Главная → Оснастка для станков → Патроны токарные → Патроны токарные 400 мм
Все бренды БелТАПАЗ (Беларусь) БЗСП (Беларусь)
Патроны токарные на 400 мм представлены в двух конструкциях – это патроны токарные четырехкулачковые с независимым перемещением кулачков, соответствуют ГОСТ 3890: 7103-0020, 7103-0058, 7103-0013 и самоцентрирующиеся спирально-реечные патроны по ГОСТ 2675-80: 7100-0016, 7100-0015, 7100-0043, 7100-0044, 7100-0045, 7100-0046 и 7100-0065 классом точности от П до А. Крепление патронов на шпиндель станка — согласно типа патрона.
| Крепление: | Все Кэмлокк — крепление на фланцевые концы шпинделей по ГОСТ 26651 (DIN 55029) На конус под поворотную шайбу (DIN 55027, ГОСТ 12593) Сквозное на конус со стороны кулачков (DIN 55026, ГОСТ 12595) Цилиндрическое (DIN 6350, ГОСТ 3889) |
| Количество и размер крепежных отверстий: | Все 4хМ16 4хМ18 6xМ20х1,5 6xМ22х1,5 6хМ16 6хМ18 6хМ20 |
| Условный размер конца шпинделя (конус): | Все |
| Количество кулачков: | Все 3-х кулачковый 4-х кулачковый |
| Конструкция патрона: | Все независимое перемещение кулачков спирально-реечный (самоцентрирующийся) |
| Сбросить фильтр |
Похожий товар
- Нет в наличии
ПодробнееСверлильный патрон самозажимной (диа. 1мм-16мм B18)
0 out of 5
2,080.00 руб.
Подробнее
- -19%
В корзину
ER40-55,патрон цанговый для токарных станков с патроном диа.80 мм
0 out of 5
Цанговый патрон для токарных станков, оснащенных токарным патроном диа.80 мм; Посадочное место: диа. 55 мм Материал: сталь 45 Твердость: HRC40-45 Соосность: 0,02 мм
Кулачки для четырехкулачковых токарных патронов с независимым перемещением кулачков
| Обозначение патрона | Модель кулачков | Наружный диаметр патрона D, мм |
| 7103-0002 | 7103-0045/004 | 250 |
| 7103-0044 | ||
| 7103-0045 | ||
| 7103-0003 | 7103-0045/004-01 | 315 |
| 7103-0012 | ||
| 7103-0047 | ||
| 7103-0005 | 7103-0013/004 | 400 |
| 7103-0013 | ||
| 7103-0020 | ||
| 7103-0058 | ||
| 7103-0006 | 7103-0052/004 | 500 |
| 7103-0014 | ||
| 7103-0021 | ||
| 7103-0052 | ||
| 7103-0007 | 7103-0053/004 | 630 |
| 7103-0015 | ||
| 7103-0022 | ||
| 7103-0053 | ||
| 7103-0008 | 7103-0054/004 | 800 |
| 7103-0023 | ||
| 7103-0054 | ||
| 7103-0011 | 1000 | |
| 7103-0057 | ||
| 7103-0024 | ||
| 7103-0062 | 1250 | |
| 7103-0063 | ||
| 7103-0064 |
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанги, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.
Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.
Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.
Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.
Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Оправа надевается первой. Установка детали дает возможность закрепить патрон.
Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.
Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.
Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Патрон токарный BISON Польша 4-х кулачковые самоцентрирующие спиральные ручные
Научно-технический прогресс во всех отраслях общественного производства означает непрерывное развитие и совершенствование орудий и предметов труда, создание принципиально новых машин, материалов, источников энергии, технологических процессов, а также связанных с ними прогрессивных форм организации производства.
Ведущая роль в решении этих задач принадлежит машиностроению, которое создает наиболее активную часть основных производственных фондов, в значительной степени определяет темпы технического прогресса, роста общественного производства и его эффективности.
Продукция машиностроения обеспечивает создание не только собственной технологической базы, но и технологической базы для других отраслей промышленности, а также во многом определяет уровень развития социально-экономической системы страны и ее национальной безопасности.
Важной и неотъемлемой частью, служащей для бесперебойного обеспечения продукцией машиностроительной отрасли, являются токарные, токарно-винторезные, сверлильные, расточные, фрезерные и др. станки.
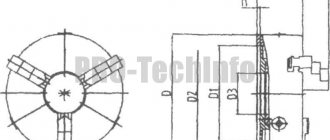
Патроны токарные БИЗОН (BISON-BIAL) — неотъемлемая принадлежность всех токарных станков, число их конструктивных разновидностей очень велико. Ниже представлена концептуальная схема токарного патрона BISON-BIAL (БИЗОН-БИАЛ):
Обладая мощным, но чувствительным механизмом, токарный патрон BISON-BIAL(БИЗОН-БИАЛ) позволяет надежно крепить детали с высокой точностью их центрирования, как для выполнения высокорежимной обработки, так для более тонких работ.
Токарный патрон BISON-BIAL (БИЗОН-БИАЛ) может устанавливаться на шпиндель станка или устройства как непосредственно на конусно-торцевую посадку, так и через переходные фланцы.
Переходные фланцы обеспечивают возможность крепления токарных патронов BISON-BIAL (БИЗОН-БИАЛ) со стандартными посадочными базами на любые другие различные посадочные базы шпинделей, в частности резьбовые.
Также применяются в стандартном исполнении посадки патронов на конуса Морзе различных номеров. Нестандартных вариантов крепления патронов к шпинделям разных станков и механизмов может существовать сколько угодно.
Самоцентрирующие токарные патроны могут быть 4 типов крепления:
1) на фланец (с цилиндрическим центрирующим пояском) ГОСТ 2675-80, ГОСТ 3889-80, DIN 6350;
2) на конус под поворотную планшайбу – ГОСТ 2675-80, ГОСТ 12593-93 , DIN 55027;
3) на конус со сквозным креплением ГОСТ 2675-80, ГОСТ 12595-2003, DIN 55026;
4) на конус с креплением Кэмлокк – ГОСТ 26651-85, DIN 55029.
По исполнению различают токарные патроны БИЗОН (BISON-BIAL) с цельными калеными кулачками (исполнение 1) и со сборными кулачками (исполнение 2).
Цельные прямые кулачки SJZ позволяют зажимать обрабатываемую деталь за ее внешнюю сторону, обратные каленые кулачки SJW зажимают деталь изнутри. Цельные каленые кулачки изготавливаются из поковки с пределом прочности σB не менее 500 МПа и термообработкой зажимных и трущихся рабочих поверхностей до твердости не менее 43 HRCЭ.
Для нестандартных обрабатываемых деталей используют сырые кулачки SGM либо накладки. Токарь придает сырому кулачку необходимую конфигурацию в соответствии со своими потребностями, затем закаливает.
Сборные кулачки состоят из каленой рейки SP (основного кулачка) и накладного кулачка. Их чаще используют при необходимости частой смены прямых/обратных кулачков, либо в токарных патронах BISON-BIAL (БИЗОН-БИАЛ) с большим наружным диаметром, где частая смена кулачков затруднена из-за неудобства, большой массы патрона и самого кулачка.
На токарных станках применяют двух-, трех- и четырехкулачковые токарные патроны BISON-BIAL (БИЗОН-БИАЛ) с ручным и механизированным приводом зажима.
В двухкулачковых самоцентрирующих токарных патронах BISON-BIAL (БИЗОН-БИАЛ) закрепляют различные фасонные отливки и поковки; кулачки таких токарных патронов BISON-BIAL (БИЗОН-БИАЛ), как правило, предназначены для закрепления только одной детали.
В трехкулачковых самоцентрирующих токарных патронах BISON-BIAL (БИЗОН-БИАЛ) закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. Они являются наиболее популярными благодаря быстроте центровки и зажима деталей, что важно при мелкосерийном производстве.
В четырехкулачковых самоцентрирующих токарных патронах BISON-BIAL (БИЗОН-БИАЛ) закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы.
Наиболее широко применяют трехкулачковый самоцентрирующий токарный патрон польского завода BISON-BIAL (БИЗОН-БИАЛ) модели 3534-250-6 (3-патрон спиральный; 5- 3-х кулачковый/стальной корпус; 3 – посадка по типу С согласно DIN 55027; 4 – кулачки цельные (SJZ – прямые и SJW – обратные); 250 – диаметр токарного патрона и посадка на условный конус Морзе – 6, итого патрон токарный BISON-BIAL (БИЗОН-БИАЛ) 3534-250-6, так же таким способом можно рассмотреть любой токарный патрон BISON-BIAL (БИЗОН-БИАЛ) и расшифровать его маркировку, ниже приведена таблица кодов польских токарных патронов BISON-BIAL (БИЗОН-БИАЛ), все ходовые модели токарных патронов BISON-BIAL (БИЗОН-БИАЛ) и типоразмеры широко представлены на складе ООО «РДА Групп» в городе Москве.
Основной деталью трехкулачкового патрона BISON-BIAL (БИЗОН-БИАЛ) с ручным зажимом является корпус из чугуна или стали. Токарные патроны BISON-BIAL (БИЗОН-БИАЛ) со стальным корпусом дороже, но они позволяют выдержать более высокие обороты в минуту по сравнению с чугунным корпусом.
Во внутренней части корпуса токарного патрона BISON-BIAL (БИЗОН-БИАЛ) находится деталь, один торец которой выполнен в форме конической шестерни, а на другом торце нарезана архимедова спираль. Эта деталь называется спиральный диск, который еще называют технически-жаргонно — архимедовой спиралью, спиралью, улиткой, планетаркой.
Как правило, комплектов кулачков у патрона токарного BISON-BIAL (БИЗОН-БИАЛ) два — прямые кулачки SJZ для крепления деталей на сжим и разжим и обратные кулачки SJW для крепления на сжим деталей с большими диаметрами. Многие производители вводят в стандартный набор токарного патрона BISON-BIAL (БИЗОН-БИАЛ) или поставляют отдельно еще и комплект кулачковых реек SP на которые могут крепиться произвольные по формам насадки из незакаленной стали.
Эти сменные насадки принято называть сырыми кулачками.
По точности центрирования патроны могут быть разных классов. Класс 1 по стандартам DIN или класс А по ГОСТу 1654-86 самый высокие по точности.
Кулачки патрона, например, диаметром 250мм при максимальном усилии рук развивают давление до 4,5 тн. Несоразмерное усилие зажима патрона может привести к браку детали, выраженному в смятии ее чистовой поверхности, деформации тонкостенной детали, а может и просто сломать хрупкий материал детали.
Другая сторона несоразмерности усилия, а именно недостаточно надежный зажим может привести к вырыванию детали из кулачков силами резания или к провороту детали в кулачках.
Поэтому следует применять различные усилия зажатия деталей в зависимости от условий их обработки.
Кулачки патрона имеют порядковый номер, такой же, как и пазы в токарном патроне BISON-BIAL (БИЗОН-БИАЛ), в которые они установлены. Номера кулачков выбиваются на нерабочих поверхностях их пазов, а номера гнезд патрона, соответствующие кулачкам — на внутренних торцах кулачковых пазов. Кроме этого на нумерацию кулачков указывает размер их входной части на гребенке. Меньший величина захода у первого кулачка и с увеличением размера захода увеличивается нумерация. При вращении ключа против часовой стрелки кулачки выходят из зацепления с архимедовой спиралью и легко вынимаются из своих пазов.
Эксплуатационные особенности 2н125
Данный станок способен легко справиться с теми задачами, которые не под силу настольным сверлильным агрегатам. Он укомплектован простым и удобным ручным управлением, что делает работу на нем продуктивной и приятной. Также станок оснащен откидным подъемным столом, что можно считать плюсом в пользу эргономичности и функциональности. С помощью дополнительных приспособлений можно также существенно расширить сферу применения этой техники.
Опыт многих мастеров показывает, что 2н125 очень удобен для обработки деталей с небольшими габаритами и массой. Именно для этих целей техника подходит идеально. При этом мастер может быть уверен в неприхотливости самого агрегата. Практика десятилетий показывает, что стабильное обслуживание этих станков позволяет работать на нем очень долго без серьезных поломок.
Электрореверс позволяет получать качественную резьбу при ручном контроле метчика. Вертикально-сверлильный станок 2н125 автоматически выключается в случае достижения сверлом нужной глубины. Механизм контроля глубины сверления одновременно выполняет функцию предохранителя, который не дает возможность спровоцировать поломку при повышенных нагрузках.
Технические характеристики 2н125 выглядят следующим образом:
- Максимальный диаметр сверления – 25 мм;
- Габариты стола – 400х450 мм;
- Установочное перемещение головки – 170 мм;
- Предельный ход стола – 270 мм;
- Масса станка – 880 кг;
- Габариты — 915х785х2350 мм.
Выводы
Если для выполнения поставленных задач обыкновенный настольный станок не подходит, то можно обратить внимание на модель 2н125. Этот компактный агрегат отечественного производства имеет три основных плюса, которые делают его покупку весьма рациональной
Это – низкая цена, долгий срок службы и при этом высокая производительность. Если эти преимущества для вас приоритетны, то покупка станка 2н125 не разочарует вас.