Изготовление
В качестве основы предлагается взять дешевый фрезерный станок с числовым программным управлением.
Для конструирования устройства шпинделя потребуется:
- электродвигатель (можно применить марку NTM серия 50-50, 5800 об/мин и мощностью 2 кВт);
- конусообразный вал;
- контроллер для электродвигателя;
- 2 подшипника;
- зажим в виде цанги;
- прибор для определения работоспособности, в том числе вычисления скоростных характеристик при вращении, углов наклона, шагов. Это устройство называется сервотестер.
Последний можно приобрести по низкой цене, важно лишь при выборе принять во внимание удобство крепления
- В конструктивном исполнении двигателя имеются два подшипника качения. На вал тоже следует установить два подшипника при помощи держателей. На удлиненном вале устанавливается цанговый зажим для закрепления фрезы. Такое приспособление отлично решает вопрос возникающих боковых нагрузок, которые могут возникнуть не только во время фрезерования металла, но и обработке дерева.
- Установка контроллера на самодельном устройстве способствует стабилизации крутящих моментов в случаях изменения нагрузки. Это необходимо при производстве чистовых операций.
Стабильность работы самодельного шпинделя можно регулировать за счет сервотестера.
Система охлаждения
Не важно, самодельный шпиндель или приобретенный, в конструкции обязательно должна быть предусмотрена система охлаждения
- Водяная. В корпусе имеются отверстия, специально предусмотренные для прохода воды. От нагрева металла выделяется тепло, которое принимает вода. Теплая жидкость выливается в емкость. Последняя зачатую мешает при обслуживании и ремонтах станка, поэтому наиболее распространен иной вид охлаждения.
- Воздушная. Воздухозаборники способствуют обдуванию подвергаемых нагреву элементов. Но недостаток существует и у этого устройства – фильтры быстро загрязняются, и их следует постоянно чистить. Но шпиндели, установленные на фрезерном станке при данной системе охлаждения, прослужат намного дольше.
Способы охлаждения
Охлаждение обычных электродвигателей организовано продувкой ребер на корпусе закрепленным на валу двигателя вентилятором. В закрытом корпусе шпинделя организовать охлаждение сложнее. Оно решается двумя способами – принудительной продувкой через вентиляционные решетки и каналы внутри корпуса или с помощью водяного охлаждения.
Водяное охлаждение чаще встречается на промышленных станках. Требует дополнительных устройств, трубопроводов, но охлаждает систему значительно эффективнее, чем воздух.
Паспорт станка 2620
Данное руководство по эксплуатации «Паспорт станка 2620» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации горизонтально-расточного станка 2620.
НАЗНАЧЕНИЕ РАСПАКОВКА И ТРАНСПОРТИРОВКА МОНТАЖ И УСТАНОВКА
- Фундамент
- Монтаж станка
- Установка станка
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ ПАСПОРТ
- Паспортные данные
- Механика станка
- Комплектация станка
- Органы управления станка
- Кинематика станка
- ОПИСАНИЕ
- Общее устройство станка
- Конструкция узлов станка
- Станина
- Шпиндельная бабка
- Стол
- Задняя стойка
- Электрооборудование па станке
- Принадлежности
- Оптические устройства
- Электрооборудование
- Кинематика станка
ОПИСАНИЕ
- Цепь главного движения
- Цепь подач
- Управление станком
- Вращение
- Перемещение подвижных органов станка
- Зажимы подвижных органов станка
- Блокировки станка
СМАЗКА УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
- Измерение перемещений подвижных органов станка
- Оптические устройства
- Механизм точного останова по координатам
- Принцип действия механизмов точного останова
- Установка шкалы индикатора механизма точного останова
- Настройка штанг с упорами
- Нарезание резьбы
ИНСТРУКЦИЯ ПО РЕГУЛИРОВКЕ
- Регулировка подшипников шпиндельного устройства
- Полый шпиндель (станков моделей 2620 и 2620А)
- Полый шпиндель (станков моделей 2622 и 2622А)
- Шпиндель планшайбы
- Расточный шпиндель
- Регулировка зазора в винтовой паре привода перемещения радиального суппорта (для станков моделей 2620 и 2620А)
- Регулировка упорных шарикоподшипников опоры винта в хвостовой части
- Регулировка центрального предохранителя от перегрузки
- Порядок регулировки
- Регулировка зажимных устройств
- Зажим шпиндельной бабки
- Зажим поворотного стола
- Регулировка зажимов
- Регулировка устройства отсчета угла поворота стола через каждые 90°
УКАЗАНИЯ ПО РЕМОНТУ
- Ремонт станка
- Особые указания о возможных ошибках при ремонте
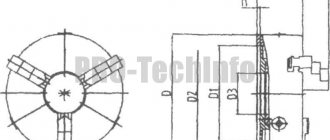
Концы шпинделей фланцевые под поворотную шайбу ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
Пример применения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу
Размеры фланцевых концов шпинделей под поворотную шайбу
Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
- Условный размер конца шпинделя 3 и 4;
- Условный размер конца шпинделя 5, 6, 8;
- Условный размер конца шпинделя 11, 15, 20.
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Сверлильные аппараты для использования в производственных условиях
Достаточно взглянуть на чертежи или фото производственных сверлильных станков, чтобы понять, что они представляют собой значительно более сложные устройства, чем бытовые модели. Большая часть моделей таких станков – это универсальное оборудование, позволяющее выполнять не только сверление по металлу и прочим материалам, но и ряд других технологических операций.
Многошпиндельный сверлильный станок GILLARDON RF 25
К производственным сверлильным станкам относятся устройства следующих категорий.
Станки настольного типа
Такие станки отличаются небольшими размерами и незначительным весом. Их применяют для сверления отверстий, имеющих небольшой диаметр.
Вертикально-сверлильные (колонные) станки
Эти станки используют для оснащения мелкосерийных и единичных производств. С их помощью можно получать в заготовках из металла отверстия, диаметр которых находится в интервале 18–75 мм.
Радиально-сверлильные аппараты
Данное оборудование служит для обработки массивных деталей из металла или заготовок, в которых необходимо сформировать отверстия с центрами, расположенными по дуге окружности. Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Координатно-сверлильные устройства
Использование таких станков актуально в тех случаях, когда предъявляются высокие требования к точности расположения нескольких отверстий в детали.
Горизонтально-сверлильные аппараты
На этих устройствах обрабатывают отверстия, отличающиеся значительной глубиной (валы, оси, штоки и др.).
Центровальные станки
Такое оборудование используется для формирования центровых отверстий, расположенных на торцах обрабатываемых деталей.
Многошпиндельные станки
На агрегатах, оснащенных несколькими шпиндельными головками, может одновременно выполняться обработка множества отверстий, расположенных в вертикальной, горизонтальной и наклонной плоскостях.
Комбинированные станки
На устройствах сверлильно-фрезерной, сверлильно-токарной, сверлильно-долбежной и ряда других категорий могут одновременно выполняться различные технологические операции.
Универсальный сверлильно-фрезерный станок Stalex-LM1450-2
Наиболее распространенными считаются станки вертикально- и горизонтально-сверлильной группы. Многие современные модели сверлильных станков оснащают системами числового программного управления, что позволяет серьезно повысить производительность такого оборудования и обеспечить высокую точность обработки. Станки с такой системой управления используют преимущественно для оснащения серийных и крупносерийных производственных предприятий.
Среди специального сверлильного оборудования следует упомянуть магнитные станки, которые применяются для получения отверстий в крупногабаритных деталях. Такие устройства, оснащенные специальным магнитным основанием, размещаются непосредственно на поверхности обрабатываемой детали и надежно удерживаются на ней за счет мощного магнитного поля. Большим преимуществом станков данной категории является то, что их можно располагать в любом пространственном положении.
Уникальная конструкция магнитных станков предоставляет возможность обрабатывать металл там, где это невозможно сделать обычным оборудованием
Несмотря на то, что любой станок сверлильной группы можно использовать для получения отверстий в заготовках из различных материалов, для деревообрабатывающих и мебельных фабрик создаются особые модели, которые могут оснащаться одним или несколькими шпинделями, в том числе и рабочими головками поворотного типа. При помощи такого оборудования можно не только делать отверстия в деталях из древесины, но и создавать гнезда, пазы, удалять сучки.
Принцип работы
Шпиндельные узлы осуществляют два вида движения: вращательное и поступательное. Для определённой категории агрегатов предусмотрено одновременное применение обоих видов. Например, сверлильные, токарные, расточные, фрезерные в процессе обработки одновременно производят вращение детали (режущего инструмента) и осуществляют подачу к месту обработки.
Шпиндельные узлы станков выполняют одинаковую функцию. Все шпиндельные узлы металлорежущих станков имеют схожую конструкцию.
Принцип действия этого узла основан на получении вращательного движения от двигателя и обеспечении вращения режущего инструмента или заготовки. Способы передачи крутящего момента, крепления детали или инструмента зависят от принятой кинематической схемы.
Детализация основных узлов
Станина предназначена для правильного и устойчивого расположения основных узлов (бабок) во время любых нагрузок при эксплуатации. В металлорежущих станках станина может иметь вертикальное или горизонтальное положение. Основные требования к станине любой конструкции:
- устойчивость к вибрации;
- жесткость;
- термостойкость.
Многие типы станков оснащаются траверсой или поперечной балкой, передвигающейся по вертикальным рельсам. На траверсе есть горизонтальные рельсы, по которым передвигаются мобильные узлы. Таким механизмом оснащаются продольно-фрезерные, токарно-карусельные, строгальные, радиально-сверлильные станки. Двухстоечные токарно-карусельные станки дополнительно оборудованы порталом — перекладиной между верхними точками стоек. Портал придает конструкции дополнительную жесткость.
Направляющие — имеют большое значение для точности выполнения деталей, по ним передвигаются мобильные узлы.
Существует несколько разновидностей направляющих:
- качения;
- скольжения;
- комбинированные.
Направляющие быстро изнашиваются, поэтому к подбору материала и изготовлению этих узлов повышенное внимание. Используются серый чугун, сталь, бронза, пластики, композиты
Общие сведения об изделии
Вам будет интересно:Контрольные кабели – это… Описание, виды и применение
Данный механизм также называется мотор-шпинделем и образует собой одну из ключевых сборочных единиц современных дерево- и металлообрабатывающих станков. От его характеристик зависит производительность и еще в большей мере точность механического воздействия на заготовку. Как уже отмечалось, речь идет о целом комплексе элементов, формирующих основу шпиндельных узлов. Опоры, система смазки, уплотнители, средства для передачи крутящего момента и подшипниковые детали формируют базу данного механизма. Преимущественно это компоненты, которые выполняют поддерживающие и вспомогательные функции для обеспечения работы насадки в виде режущего инструмента.
Принято считать, что силовой потенциал станочного оборудования в первую очередь зависит от двигателя. Это справедливо, но лишь отчасти. Например, шпиндельные узлы металлорежущих станков имеют свой частотный диапазон вращения, обуславливая ограничительные условия для скоростей резки
Но важно понимать, что этот диапазон носит в большей мере функцию регулирующей настройки оптимального темпа обработки с поддержкой достаточно высокой точности
Вам будет интересно:Обозначение легирующих элементов в стали: классификация, свойства, маркировка, применение
Еще одна из ключевых функций шпинделя – это непосредственное удержание обрабатывающего инструмента, а в некоторых случаях и самой заготовки. Для такого рода креплений используются специальные зажимы и фиксаторы наподобие инструментальной оправки и патронов
Поэтому в выборе оснастки по размерам хвостовика и определении допустимых параметров обрабатывающего процесса важно учитывать характеристики шпинделя
Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
Основные требования к деталям
Шпиндели для станков с ЧПУ обладать следующими качествами:
- точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
- статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке;
- износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров;
- виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
Виды, типы, категории шпинделей
Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения. Устройства с жидкостным охлаждением часто применяются в высококачественных промышленных агрегатах на предприятиях нашей страны. Мотор эффективно охлаждается водой или тосолом. Такие шпиндели укомплектованы высокоскоростными железными подшипниками, не требующими дополнительного обслуживания. Управление этими устройствами осуществляется через частотные преобразователи. Фрезы крепятся в цанги и закрепляются гайкой. На современном рынке доступны устройства как европейских, так и китайских производителей.
Производство ШУ в России
Часть шпиндельных компонентов, требуемых для комплектации станков, отечественные производители выпускают на собственных станкостроительных мощностях, опираясь при этом на разработки и опыт еще советской промышленности. Практически не возникает проблем с изготовлением обычных приводных шпиндельных узлов для фрезерного станка или токарных агрегатов, которые не ориентируются на высокоточную обработку. Однако современные высокотехнологичные электрошпиндели производятся в России лишь частями и на основе импортных комплектующих. Связаны данные ограничения не только с отсутствием передовых технологий в этой области, но и с дефицитом квалифицированных кадров, которые должны решать инженерно-технические и производственные задачи.
Классификация шпинделей по типу, размеру и диаметру
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте .
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.
Принцип работы
Шпиндельные узлы осуществляют два вида движения: вращательное и поступательное. Для определённой категории агрегатов предусмотрено одновременное применение обоих видов. Например, сверлильные, токарные, расточные, фрезерные в процессе обработки одновременно производят вращение детали (режущего инструмента) и осуществляют подачу к месту обработки.
Шпиндельные узлы станков выполняют одинаковую функцию. Все шпиндельные узлы металлорежущих станков имеют схожую конструкцию.
Принцип действия этого узла основан на получении вращательного движения от двигателя и обеспечении вращения режущего инструмента или заготовки. Способы передачи крутящего момента, крепления детали или инструмента зависят от принятой кинематической схемы.
Передняя и задняя бабки токарного станка
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Горизонтально-расточной станок 2620
Горизонтально-расточной станок 2620 предназначен для обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 2000 кг.
На этом станке можно производить: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцевыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом при продольном движении стола.
В связи с тем, что станок может применяться в различных отраслях промышленности на всевозможных операциях, для обработки различных материалов, обслуживание станка следует осуществлять с учетом специфики их эксплуатации.
Электрооборудование плоскошлифовального станка
Вращение шлифовального круга на плоскошлифовальных станках всегда осуществляется от встроенного электродвигателя. Вертикальное движение шпинделя может осуществляться как вручную, так и с помощью серводвигателя. Основное преимущество использования серводвигателя — это наличие обратной связи по скорости и другим показателям.
Продольное и поперечное движения рабочего стола так же может осуществляться как вручную, так и с помощью двигателей. В данном случае используются гидравлические двигатели, так как они способны обеспечить максимально плавное движение рабочего стола, без рывков и задержек. Гидродвигатели в основном используются для продольного движения.
Все плоскошлифовальные станки KAMIOKA и L&W доступны как в ручном управлении, так и управлении с помощью электродвигателей.
Эксплуатационные свойства ШУ
Вам будет интересно:Мощность одной секции алюминиевого радиатора: особенности и отзывы
Жесткостью и точностью набор важных технико-физических показателей шпинделя не ограничивается. Среди других значимых свойств данного механизма стоит выделить:
- Вибростойкость. Способность ШУ к обеспечению стабильного вращения без колебаний. Полностью исключить вибрационный эффект представляется невозможным, однако благодаря тщательным конструкционным расчетам его удается минимизировать, снижая действие источников поперечных и крутильных колебаний наподобие пульсирующих сил в зоне обработки и крутящего момента в приводе станка.
- Быстроходность. Характеристика скорости шпиндельного узла, отражающая количество допустимых для оптимального рабочего состояния оборотов в минуту. Иными словами, предельно допустимая частота вращения, которая определяется конструкционными и технологическими качествами изделия.
- Нагрев подшипников. Интенсивное тепловыделение является естественным производным фактором при механической обработке на высоких скоростях. Поскольку нагрев может привести к деформации элементной базы, этот показатель должен рассчитываться в ходе проектирования. Наиболее чувствительным к тепловому воздействию компонентом узла является подшипник, изменение формы которого может нарушить функцию шпинделя. В целях снижения тепловых деформирующих процессов изготовители должны придерживаться норм допустимого нагрева наружных подшипниковых колец.
- Несущая способность. Определяется через коэффициент работоспособности шпиндельных подшипников в условиях предельно допустимых статических нагрузок.
- Долговечность. Временной показатель, указывающий на количество часов наработки изделия до капитального ремонта. При условии обеспечения сбалансированных показателей осевой и радиальной жесткости шпиндельного узла долговечность может достигать 20 тысяч часов. Минимальные показатели времени наработки до первого отказа составляют две и пять тысяч часов, что характерно соответственно для шлифовальных и внутришлифовальных станков.
Критерии выбора
Выбор фрезерного станка начинается с анализа материала, с которым ему придется работать: металл или дерево. Затем анализируются технологические операции, объем работ
При выборе шпинделя, обращают внимание на его основные характеристики:
- частота вращения;
- мощность;
- конструкция;
- регулировка скорости;
- способ крепления инструмента;
- выполняемые работы;
- тип охлаждения.
Стоит обращать внимание на ток, подключаемый к оборудованию
Мощность
Выбор мощности шпинделя определяется твердостью обрабатываемого материала. Для дерева и плит, изготовленных с его отходов – ДСП, МДФ, достаточно мощности до 3 кВт. На оборудовании можно обрабатывать пластик, фанеру, делать гравировку.
Цветные металлы, их сплавы относительно мягкие, но имеют большой коэффициент вязкости. Чистый рез получается только при мощности до 6 кВт и частоте вращения от 18000 об/мин. Обработка стали и чугуна требует шпинделя с мощностью более 6 кВт, частотой вращения до 22000 об/мин. В зависимости от твердости и вязкости материала, режимы подбираются сочетанием скорости вращения и величиной подачи.
Способ фрезеровки
Фрезеровка производится встречным и обратным способом. Вращение инструмента направлено против движения детали или совпадает с ним.
Различают режимы обработки:
- силовой;
- скоростной.
При силовом режиме обработка идет с большой подачей, на малых оборотах, за счет мощности шпинделя. Режущая кромка каждый раз захватывает толстый слой материала. Скоростной режим предполагает возможность инструмента вращаться с большой скоростью. Подача стола небольшая. Режим подходит для цветных металлов и дерева, гарантирует высокую чистоту обрабатываемой поверхности.
Важно! Чугун хорошо обрабатывается на низких оборотах с малой подачей. Он не любит больших скоростей.
Охлаждение
Фрезерные шпиндели имеют 2 типа охлаждения:
- воздушное;
- водяное.
Для охлаждения воздушными потоками в корпусе узла делаются специальные прорези. При вращении вала, происходит завихрение, холодный воздух втягивает снаружи. Система водяного охлаждения сложная в исполнении. Она должна быть герметична. Установленные на домашнем оборудовании шпинделя с воздушным охлаждением работают дольше.
На промышленном оборудовании за счет подшипников снижается трение и нагрев шпинделя. Достаточно воздушного потока. Коробка скоростей смазывается и охлаждается маслом. Двигатель имеет свою систему охлаждения – крыльчатку на валу.
Материал заготовки
Режимы резания и угол заточки режущей кромки подбираются под характеристики материала заготовки.
Дерево
Чистый рез получается при обработке древесины быстро вращающимся инструментом. Подача и глубина реза небольшие. Шпиндель подойдет высокооборотный, с мощностью до 1,5 кВт.
Важно! При обработке древесины в силовом режиме, на детали образуются сколы, трещины между волокнами, поверхность шероховатая.
Металл
Резка металла требует большой мощности и высокой прочности узла. Во время обработки детали, кроме вращательного момента, на шпиндель действует сопротивление. Его сила направлена перпендикулярно оси вращения.
Шпинделя по металлу имеют прочный массивный корпус, в основном чугунный. На валу установлены упорные и радиальные подшипники. Скорость вращения инструмента должна регулироваться в пределах 20–18000 об/мин.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Сборка и ремонт
Изначально настройка и сборка шпиндельной бабки производиться в заводских условиях, поэтому вмешиваться конструкцию узла не нужно. Все работы выполняют согласно ремонтной документации узла бабки шпиндельной. Дополнительную регулировку можно проводить после определенного срока эксплуатации, когда заметно ухудшение точности. Настройка проводится с помощью регулировочной шайбы.
Ремонт шпинделя должен выполняться квалифицированным мастером, его сложность зависит от типа износа:
- Износ шейки. Во время эксплуатации шейка покрывается большим количеством задирок. Избавиться от них можно проточив шейку, с последующей шлифовкой и полировкой. Полировку можно выполнять мелкой наждачной или пастой ГОИ. При работе со шлифовальной машиной нужно смазывать деталь маслом.
Главное, чтобы после ремонта не уменьшился диаметр шейки, если достичь того невозможно, шейка обтачивается и на нее надевается посадочная втулка из стали той же марки.
- Износ конуса. Наиболее часто встречающаяся проблема, которая возникает из-за небрежного обращения со станком. Износ происходит из-за провертывания хвостовика инструмента и забивания металлической пылью. Степень износа определяется с помощью калибра. На него наносят несколько полосок мелом, вставляют калибр в конус, и по стертому мелу определяют проблемные места. Перед проверкой конус обязательно чистится и шлифуется. В случае обнаружения проблем, конус пришлифовывается или растачивается.
- Износ посадочного места. Посадочное место часто ослабляется в местах установки подшипников. Для исправления проблемы его хромируют или металлизирует. В некоторых случаях можно установить кольцо и обточить его до необходимого диаметра.
- Износ шпоночных пазов. Шпоночный паз обычно подгоняется под необходимую шпонку. В некоторых случаях нарезается новый паз в другом месте.
- Износ подшипников. В случае сильного износа подшипников лучше всего полностью их изменить, так как выполнять самостоятельный ремонт без специального инструмента невозможно. При использовании подшипников скольжения есть возможность постепенной регулировки зазоров, что значительно увеличивает срок эксплуатации.
Качественная шпиндельная бабка токарного станка при правильной эксплуатации и уходе будет качественно выполнять свою работу весь эксплуатационный срок. Главное, периодически проверять износ узла и точность обработки заготовок.
Из каких частей состоит система и какие основные варианты представлены на рынке
Для начала следует разобраться с основными особенностями устройства и только затем разбираться с типами конструкций. На само деле, при всей внешней сложности система удобна в работе, и можно освоить ее за считанные дни.
Устройство
Если рассматривать обычные варианты, то их основными составными частями будут следующие элементы:
- Станина – на ней размещаются и закрепляются все узлы, этот элемент чаще всего делается массивными, чтобы уменьшать вибрацию, обеспечивать надежность и стабильность во время работы. Что касается некоторых вариантов, то данный элемент может отсутствовать в них, речь идет о настольных приспособлениях и ручных фрезерах;
- Рабочий стол предназначен для расположения заготовок при их обработке, тут все достаточно просто: поверхность должна быть прочной, а ее площадь должна обеспечивать нормальное расположение обрабатываемых элементов;
- Для повышения удобства на столе чаще всего располагаются прижимы – для фрезерного станка по дереву их наличие обязательно по той причине, что для обеспечения точности обработки каждый элемент должен быть зафиксирован максимально надежно и прочно. Если производится обработка торцов, то нужно наличие упорной линейки, так вы сможете проводить операцию очень точно и ровно;
Прижимы могут иметь разную конфигурацию в зависимости от характера выполняемых работ
- Вал для фрезерного станка по дереву выполняет функцию передачи усилия от силового агрегата к рабочему элементу, его еще часто называют вал-шпиндель, он располагается на суппорте. Этот узел позволяет не только передавать усилие и четко фиксировать элемент, но и регулировать положение рабочего элемента относительно поверхности рабочего стола в зависимости от особенностей проводимых работ;
- Шпиндель для фрезерного станка по дереву используется для крепления рабочих элементов и располагается на ведущем валу, главное требование к нему – надежность фиксации и простота использования;
Шпиндель должен обеспечивать быструю смену рабочих узлов
Чтобы делать на материалы пазы, снимать торцы в определенной форме и делать другие работы, применяются специальные фрезы для фрезерного станка по дереву, на рынке представлено огромное количество типоразмеров и конфигураций, поэтому вы сможете подобрать оптимальный вариант для любого типа изделий;
Такой вариант как фрезы по дереву для станков насадные используется для работ по приданию торцам определенной конфигурации для крепления и соединения элементов
Виды оборудования
В настоящее время на рынке представлены несколько основных вариантов:
- Станки с ЧПУ являются самым высокотехнологичным вариантом, их отличительная особенность – наличие процессора, который позволяет обрабатывать информацию и работать по заранее заданным параметрам. Это обеспечивает наивысшую точность обработки и минимум огрехов, ведь не нужно делать все своими руками, весь процесс контролирует компьютер;
- Горизонтальное оборудование имеет рабочий стол и, соответственно, обрабатывает заготовки в горизонтальной плоскости. В вертикальных установках рабочий узел расположен в вертикальной плоскости и может двигаться вверх-вниз, что позволяет упростить обработку некоторых элементов;
- Ручные фрезеры сложно назвать станками, но зато они доступны по стоимости и позволяют справиться с большинством мелких работ. Кроме того, с их помощью можно соорудить небольшое стационарное приспособление, в этом случае схема фрезерного станка по дереву будет представлять собой конструкцию для крепления инструмента, которая может иметь и копир, чтобы изготавливать изделия по образцу;
Чертеж фрезерного станка по дереву своими руками в таком случае даже не нужен – вам нужно сделать систему крепления оборудования и продумать фиксацию заготовок
Настольные варианты чаще всего предназначены для бытовых нужд и представляют собой неплохие решения за разумные деньги.
Каждая фреза по дереву для станка имеет свою конфигурацию, целесообразно иметь под рукой целый набор с самыми ходовыми вариантами
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Классификация
Ввиду большого количества моделей шпинделей существует несколько типов классификации. Наиболее распространенным типом является классификация по техническим характеристикам. По предназначению они делятся на:
- станки с ЧПУ, имеющие два шпинделя, предназначенные для фрезеровки;
- вертикально-поворотные элементы для ручной обработки изделий, имеющих сложную форму;
- поворотный шпиндель электрического вида (можно изготовить собственными усилиями);
- вертикально-поворотные элементы электрического вида (изготовляются своими руками, но имеют низкую производительность);
- элемент для работы с торцевой частью.
В зависимости от применения выделяется несколько наиболее часто используемых шпинделей. Одним из таких приборов является гравер. Он имеет невысокую стоимость, но устанавливается на станке, изготовленном своими руками. Недостатком такого устройства является сложная обработка изделий из металла. Причина недостатка в слабом крутящем моменте. Поэтому гравер рекомендуется использовать при обработке мягкого дерева.
Бормашинка
Более дорогостоящий вариант шпинделя. В отличие от гравера крутящий момент сохраняется независимо от оборотов. Достоинством этого варианта является патронный зажим, имеющий высокое качество. Бормашинке характерен тихий звук работы.
DC – мотор
Аппарат, отличающийся высокой производительностью. В процессе работы он не создает сильного биения и громких звуков. Фрезерные станки для такого устройства легко сделать своими руками. Наличие ЧПУ дает возможность регулировать число оборотов. Недостатком агрегата является быстрый нагрев при выполнении обработки материала. Периодически прибор следует охлаждать. Рекомендуется использовать для обработки мягких заготовок.
Прямошлифовальная машина
Оборудование, способное выполнять задачи шпинделя. Прибор имеет высокую производительность и способен справиться не только с деревом, но и металлом. Недостатком агрегата является высокий уровень шума в процессе работы. Количество оборотов нельзя регулировать, поскольку комплектация не предполагает электронного устройства, осуществляющего эту задачу.
Фрезер Sparky
Фрезерный элемент, способный использоваться в качестве поворотного шпинделя. Не все фрезеры могут применяться для этой цели. Но приборы этой марки имеют высокую мощность, регулировку количества оборотов и производительность. Этих преимуществ достаточно для того, чтобы эксплуатировать прибор для обработки разных материалов. При работе детали нагреваются медленно, поэтому обеспечивается безопасность и низкая вероятность пожара.
Фрезер Kress
Еще один фрезерный элемент, имеющий высокое качество при доступной цене. Приборы используются совместно с системами ЧПУ. Комплектация оснащена дополнительной системой для обеспечения стабильного биения.
Профессиональный шпиндель
Элемент, разработанный специально для фрезерного станка. Агрегат имеет жидкостное охлаждение. Для него характерны высокий уровень надежности и точности. При работе прибор не создает громких звуков. Недостатком оборудования является высокая стоимость. Система охлаждения должна быть оснащена частотным преобразователем, который стоит почти столько же, сколько и сам аппарат.
Сверлильный инструмент
Чтобы закрепить режущий инструмент (сверла, развертки, зенкера, метчики) используют специальные патроны и промежуточные приспособления, а если позволяют размеры инструмента, то устанавливают непосредственно в шпиндель.
Посадочные отверстия шпинделей станков стандартизированы. Как правило, они имеют коническую форму (конус Морзе).
Если конус хвостовика режущего инструмента имеет отличный конус от конуса шпинделя вертикально-сверлильного станка, то применяют переходные втулки. Например, сверло крепится во втулке, а втулка в посадочном гнезде шпинделя. При необходимости закрепить цилиндрическое сверло, то используют разрезные втулки: внутри они имеют цилиндрическое отверстие, снаружи – коническое.
Сверлильные патроны более универсальные, т.к. в них легче и быстрее закрепить режущий инструмент, а если они быстрозажимные, то это сокращает еще и время.
Особенности конструкции шпинделя
Ключевой конструктивной особенностью шпинделя любого типа является использование в конструкции опорных подшипников, удерживающих вал в рабочем положении (горизонтальном или вертикальном) и предотвращающих его радиальное биение. Дешёвые шпиндели комплектуются, как правило, самыми простыми подшипниками качения. Узлы, к которым предъявляются жёсткие требования по минимизации радиальных биений, оснащаются гидродинамическими подшипниками скольжения. В высокоскоростных прецизионных станках применяются гидростатические и магнитные опоры, обеспечивающие осевые отклонения не более 0,5 мкм. Такие подшипники используются сегодня в большинстве машин с ЧПУ.
Другая особенность конструкции шпинделя состоит в наличии собственной системы охлаждения. Поскольку шпиндель механически непосредственно сопряжён с обрабатываемой заготовкой или инструментом, то выделяемое в процессе металлообработки тепло поглощается зажимным устройством и валом, что вызывает температурные деформации компонентов шпинделя. Этот эффект предотвращает смазочно-охлаждающая жидкость, омывающая специальные технологические полости внутри шпинделя, за счёт чего устраняются условия возникновения деформаций.
Устройство
Шпиндель представляет собой стальной вал, впереди которого установлено крепление для рабочего инструмента. В классическом образе шпиндель установлен на высокоточных подшипниках качения. Для обеспечения необходимой точности работы в процессе эксплуатации на опоре шпинделя установлено специальное кольцо. Регулировка кольца происходит с помощью регулировочной гайки, Затягивание которой смещает гайку по шпинделю, что обеспечивает устранение образовавшихся в процессе работы зазоров
Конструкция шпинделя зависит от множества факторов, обычно от сферы назначения, типа и устройства станка, размеров и скорости работы. Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Для более высокой точности, при которой погрешность обработки ниже 0,03 мкм, применяется особый способ привода. Шпиндель приводиться в движение и разгоняется с помощью маховика, но работы выполняется после отключения маховика и работе шпинделя за счет инерции.
Конструкция узла должна соответствовать следующим требованиям:
- Точность. Подбирается исходя из модели станка, обрабатываемого материала и технологических требований.
- Быстроходность. Разные типы шпинделей вращаются на разных скоростях, чем быстрее скорость обработки заготовки, тем выше качество выполненной работы.
- Жесткость. Определяется соотношением величины прогиба шпинделя и уровня радиального биения. Чем данный показатель ниже, тем выше качество работы.
- Долговечность. Срок эксплуатации узла, в первую очередь, зависит от качества используемого подшипника.
- Виброустойчивость. Шпиндель должен быть толерантным к вибрации к внешней вибрации станка, что обеспечивает высокую точность работы инструмента.
- Допустимый нагрев. Определяется максимальной температурой нагрева узла, при котором не изменяются эксплуатационные характеристики шпинделя.
- Несущая способность. Характеризует рекомендуемые вес и размеры рабочего инструмента.
Обычно шпиндель не рассматривается как отдельная конструкция. Чаще всего рассматривается весь комплекс токарно-винторезного станка, включающий электродвигатель, привод, переднюю бабку и шпиндель. Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Расчет шпиндельного узла
В качестве основной расчетной характеристики рассматривается жесткость. Она выражается показателем упругих перемещений в зоне обработки под суммарным действующим усилием от собственной упругой деформации шпинделя с его опорными элементами. Для определения характеристик тяжелонагруженных узлов также используется показатель прочности, а для шпиндельных бабок с высокими оборотами ключевым фактором успешной обработки станет минимальный показатель резонанса, то есть высокая виброустойчивость.
Практически все шпиндельные узлы для металлорежущих станков в отдельном порядке рассчитываются по точности резки. Такой расчет выполняется применительно к подшипникам на основе коэффициента радиального биения шпиндельного окончания. Допустимый показатель биения зависит от проектируемого класса точности, в определении которого конструкторы исходят из требований к обрабатывающему процессу.
Показатель радиального биения на внутренней поверхности кольца подшипника зависит от его эксцентриситета и погрешностей дорожек с телами качения. Этот параметр точности выражается через эффект так называемого блуждающего биения. В процессе контроля подшипников определяется их соответствие установленным нормативам, после чего при выявлении отклонений изделия могут быть направлены на доработку. Среди мер, позволяющих дополнительно повысить точность работы подшипников для шпиндельного узла при сборке, можно выделить следующие:
- Эксцентриситеты внутренних колец и шеек подшипников располагаются в противоположных направлениях.
- Эксцентриситеты внешних колец подшипников и корпусных отверстий размещаются также в противоположных направлениях.
- При установке эксцентриситетов внутренних колец подшипников задней и передней частей следует выдерживать их расположение на одной плоскости.
Детализация основных узлов
Станина предназначена для правильного и устойчивого расположения основных узлов (бабок) во время любых нагрузок при эксплуатации. В металлорежущих станках станина может иметь вертикальное или горизонтальное положение. Основные требования к станине любой конструкции:
- устойчивость к вибрации;
- жесткость;
- термостойкость.
Многие типы станков оснащаются траверсой или поперечной балкой, передвигающейся по вертикальным рельсам. На траверсе есть горизонтальные рельсы, по которым передвигаются мобильные узлы. Таким механизмом оснащаются продольно-фрезерные, токарно-карусельные, строгальные, радиально-сверлильные станки. Двухстоечные токарно-карусельные станки дополнительно оборудованы порталом — перекладиной между верхними точками стоек. Портал придает конструкции дополнительную жесткость.
Направляющие — имеют большое значение для точности выполнения деталей, по ним передвигаются мобильные узлы.
Существует несколько разновидностей направляющих:
- качения;
- скольжения;
- комбинированные.
Направляющие быстро изнашиваются, поэтому к подбору материала и изготовлению этих узлов повышенное внимание. Используются серый чугун, сталь, бронза, пластики, композиты
Шпиндельный узел
шпиндельный узел обрабатывающего центра
Этот механизм является одним из самых важных в токарном станке, он обеспечивает основное движение — резание. Шпиндельный узел располагается в передней бабке и может иметь различную конструкцию.
Главные параметры шпиндельного узла передней бабки:
- точность — определяется степенью биения, которая должна быть в определенных пределах. Величины биения устанавливаются с учетом класса точности;
- виброустойчивость — это основной динамический узел, вызывающий колебания бабки и всего станка. Виброустойчивость определяется частотой колебаний конца шпинделя и должна быть у особо точных моделей более 600 Герц, у обычных — более 250 Герц;
- жесткость — будучи компонентом несущей системы, шпиндель влияет на суммарную жесткость;
- сопротивление нагреву — опоры шпинделя, расположенные в передней бабке — это основной источник выделения тепла в станке. От опор тепло постепенно расходится по стенкам бабки, провоцируя ее перекос относительно основания;
- долговечность — она зависит в основном от вида опор и определяет срок использования шпинделя без потери точности.
Видеоролик о точных размерах узлов и деталей токарного станка:
Дополнительные устройства для бытовых сверлильных станков
Настольно-сверлильный станок, предназначенный для использования дома, может оснащаться дополнительными устройствами, которые значительно повышают его функциональность и эргономичность.
Станок «Калибр СС-13» с дополнительным подъемным рабочим столом
Перечислим такие устройства.
- Рабочий стол, который закреплен на стойке консольно, позволяет выполнять с ним различные действия: поднимать и опускать его вручную (в простейших моделях станков); использовать для изменения высоты его расположения специальную рукоятку, соединенную с реечным механизмом; фиксировать на требуемой высоте. Отдельные модели сверлильных станков для дома могут быть оснащены рабочим столом, который может не только перемещаться в вертикальном направлении, но и поворачиваться относительно вертикальной оси.
- Механизм, обеспечивающий регулировку глубины сверления, действует по следующему принципу: кончик сверла, закрепленного в патроне оборудования, опускают до метки на боковой поверхности детали, соответствующей требуемой глубине сверления. После этого закручивают затяжной рычаг регулятора глубины, ограничивая тем самым ход режущего инструмента.
- Защитный экран, представляющий собой откидывающееся ограждение из прозрачного пластика, обеспечивает защиту оператора станка от летящей стружки и не допускает попадания в зону обработки частей одежды и длинных волос.
Быстроразъемный зажим сверлильного станка BOSCH PBD 40
Как изготовить своими руками?
Для изготовления шпинделя своими руками следует приготовить детали:
- удлиненный вал;
- подшипники;
- бесколлекторный двигатель;
- контролер;
- шкивы;
- корпус с проточенными посадочными местами.
Корпус обрабатывается изнутри, вытачиваются посадочные места под подшипники. Снаружи делается крепление для электродвигателя. Вал-шпиндель с насаженными на него подшипниками устанавливается в корпусе и крепится проходными крышками от осевого перемещения. Двигатель устанавливается снаружи. Вращение передается через контролера, для регулировки числа оборотов и ременной передачи.
Технические характеристики шпинделя определяют, что можно обрабатывать на станке и какие операции производить. При изготовлении фрезерного станка в домашних условиях, можно использовать в качестве фрезерного узла гравер, шлифовальную машинку и дрель. Более мощное оборудование под металл требует изготовления прочного шпинделя.
Обработка кромки — работа с шаблоном
Обработку кромки обычной доски проще и быстрее проводить на рейсмусе, но если его нет, ручной фрезер тоже справится, вот только займет это больше времени. Есть два способа: без шаблона и с шаблоном. Если это первый опыт работы с фрезером — лучше использовать шаблон. При обработке кромок досок нужны прямые кромочные фрезы, причем, скорее всего, понадобятся две — с подшипником в начале и в конце режущей части (на фото).
Для обработки кромки — сделать ровную поверхность
В качестве шаблона можно использовать уже обработанную доску или, например, строительное правило. Длина шаблона должна быть немного больше длины заготовки — на 5-6 радиусов фрезы с каждой стороны. Это даст возможность избежать «нырка» фрезы в материал в начале и в конце. Один важный момент: горизонтальная плоскость (перпендикулярная обрабатываемой) должна быть ровной. В всяком случае ее кривизна не должна быть больше, чем зазор между подшипником и режущей частью, иначе фреза будет задевать шаблон, а это очень нехорошо — он становится неидеальным и нанесенные неровности отобразятся на других копиях.