropriate size.
- A hand holder that is suitable for the tool used.
- A bench vise in which the product will be fixed. When cutting a thread, a certain layer of metal is removed, which is only possible when a lot of force is applied. If the workpiece or finished product is poorly fixed, the quality of processing will be low.
- Core and hammer.
- In order to simplify the task, it is recommended to use machine oil to lubricate both the tool itself and the surface being processed. If you do not use machine oil or another substance with similar properties, the process may be significantly delayed.
- Rags.
After finding everything you need, you can begin the actual work.