Educational materials
A turning cutter has a head - working part I and a body-rod II (Figure 4.2), which serves to secure the cutter in the tool holder.
The cutter head is formed during sharpening and has the following surfaces: front surface 1 (chips come off); main rear surface 2 (facing the cutting surface of the workpiece); main cutting edge 3 and auxiliary 6; top 4 (rounded or cut to increase wear resistance).
Figure 4.2 – Elements of a turning straight cutter
The tool is sharpened along the front and back surfaces. The cutter angles determine the relative position of the surfaces of the working part of the tool, as well as the sharpness of the cutting wedge and the cross-sectional shape of the cut layer. Angles are considered based on the following conditions: the axis of the cutter must be perpendicular to the line of the centers of the machine; the tip of the cutter is on the line of the centers of the machine; the main cutting movement occurs.
Tool angles have a significant impact on the cutting process and processing quality (Figure 4.3).
Rake angle γ
has a great influence on the cutting process. With an increase in +γ, the deformation of the cut layer decreases, since the tool cuts into the material more easily, cutting forces and power consumption are reduced. At the same time, the conditions for chip flow improve, and the quality of the machined surface of the workpiece increases. However, an excessive increase in +γ leads to a decrease in the strength of the main cutting edge, an increase in the contribution due to chipping, and a deterioration in the conditions for heat removal from the cutting edge.
When processing parts made of brittle and hard materials, to increase the durability of the cutter, smaller values of the angle +γ, sometimes even negative, should be assigned. When processing parts made of soft and viscous materials, the rake angle +γ is increased γopt = +18 ÷ -4° (-10°).
Figure 4.3 – Geometric parameters of a through turning cutter
Main clearance angle α
– the presence of α reduces friction between the main flank surface of the tool and the cutting surface of the workpiece, which reduces tool wear along the main flank surface. For soft and viscous materials, α should be greater than when processing hard and brittle materials. Typically αopt = 6 ÷ 12°.
Principal angle φ
– has a significant effect on the roughness of the machined surface.
As the angle φ decreases, the roughness of the machined surface decreases. At the same time, the active working length of the main cutting edge increases; Accordingly, the cutting force and cutting temperature per unit edge length are reduced, which reduces tool wear.
However, as the angle φ decreases, the cutting force directed perpendicular to the workpiece axis Ru increases, therefore the deformation of the workpiece and the pressing of the cutter from the workpiece increases: φ = 30 ÷ 90°. When φ = 90° – a through cutter for processing a conical surface. Thus, as the angle φ decreases, vibrations may occur during the cutting process, reducing the quality of the machined surface.
As the angle φ1 decreases, the roughness of the machined surface decreases, the strength of the cutter tip increases and its wear decreases.
Angle of inclination of the main cutting edge λ
negative when the cutter tip is the highest point: usually λ = 0...4°. In this case, the chips fall onto the machined surface in front of the cutter (the cutter is less durable) and is recommended for finishing operations.
When the tip of the cutter is the lowest point, λ is positive (the head is more massive, therefore stronger). In this case, the chips move towards the machined surface, scratch the machined surface and prevent the worker from monitoring the processing, but at the same time the cutter head is massive and resistant, recommended for roughing work and when processing discontinuous surfaces.
The marked angles are static angles. Angles g, α, φ may change due to the installation error of the cutter:
- if, when turning, the top of the cutter is above the line of centers, then the angle +g increases and the angle α decreases, and when setting the top of the cutter below the line of centers, vice versa;
- if the cutter axis is not perpendicular to the center line, this will cause a change in the angles φ and φ1.
Since in fact the cutting surface to which the cutting plane is tangent is a helical surface during the cutting process the angles γ and α => var.
When working with Smax and threading, the change in angles g and α will be significant, which must be taken into account when manufacturing cutters.
Processing of workpieces on lathes > Theory according to TCM >
Plasma cutting of metal
metal plasma cutting services .
in detail »
To estimate the cost and timing of the work, you must send: sketches, sample photos, drawings in any format to the email: [email protected] or click on the banner “calculate the cost of the order” In the letter, be sure to indicate: 1. Number of parts. 2. Material.
The mail is being tracked promptly and a response will be given shortly.
FAQ.
1. Do you have the material?
- The material is varied, steel, from ordinary carbon to alloyed, brass, copper, bronze, textolite, caprolon, ebonite, etc. By agreement, we will find unique grades of steels and alloys.
2. Do you take single orders?
- We take orders from the 1st unit. Minimum order 2000 rub.
3. What are the prices and how much does it cost to make a part?
- Prices range from 300-800 rubles/hour of machine time, depending on the order volume and complexity. A correct assessment can be given after studying the drawing, sketch or provided sample of the product sent by email. For urgency, the extra charge is from 20 to 50%, depending on the volume and degree of urgency.
4. What are the production times?
- Production time is from 2 days depending on the volume of the order.
Slotting cutters differ from planing cutters in the nature of their work and appearance. On a slotting machine, cutters can operate when fed in both directions - left and right, which is why they are produced double-sided (with a sharpening angle in the plan of 45°). When chiseling cast iron workpieces, replace double-sided cutters with others with a rounded cutting edge. General purpose slotting cutters - all straight. Slotting cutters are made from high-speed cutters (P6M5); “finish” slotting cutters differ from “rough” ones by having a rounded top. These cutters are often used for rough chiselling.
Slotting cutters are used for rectangular holes, cutting and chiseling, as well as other work. They are manufactured in 2 versions.
To machine keyways, cutters are made according to shape A in 2 designs. 1st option - (version I) - for holes with a diameter of 7 to 14 mm and 2nd option - (version II) - for holes from 18 to 30 mm. Form B for holes from 30 to 70 mm.
- Slotting cutters made of high-speed steel R6M5, R18 GOST 10046-72 and hard alloy designations 2182-0601,2182-0602,2182-0603,2182-0604,2182-0605,2182-0606,2182-0607,2182-0608,2182-0609,2182-0610,2182-0611,2182-0612
- Slotting cutter GOST 10046-72 made of high-speed steel R6M5, R18 and hard alloy designations 2180-0801 (20x12x250), 2180-0802 (25x16x300), 2180-0803 (32x20x350), 2180-0804 (40x25x45) 0),2180-0805 (50x32x500 )
- Slotting cutters for keyways made of high-speed steel R6M5 and R18GOST 10046-72 and hard alloy designations 2184-0551,2184-0552,2184-0553,2184-0554,2184-0555,2184-0556,2184-0557,2184-0558,2184-0559,2184-0560,2184-0561,2184-0562,2184-0563,2184-0564,2184-0565,2184-0566,2184-0567,2184-0568,2184-0569,2184-0570,2184-0571,2184-0572,2184-0573,2184-0574,2184-0575,2184-0576,2184-0577
Attention Sale!!! Prices apply for orders over 50,000 rubles!!!
№ Name of product Quantity _ Price without VAT 1 slotting cutter 2180-0801 PC. 1 1440,00 2 slotting cutter 2180-0802 PC. 1 1525,00 3 slotting cutter 2180-0803 PC. 1 2186,00 4 slotting cutter 2182-0601 PC. 1 661,44 5 slotting cutter 2182-0602 PC. 1 806,44 6 slotting cutter 2182-0603 PC 1 966,00 7 slotting cutter 2182-0604 PC. 1 1440,00 8 slotting cutter 2182-0605 PC. 1 1483,00 9 slotting cutter 2182-0607 PC. 1 1927,00 10 slotting cutter 2182-0608 PC. 1 2186,00 11 slotting cutter 2182-0609 PC. 1 2352,00 12 slotting cutter 2182-0610 PC. 1 2857,00 13 slotting cutter 2182-0611 PC. 1 3538,00 14 slotting cutter 2182-0612 PC. 1 4150,00 15 slotting cutter 2184-0551 PC. 1 584,00 16 slotting cutter 2184-0552 PC. 1 661,00 17 slotting cutter 2184-0553 PC. 1 806,00 18 slotting cutter 2184-0554 PC. 1 966,00 19 slotting cutter 2184-0555 PC. 1 1440,00 20 slotting cutter 2184-0556 PC. 1 1483,00 21 slotting cutter 2184-0557 PC. 1 1525,00 22 slotting cutter 2184-0558 PC. 1 1927,00 23 slotting cutter 2184-0571 PC. 1 1483,00 24 slotting cutter 2184-0572 PC. 1 1525,00 25 slotting cutter 2184-0573 PC. 1 1927,00 26 slotting cutter 2184-0574 PC. 1 2186,00 27 slotting cutter 2184-0575 PC. 1 2352,00 28 slotting cutter 2184-0576 PC. 1 2857,00 29 slotting cutter 2184-0577 PC. 1 2959,00 30 slotting cutter Р18 3 mm PC. 1 584,74 31 slotting cutter Р18 4 mm PC. 1 661,01 32 slotting cutter Р18 5 mm PC. 1 806,44 33 slotting cutter Р18 6 mm PC. 1 966,00 34 slotting cutter Р18 8 mm PC. 1 1440,00 35 slotting cutter Р18 10 mm PC. 1 1483,00 36 slotting cutter Р18 12 mm PC. 1 1525,42 37 slotting cutter Р18 14 mm PC. 1 1927,96 38 slotting cutter Р18 16 mm PC. 1 2186,44 39 slotting cutter Р18 18 mm PC. 1 2352,54 40 slotting cutter Р18 20 mm PC. 1 2857,00 41 slotting cutter Р18 22 mm PC. 1 3246,00 42 slotting cutter Р18 24 mm PC. 1 3538,00 43 slotting cutter Р18 28 mm PC. 1 4150,00 44 slotting cutter Р18 36 mm PC. 1 4400,00 The material of the cutting part R6M5, R18, VK8, T15K6, T5K10 does not affect the price SLOTTING CUTTERS FROM HIGH-SPEED STEEL (Р6М5, Р18) GOST 10046-72 2182-0601 16x10x150, a=4 1050,00 2182-0602 16x10x150, a=5 1280,00 2182-0603 20x12x250, a=6 1550,00 2182-0604 20x12x250, a=8 2300,00 2182-0605 25x16x300, a=10 2380,00 2182-0606 25x16x300, a=12 2430,00 2182-0607 32x20x350, a=14 3060,00 2182-0608 32x20x350, a=16 3510,00 2182-0609 40x25x400, a=18 3740,00 2182-0610 50x32x500, a=20 4570,00 2182-0611 50x32x500, a=24 5670,00 2182-0612 63х40х600, a-=28 6630,00
Slotting cutters
Full range and prices for products follow the link
| Double-sided slotting cutters, Type 1. | |||||
| Designation according to GOST | Cutter dimensions | ||||
| 2180-0801 | 20x12x250 | ||||
| 2180-0802 | 25x16x300 | ||||
| 2180-0803 | 32x20x350 | ||||
| 2180-0804 | 40x25x450 | ||||
| 2180-0805 | 50x32x500 | ||||
| Slotted cutters, Type 2. | |||||
| Designation according to GOST | Cutter dimensions | Cutting width | Execution | ||
| 2182-0601 | 16x10x150 | 4 | 1 | ||
| 2182-0602 | 5 | ||||
| 2182-0603 | 20x12x250 | 6 | |||
| 2182-0604 | 8 | 2 | |||
| 2182-0605 | 25x16x300 | 10 | |||
| 2182-0606 | 12 | ||||
| 2182-0607 | 32x20x350 | 14 | |||
| 2182-0608 | 16 | ||||
| 2182-0609 | 40x25x400 | 18 | |||
| 2182-0610 | 50x32x500 | 20 | |||
| 2182-0611 | 24 | ||||
| 2182-0612 | 63x40x600 | 28 | |||
| Slotting cutters for keyways, Type 3. | |||||
| Designation according to GOST | Cutter dimensions | Cutting width | Execution | ||
| 2184-0551 | D 6 L 90 | 3 | 1 | ||
| 2184-0552 | D 8 L 100 | 4 | |||
| 2184-0553 | D 12 L 110 | 5 | |||
| 2184-0554 | 20x20x280 | 6 | 2 | ||
| 2184-0555 | 25x25x300 | 8 | |||
| 2184-0556 | 25x25x350 | 10 | |||
| 2184-0557 | 32x32x400 | 12 | |||
| 2184-0558 | 14 | ||||
| 2184-0571 | 20x20x300 | 10 | 3 | ||
| 2184-0572 | 12 | ||||
| 2184-0573 | 25x25x350 | 14 | |||
| 2184-0574 | 16 | ||||
| 2184-0575 | 32x32x350 | 18 | |||
| 2184-0576 | 32x32x400 | 20 | |||
| 2184-0577 | 40x40x450 | ||||
The cutter is undoubtedly the basis of turning. The master’s capabilities largely depend on the set of cutters. After all, no matter how professional a person is, it is impossible to do anything without the necessary tools. An example of such a tool would be slotting cutters.
Types of slotting cutters and their features They are designed to work on a special slotting machine. They come in three types: - walk-through; - slotted; — cutters for creating keyways. Slotting cutters also differ in their shape. They are often made curved. This is necessary due to the fact that they cut material with their lower part, since they work with a vertical reciprocating movement. Also, slotting cutters differ from other cutters in the shape of their sharpening. Purpose of slotting cutters Cutters for a slotting machine are capable of solving certain tasks that cannot be performed using other tools, or are very difficult to do. Thus, such cutters can be used for chiselling grooves, shaped holes, grooves, creating internal or external gears and other types of processing of surfaces with complex configurations.
The slotting machine allows finishing of parts of various shapes, including: - cylindrical; - flat; - conical; — internal surfaces of parts; — complex shapes (window frames, etc.).
Working methods In order to be able to perform the necessary processing and achieve the desired shape of the part, various types of movements are used on the machine. The cutter for a slotting machine is capable of moving along the guides of the bed. The cutting movement relative to the part is reciprocating, which ensures the chiselling process. The movement of a part depends on its original shape, as well as on the desired result of the work. Thus, conical and cylindrical parts, as a rule, rotate around their axis during processing, and when processing planes, a longitudinal or transverse displacement of the part occurs.
Types of construction Cutters for a slotting machine are made primarily from high-speed steel. However, there are options for tools made from other materials. Cutters with soldered plates are also used, which significantly increases their durability and performance. Similar to other types of cutters, slotting cutters can be roughing or finishing. Finishing cutters, unlike roughing ones, are made with a rounded top, which ensures more precise processing of the workpiece. Our company manufactures all types of tools for lathes, slotters, planers and other machines for metal processing. We offer cutters from various materials, including carbide and high-speed steel. Our company produces cutters in St. Petersburg both according to our and your drawings, including non-standard designs. Contact us and we will produce cutters quickly and in accordance with GOST.
Design of planing and slotting cutters and their sharpening angles
The cutter is one of the most common metal-cutting tools. It is widely used for carving, processing of planes, cylindrical and shaped surfaces, as well as for planing and slotting work.
The cutter consists of a working part, called the head, and a body, the holder. The main elements of the working part are the main cutting edge, the auxiliary cutting edge and the apex - the point of intersection of the two edges. The metal layer is cut by the main edge, which has a straight or shaped shape. The chips formed during operation flow down the front surface of the cutter.
The holder serves to secure the tool in the machine holder and usually has a square or rectangular cross-section.
Depending on how the cutters are installed in relation to the surface being processed, these tools are divided into radial and tangential. The first are located perpendicular to the axis of the part, the second - tangentially.
If the first type of cutter is widely used in industry due to the simplicity of its fastening and a more convenient choice of geometric parameters of the cutting part, then the second is used mainly on automatic and semi-automatic lathes, where cleanliness of processing is especially important.
According to the feed direction, the cutters are divided into two types: right and left. If, when placing the palm of the right hand on top of the tool, the main cutting edge is under the thumb, then the cutter is called right. If the cutting edge is positioned in a similar way when applying the left hand, then the cutter, accordingly, will be left-handed.
The shape of the head and its position relative to the rod can also be different. According to these parameters, incisors are divided into straight, bent, curved and with a retracted head.
Straight lines have a straight axis in plan and side view. The axis of the bent ones is curved in plan. In curved ones, the axis is bent in a lateral view. In incisors with a retracted head, the width of the head is less than the width of the incisor body.
Cutters are used for turning, planing and slotting work and have corresponding names. Now we will touch in more detail on the cutters used on lathes and talk about their varieties.
Turning cutters
Turning cutters are divided into passing, scoring, cutting, boring, chamfering and shaped.
Trimming turning cutters are used for cutting ledges at right or acute angles to the main direction of turning. Typically this tool has a cross feed. Cut-off cutters are designed for cutting material from rods of small diameter. As a rule, a tool with a drawn head is used for these purposes. Due to the fact that the work is carried out with great force, and removal of chips from the cutting zone is difficult, chipping or chipping of the cutting part of the tool often occurs, and sometimes the plate is torn off from the holder.
Boring cutters are necessary for machining holes. They have smaller transverse dimensions than the hole being machined and are quite long. Due to their low rigidity, boring cutters do not allow removing large-section chips.
For machining long or large diameter holes, round or square cutters are used in combination with tool holders. The holders allow boring with both single-sided and double-sided cutters.
Chamfer cutters are designed for removing external and internal chamfers.
Shaped cutters are used to produce parts with complex shapes.
Geometric parameters of turning tools
When choosing a turning cutter, you should take into account a number of requirements that ensure high productivity and processing accuracy. This
material of the cutting part of the cutter;
geometry of the cutting part;
strength and vibration resistance of the holder and cutting edges;
shape and dimensions of the instrumental material plate;
method and design of fastening the plate of instrumental material (if plates with mechanical fastening are used);
chip breaking method;
dimensions, roughness, geometry and design of the socket for fastening the tool material plate.
All of these factors determine the choice of optimal cutting conditions - depth, feed and speed.
The main criteria for choosing the geometric parameters of the cutter are:
tool durability (time of formation of an acceptable wear area on its rear or front surface);
dimensional stability of the tool (permissible change in its adjustment size);
maintaining the specified roughness of the treated surface;
reducing the amplitude of self-oscillations during the work process.
When choosing a cutter, you should take into account parameters such as its angles. They are measured in secant planes and are designated by Greek letters.
The main angles include the relief angle, the rake angle, the point angle and the cutting angle. All of them are in the main cutting plane - perpendicular to the main cutting edge and the main plane.
The main clearance angle (usually denoted by the letter “alpha”) is the angle between the main clearance surface of the cutter and the cutting plane. Its purpose is to reduce friction between the back surface of the cutter and the workpiece. An increase in the clearance angle causes a decrease in the sharpening angle, which entails a decrease in the strength of the blade and an increase in the roughness of the processed surface. Reducing the clearance angle, in turn, increases friction, which accelerates cutter wear and reduces machining quality.
When processing hard materials, the clearance angles are reduced, and when working with softer materials, they increase. Recommended values of the main relief angle depend on the type of cutter and are indicated in the tables.
The angle between the front and main back surfaces of the cutter (denoted by the letter “betta”) is called the point angle.
The rake angle (“gamma”) is the angle between the front surface of the cutter and a plane drawn through the main cutting edge perpendicular to the cutting plane.
The purpose of the rake angle is to reduce the deformation of the cut layer and facilitate chip flow. Increasing the angle facilitates the cutting process and reduces the feed force of the cutter, but the strength of the cutting wedge decreases. A deviation of the rake angle by just 5 degrees from the recommended optimal values can cause a decrease in the durability of the incisors by almost three times. Reducing the rake angle increases the durability of the incisors.
And finally, the cutting angle (“delta”) is the angle between the front surface of the cutter and the cutting plane.
In addition, there are minor clearance angle, main leading angle, minor leading angle, cutter tip angle and main cutting edge angle.
The secondary clearance angle is the angle between the secondary clearance surface and the plane passing through the secondary cutting edge perpendicular to the main plane. This angle is measured on a secondary cutting plane perpendicular to the secondary cutting edge and the main plane. Similar to the main back corner, it is designated as “alpha1”.
The angle between the main cutting edge and the feed direction is called the leading angle and is denoted by the letter “phi”. Its purpose is to change the relationship between the width and thickness of the cut at constant cutting depth and feed. As the angle decreases, the strength of the cutter tip increases, but the application force has to be increased. At the same time, friction against the treated surface increases and vibrations occur.
The choice of the magnitude of the main angle in the plan depends on the processing conditions, the design of the cutters and the features of fastening the inserts. The value of the “phi” angle can be 90, 75, 63, 60, 50, 45, 35, 30, 20, 10 degrees, which allows you to select the angle that best suits specific conditions.
Cutters with small angles from 10 to 20 degrees are used when processing massive parts on heavy machines. Non-rigid products are processed at angles of 60-75 degrees, and an angle of 90 degrees is used if there are steps with ends on the workpiece.
The auxiliary angle in the plan is the angle between the auxiliary cutting edge and the feed direction (by analogy, denoted “phi1”). Reducing the angle reduces the roughness of the machined surface.
The angle formed by the intersection of the main and auxiliary cutting edges is called the apex angle. Its value is denoted by the letter "epsilon".
The main cutting edge of the cutter can have different angles of inclination with a line drawn through the tip of the cutter parallel to the main plane.
The angle of inclination of the cutting edge is indicated by the letter “lambda”. Changing this angle allows you to control the direction of chip flow and the conditions of contact of the cutter with the workpiece. Values of 12-15 degrees should be used for roughing and interrupted cutting with impacts. When turning hardened steel, the lambda value should be taken from 25 to 35 degrees. When finishing a part, cutters are used whose cutting edge inclination angle is less than or equal to zero.
Sharpening cutters
Sharpening of turning tools is carried out both during their manufacture and during wear. The sharpening process takes place on sharpening and grinding machines with continuous cooling. First, the main surface is sharpened, then the back and auxiliary. After this, the front surface of the cutter is processed until a smooth cutting edge is obtained.
Each cutter sharpening machine has two grinding wheels: one made of electrocorundum and one made of green silicon carbide. The first is used for processing high-speed steel cutters, the second is used for sharpening carbide cutters. To check the correct sharpening of the cutter, there are special templates.
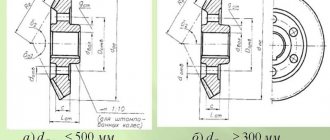
Planing and slotting cutters (Fig. 2.3, f, g) are tools that work with shock loads at the time of periodically repeated cutting. Due to the cantilever mounting of such cutters with a relatively large overhang, their holders are subject to elastic deformations and vibrations. These cutters operate at reduced cutting speeds due to large inertial masses and cut sections 1.5-2 times larger than during turning. For these reasons, cutting conditions are unfavorable for the use of carbide inserts, so these cutters are most often made from high-speed steels.
To avoid penetration of the back surface of the planing cutter into the machined surface of the workpiece due to elastic deformations of the holder, its tip must be located flush with the supporting surface, and therefore the holder has a curved shape.
In Fig. 2.3, e shows the geometric parameters of planing cutters for non-free and free cutting (without auxiliary edges), and in Fig. 2.3, show the angles ? And ? slotting cutters. Using the example of free planing, we can give another definition of the angle of inclination of the main cutting edge? is the angle between the cutting speed vector and the normal to the projection of the main cutting edge onto the cutting plane, which in this example coincides with the machined surface. Is this a definition? also applies to other types of tools, such as drills and cutters.
The values of the geometric parameters of planing and slotting tools are usually taken to be close to those accepted for turning tools, with some exceptions. So, to prevent chipping of the tip of the cutters when working with impacts, the angle? increase to 10... 12°. For non-free planing, it is recommended that the main planing angle is ? = 20…45°. For finishing operations (for scraping), it is advisable to reduce the angle ?1 to 0.
Carbide cutters are cutters equipped with carbide inserts that provide high performance and are most widely used in practice.
The plates are attached to the holder by soldering or mechanically. Solid carbide cutters are made only in small sizes (they are used in instrument making and the watch industry).
The use of soldering standard carbide inserts of various shapes makes it possible to obtain compact cutter designs. The latter, after sharpening, have optimal values of geometric parameters and are characterized by the effective use of carbide due to repeated regrinding. However, soldering has such a significant drawback as the appearance of internal thermal stresses in the junction and in the plates themselves due to the large difference (about 2 times) in the linear expansion coefficients of the carbide alloy and the steel holder. During cooling after soldering, the stresses that arise lead to the formation of microcracks in the plates, which open during sharpening or during the cutting process. Microcracks lead to chipping and even plate breakage. Typically used technological methods for relieving stress: relaxation by slowing down the cooling rate, using expansion pads and others - do not completely solve this problem. You can get rid of stress only by using replaceable polyhedral plates (SMP), which are mechanically attached to the tool body. As the plates become dull, the cutting edges are renewed by rotating them, which ensures their quick replacement and does not require regrinding.
Tools equipped with SMP, compared to brazed ones, have the following advantages:
1) higher strength, reliability and durability;
2) lower costs for replacement and disposal of plates;
3) less equipment downtime when replacing and adjusting tools, which is especially important when operating modern expensive CNC machines and automatic lines;
4) more favorable conditions for applying wear-resistant coatings to the plates, which can significantly (up to 4-5 times) increase their durability, and therefore the productivity of the cutting process;
5) lower losses of critically scarce materials (tungsten, cobalt, tantalum, etc.) due to an increase in the return of wafers for processing.
Disadvantages of instruments equipped with SMP:
1) high cost due to their high accuracy, and therefore the high labor intensity of manufacturing plates and tools in general;
2) increased dimensions of tool bodies due to the need to place plate fastening elements in them;
3) the impossibility of fully ensuring the optimal geometry of the cutting part of the tool due to the given shape of the plates and the conditions of their fastening.
According to the number of cutting edges and shapes, the plates have different designs, specified in international and national standards. 11 some of them are shown in Fig. 2.4, a.
The geometric parameters of tools equipped with SMP are determined statically during the manufacture of inserts and adjusted when they are secured in the tool body (holder) taking into account the kinematics of the machine and cutting conditions.
According to geometric parameters, SMPs are divided into:
a) negative (?=0°, ?=0°);
b) positive (?= 0°,? > 0°);
c) negative-positive (?> 0°, ? = 0°)
The clearance angle when installing negative and negative-positive inserts is created due to their rotation when mounted in the cutter holder. In this case, for negative plates the front angles become negative, that is (-?) = ?, for negative-positive plates the angle is ? decreases by the angle ?. The positive plates have an angle of ? is equal to the angle of rotation of the plate clockwise, and the angle ? decreases by the same amount.
There are many designs of cutters that differ in the method of fastening the SMP, some of which are made with holes for ease of fastening. Analysis of numerous design solutions for fastening plates allowed us to reduce them to the following fastening schemes (according to ISO):
a) clamping from above;
b) with a lever through the hole pressing against the side walls of the socket;
c) a screw with a conical head;
d) with a pin through the hole and a clamp from above.
Some examples of the design of these circuits on cutters are shown in Fig. 2.5.
Negative and negative-positive plates are most often fastened using a clamp from above (scheme a) or according to scheme d. The latter provides a more reliable fastening. Screw fastening (diagram c) is used for lightly loaded plates and is simple and compact.
In incisors, plates with a hole are most common. This ensures free flow of chips along the front surface and significantly smaller dimensions of the fastening elements placed in the holder body.
Non-standard fastening schemes for carbide plates of non-standard shape are possible. An example of this are cutting cutters (Fig. 2.5, e), developed (Sweden). Here, the plate is fastened by forces of elastic deformation of the holder groove wall.
Cutters equipped with ceramics and synthetic super-hard materials. These materials have high hardness, wear and heat resistance, due to which they provide a significant increase in productivity and durability, high precision and quality of the machined surface. Their disadvantage is the low strength of the cutting wedge, which limits their scope of application. They have shown the greatest efficiency in finishing turning of steels, especially hardened ones, cast irons of various hardnesses and even hard alloys with a cobalt content above 25%. In this case, processing must be carried out on high-precision, rigid, high-speed and powerful CNC machines of the latest generation.
Cutting ceramics are supplied in the form of non-grindable polyhedral inserts (GOST 25003-81) of round, square, triangular and rhombic shapes of various sizes. Negative ceramic plates are mounted mainly in the same holders as carbide plates, with a clamp on top (Fig. 2.6, a).
The group of superhard materials, as already noted, includes diamonds (natural and synthetic) and composites based on polycrystals of cubic boron nitride (CBN).
Since diamonds are very small in size, they are fastened by soldering, caulking or mechanically. The diamond is fastened by soldering either directly into the holder (Fig. 2.6, b) or using intermediate inserts (Fig. 2.6, c). In the latter version, the insert is pressed and sintered together with the diamond using powder metallurgy. The mechanical fastening of the diamond is shown in Fig. 2.6, g.
Geometric parameters for sharpening diamond cutters: ? = 0…-50, ? – 8… 12°, ? = 15…45°.
The top of the cutter in plan is made with a rounded r = 0.2...0.8 mm or with several chamfers (facets) (Fig. 2.6, d). In the section normal to the cutting edge, the radius of curvature of the cutting wedge reaches ? < 1 µm. Thanks to this, diamond turning makes it possible to reduce the roughness of the machined surface to Ka = 0.08... 0.32 microns and increase the processing accuracy to JT 5...7.
When turning and boring non-ferrous metals, plastics and composite materials, the durability of diamond cutters is many times higher than the durability of carbide cutters. Diamond cutters can operate for more than 200...300 hours without adjustments and tool changes, which is especially important for automated production, while diamonds weighing 0.5...0.6 carats allow 6...10 resharpenings.
When turning parts made of hardened carbon steels, alloyed corrosion-resistant and heat-resistant steels and alloys, as well as high-strength cast irons, cutters equipped with polycrystalline superhard materials (PSTM) made of cubic boron nitride are used. Currently, the industry has mastered the production of such plates of trihedral, round, square and rhombic shapes of small sizes with an inscribed circle diameter d = 4... 12.7 mm, thickness 3...5 mm (? = 0, ? = 0...110). Such plates are fastened by clamping from above.
In recent years, two-layer plates have begun to be used, which are a carbide plate with a layer of cubic boron nitride polycrystals deposited on its outer surface with soldering on its corners (Fig. 2.6, e). Such inserts are larger in size and can be mechanically fastened in holders used for fastening carbide inserts.
Lecture 12