Home → Equipment for machine tools → Lathe chucks → Lathe chucks 400 mm
All brands BelTAPAZ (Belarus) BZSP (Belarus)
400 mm lathe chucks are presented in two designs - these are four-jaw lathe chucks with independent movement of the jaws, complying with GOST 3890: 7103-0020, 7103-0058, 7103-0013 and self-centering spiral rack chucks in accordance with GOST 2675-80: 7100-0016, 7100-0015, 7100-0043, 7100-0044, 7100-0045, 7100-0046 and 7100-0065 accuracy class from P to A. Mounting chucks on the machine spindle - according to the type of chuck.
| Fastening: | All Camlock - mounting on the flanged ends of spindles according to GOST 26651 (DIN 55029) On a cone under a rotary washer (DIN 55027, GOST 12593) Through on a cone from the side of the cams (DIN 55026, GOST 12595) Cylindrical (DIN 6350, GOST 3889) |
| Number and size of mounting holes: | All 4xM16 4xM18 6xM20x1.5 6xM22x1.5 6xM16 6xM18 6xM20 |
| Conventional spindle end size (taper): | All |
| Number of jaws: | All 3-jaw 4-jaw |
| Chuck design: | All independent movement of the cams is helical rack and pinion (self-centering) |
| Reset filter |
Similar product
- Not available
More detailsSelf-clamping drill chuck (dia. 1mm-16mm B18)
0 out of 5
RUB 2,080.00
More details
- -19%
Add to cart
ER40-55, collet chuck for lathes with chuck dia. 80 mm
0 out of 5
Collet chuck for lathes equipped with a lathe chuck dia. 80 mm; Seat: dia. 55mm Material: 45 steel Hardness: HRC40-45 Concentricity: 0.02mm
Jaws for four-jaw lathe chucks with independent jaw movement
| Cartridge designation | Cam model | Outer diameter of chuck D, mm |
| 7103-0002 | 7103-0045/004 | 250 |
| 7103-0044 | ||
| 7103-0045 | ||
| 7103-0003 | 7103-0045/004-01 | 315 |
| 7103-0012 | ||
| 7103-0047 | ||
| 7103-0005 | 7103-0013/004 | 400 |
| 7103-0013 | ||
| 7103-0020 | ||
| 7103-0058 | ||
| 7103-0006 | 7103-0052/004 | 500 |
| 7103-0014 | ||
| 7103-0021 | ||
| 7103-0052 | ||
| 7103-0007 | 7103-0053/004 | 630 |
| 7103-0015 | ||
| 7103-0022 | ||
| 7103-0053 | ||
| 7103-0008 | 7103-0054/004 | 800 |
| 7103-0023 | ||
| 7103-0054 | ||
| 7103-0011 | 1000 | |
| 7103-0057 | ||
| 7103-0024 | ||
| 7103-0062 | 1250 | |
| 7103-0063 | ||
| 7103-0064 |
Classifications
Conventionally divided into two groups:
- Cam. Movable segments (cams) fix the part. They differ from each other in design and purpose.
- Collet. Depending on the working position of the collet, which secures the part in the desired position, lathe chucks of this type are distinguished:
- with retractable collet;
- fixed collet;
- retractable collet.
Double cam
Self-centering double-jaw chucks. All parts of the product are made of steel; moving parts are subjected to heat treatment, which increases their strength characteristics and wear resistance.
Provide self-centering and fixation of untreated surfaces of workpieces. The dimensions of the working diameter of the chuck are standardized and vary from 125 to 400 mm.
Mounting cartridge used:
- complex shaped parts;
- non-cylindrical and asymmetrical workpieces.
Three-jaw
The locking mechanism of the 3-jaw chuck is made:
- with rack and pinion mechanism;
- with spiral disc.
Rack and pinion
More precisely, a chuck with a spiral disk has a more powerful clamping of the workpiece. Can be used in small-scale or piece production.
Four-jaw
The four-jaw chuck is used when processing asymmetrical workpieces. Allows you to machine a part off-center or when boring holes along different axes.
The product is attached by two pairs of independent holders in mutually perpendicular planes and ensures complete alignment of the spindle axis with the surface being processed.
The cam can be solid or assembled. The chuck with a prefabricated jaw has a base and a mounted jaw. The assembly cam is placed in the groove of the main element and has free radial movement without loss of stability.
This ensures double keyed fastening. The advantage of the design is the rigidity of fixation and ease of use.
Six-jaw
The fixing force is distributed between six cams, which allows you to fasten a thin-walled part without fear of its destruction or deformation.
Self-assembly of the cartridge according to the drawings
Self-assembly does not take much time. This is a fairly simple process. The main thing is to understand the mechanism of operation of the device. As a last resort, you can order such miniature equipment from a professional turner. He will assemble any variation from the available parts. Homemade models cost significantly less than those ordered from production.
The frame is put on first. Installing the part makes it possible to secure the cartridge.
Installing the chuck itself on the spindle
The mechanism is being secured. Do not press or bore parts. At this stage, fastening occurs with previously prepared bolts of suitable size.
Consolidation
After checking the quality of the wrapping, the final assembly of the mechanism is carried out. The bolts are screwed using a wrench.
Tools are installed on a homemade cartridge. Carried out after checking the assembly with bolts.
Releasing the cartridge
Once the workpiece is screwed in, the frame is no longer needed. It is carefully removed.
It is imperative to check the functionality of the self-made mechanism. The product is placed in a lathe. Several smooth turns are made and the clarity of the fastening is checked. The specialist assesses the level of centralization and whether objects move.
Homemade cartridges must be periodically serviced. They are completely disassembled, the inside is cleaned, and then dried in the fresh air. Lubricated with regular oil. If the product is going to be stored, then this must be done according to the rules. Bend the fists into the central part, plug the hole tightly with a rag.
Such storage will ensure the integrity of the cartridge, since it cannot be damaged mechanically, and dust will not settle in the hole in the equipment structure. Before use, the old cartridge is lubricated and runs for up to 10 minutes at a smooth, slow speed.
Lathe chuck BISON Poland 4-jaw self-centering spiral manual
Scientific and technological progress in all sectors of social production means the continuous development and improvement of tools and objects of labor, the creation of fundamentally new machines, materials, energy sources, technological processes, as well as related progressive forms of production organization.
The leading role in solving these problems belongs to mechanical engineering, which creates the most active part of fixed production assets and largely determines the pace of technical progress, the growth of social production and its efficiency.
Mechanical engineering products ensure the creation of not only our own technological base, but also a technological base for other industries, and also largely determine the level of development of the country's socio-economic system and its national security.
An important and integral part that serves for the uninterrupted supply of products to the engineering industry are lathes, screw-cutting lathes, drilling, boring, milling and other machines.
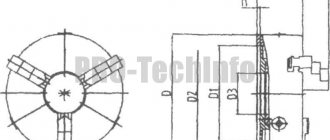
BISON-BIAL lathe chucks are an integral part of all lathes; the number of their design varieties is very large. Below is a conceptual diagram of the BISON-BIAL lathe chuck :
Possessing a powerful but sensitive mechanism, the BISON-BIAL lathe chuck allows you to securely fasten parts with high accuracy of their centering, both for high-speed processing and for more delicate work.
The BISON-BIAL lathe chuck can be installed on the spindle of a machine tool or device either directly on a tapered end fit or through adapter flanges.
Adapter flanges provide the ability to attach BISON-BIAL lathe chucks with standard mounting bases to any other various spindle mounting bases, in particular threaded ones.
Also used in the standard version are mounting cartridges on Morse cones of various numbers. There can be any number of non-standard options for attaching cartridges to the spindles of different machines and mechanisms.
Self-centering lathe chucks can be of 4 types of fastening:
1) on a flange (with a cylindrical centering collar) GOST 2675-80, GOST 3889-80, DIN 6350;
2) on a cone for a rotating faceplate - GOST 2675-80, GOST 12593-93, DIN 55027;
3) on a cone with through fastening GOST 2675-80, GOST 12595-2003, DIN 55026;
4) on a cone with Camlock fastening - GOST 26651-85, DIN 55029.
According to design, there are BISON-BIAL lathe chucks with solid hardened jaws (version 1) and with assembled jaws (version 2) .
Solid straight jaws SJZ allow you to clamp the workpiece from its outer side, reverse hardened jaws SJW clamp the workpiece from the inside. Solid hardened cams are made from forgings with a tensile strength σB of at least 500 MPa and heat treatment of the clamping and rubbing working surfaces to a hardness of at least 43 HRCE.
For non-standard machined parts, raw SGM cams or linings are used. The turner gives the raw cam the necessary configuration in accordance with his needs, then hardens it.
The assembled jaws consist of a hardened SP rack (main jaw) and a top jaw. They are more often used when it is necessary to frequently change direct/reverse jaws, or in BISON-BIAL lathe chucks with a large outer diameter , where frequent change of jaws is difficult due to inconvenience, the large mass of the chuck and the jaw itself.
On lathes, two-, three- and four-jaw lathe chucks BISON-BIAL (BISON-BIAL) with manual and mechanized clamping drive .
In two-jaw self-centering lathe chucks BISON-BIAL (BISON-BIAL) various shaped castings and forgings are fixed; The jaws of such lathe chucks BISON-BIAL (BISON-BIAL) , as a rule, are designed to secure only one part.
In three-jaw self-centering lathe chucks BISON-BIAL (BIZON-BIAL) workpieces of round and hexagonal shapes or round rods of large diameter are secured. They are the most popular due to the speed of centering and clamping of parts, which is important for small-scale production.
In four-jaw self-centering lathe chucks BISON-BIAL (BIZON-BIAL) rods of square section are fixed, and in chucks with individual adjustment of the jaws - parts of rectangular or asymmetrical shape.
The most widely used three-jaw self-centering lathe chuck of the Polish plant BISON-BIAL (BISON-BIAL) model 3534-250-6 (3-spiral chuck; 5-3-jaw/steel body; 3 – type C fit according to DIN 55027; 4 – solid jaws (SJZ – straight and SJW – reverse); 250 – diameter of the lathe chuck and fit on a conventional Morse taper – 6, total lathe chuck BISON-BIAL (BISON-BIAL) 3534-250-6 , you can also consider this way any BISON-BIAL lathe chuck (BISON-BIAL) and decipher its markings, below is a table of codes of Polish BISON-BIAL lathe chucks (BISON-BIAL) , all running models of BISON-BIAL lathe chucks (BISON-BIAL) and standard sizes are widely presented on warehouse of RDA Group LLC in Moscow .
The main part of the three-jaw chuck BISON-BIAL (BISON-BIAL) with manual clamping is a body made of cast iron or steel. BISON-BIAL lathe chucks with a steel body are more expensive, but they can withstand higher rpm compared to a cast iron body.
In the inner part of the body of the BISON-BIAL lathe chuck there is a part, one end of which is made in the form of a bevel gear, and at the other end an Archimedean spiral is cut. This part is called a spiral disk, which is also called in technical jargon - Archimedean spiral, spiral, snail, planetary.
As a rule, the BISON-BIAL lathe chuck has two sets of jaws - straight jaws SJZ for fastening parts in compression and expansion, and reverse jaws SJW for fastening parts with large diameters in compression. Many manufacturers include in the standard set of the BISON-BIAL lathe chuck (BISON-BIAL) or supply separately a set of SP cam racks on which nozzles made of non-hardened steel of any shape can be attached.
These replacement attachments are commonly called wet cams.
In terms of centering accuracy, cartridges can be of different classes. Class 1 according to DIN standards or class A according to GOST 1654-86 are the highest in accuracy.
Chuck jaws, for example, with a diameter of 250 mm, with maximum hand effort, develop a pressure of up to 4.5 tons. A disproportionate clamping force on the chuck can lead to defective parts, expressed in the crushing of its finishing surface, deformation of a thin-walled part, or it can simply break the fragile material of the part.
The other side of the disproportionate force, namely insufficiently reliable clamping, can lead to the part being torn out of the jaws by cutting forces or to the part turning in the jaws.
Therefore, different clamping forces should be applied to parts depending on their processing conditions.
The chuck jaws have a serial number, the same as the grooves in the BISON-BIAL lathe chuck in which they are installed. The numbers of the cams are stamped on the non-working surfaces of their grooves, and the numbers of the cartridge sockets corresponding to the cams are stamped on the inner ends of the cam grooves. In addition, the numbering of the cams is indicated by the size of their inlet part on the comb. The first cam has a smaller lead-in value and as the lead-in size increases, the numbering increases. When the key is rotated counterclockwise, the cams disengage with the Archimedean spiral and are easily removed from their grooves.
Operational features 2n125
This machine can easily cope with those tasks that are beyond the power of desktop drilling units. It is equipped with simple and convenient manual controls, which makes working with it productive and enjoyable. The machine is also equipped with a folding lifting table, which can be considered a plus in favor of ergonomics and functionality. With the help of additional devices, you can also significantly expand the scope of application of this technology.
The experience of many craftsmen shows that 2n125 is very convenient for processing parts with small dimensions and weight. It is for these purposes that the technology is ideal. At the same time, the master can be confident in the unpretentiousness of the unit itself. Decades of practice show that stable maintenance of these machines allows you to work on them for a very long time without serious breakdowns.
Electric reverse allows you to obtain high-quality threads with manual control of the tap. The 2n125 vertical drilling machine automatically turns off when the drill reaches the required depth. The drilling depth control mechanism simultaneously functions as a fuse, which prevents it from causing a breakdown under increased loads.
The technical characteristics of 2n125 are as follows:
- Maximum drilling diameter – 25 mm;
- Table dimensions – 400x450 mm;
- Head installation movement – 170 mm;
- Maximum table travel – 270 mm;
- Machine weight – 880 kg;
- Dimensions - 915x785x2350 mm.
conclusions
If an ordinary tabletop machine is not suitable for performing the assigned tasks, then you can pay attention to the 2n125 model. This compact domestically produced unit has three main advantages that make its purchase very rational
This means low price, long service life and high performance. If these advantages are a priority for you, then purchasing a 2n125 machine will not disappoint you.