Kickback valve
Carrying out gas-flame work involves the risk of flame backlash. If the ignition has penetrated the burner (cutter), it moves through the gas channels at tremendous speed. That is, a backstroke is a situation in which the gas begins to burn in the direction opposite to its outflow and the rate of its combustion is higher than the speed of its outflow.
The consequences of such a negative development of events can be varied:
• equipment failure • rupture of hoses, reducers, cylinders with acetylene or propane • human casualties!
Causes of kickback
What leads to such a fatal situation:
• incorrect ignition – incorrect adjustment of oxygen and combustible gas, flame strength; • too much heating of the mouthpiece and the tube onto which it is screwed, which leads to self-ignition of the gas mixture even before it leaves the burner; • debris accumulates in the mouthpiece; if it clogs the hole at its end, the gas pressure at the outlet will increase; • closing the outlet of the mouthpiece by touching the part also interferes with the normal release of gas into the environment. • if the oxygen cylinder runs out or the injector is clogged, etc. – that is, everything that affects oxygen pressure, a sharp change in its value
External signs:
• a sharp bang, but the flame continues to burn (weak flame, incorrect setting); • cotton when combustion stops, smoke comes out of the mouthpiece.
Safety devices - fire protection valves and gates
- Log in to reply to this topic
#21 LamoBOT
if there is acetylene in the cylinder, it’s all unnecessary. Just don’t increase the pressure. more than 0.1-0.2 kg and there’s probably no point. If you don’t believe me, google acetylene and how cylinders for it were tested. Exploding a working acetylene cylinder means overheating it too much so that the pressure increases.
Post edited by LamoBOT: 23 April 2016 09:39
- 1
- Top
- Insert nickname
#22 AlexN1989
Well, thanks for the advice, but I think I’ll install a couple of these crap just for peace of mind, because when the burner slams it’s not very pleasant
- 1
- Top
- Insert nickname
#23 Lyapkin
Lyapkin , i.e. is a thermal fuse a thing that melts and thus blocks the flow of acetylene? Is the salary one-time?
Yes, when the thermal fuse trips, it turns out to be a one-time one, but this happens very rarely, since for this you need to be completely without a head on your shoulders.
- 1
- Top
- Insert nickname
#24 RWS87
Good day, all welders. I am assembling a gas welding station (propane + oxygen) in my home workshop. I rarely work with gas-flame equipment; sometimes I need to heat something up to bend it; I rarely need to cut it. This is at my main job. At home the same tasks - to warm up and bend. Since I rarely work, I am wary of autogen.
I collected everything in a heap - cylinders, hoses, gearboxes, cutter, etc. I assembled it and worked a little. At the same time, I read a lot about fire-preventing valves, plus one old welded one told horror stories about backfires, torn hoses and exploded cylinders. I decided to put it on to be on the safe side.
Actually, the questions are the following: 1) Is it necessary to install two valves on the cutter and on the gearbox? Or is one per cutter sufficient? Or are they not needed at all? 2) What is the difference between valves for the gearbox and for the cutter? There are these in the store - https://welda.ru/cata. 57/product/304/ and such - https://welda.ru/catalog/category/57/product/305/. The characteristics seem to be the same.
At their main job, everything is directly connected, without any valves, the guys have been working in the office for 7 years, they say there have never been any problems. Me too, but at home I’d like to play it safe somehow. Please be understanding for noob questions and all that.
- 1
- Top
- Insert nickname
#25 Georgiy 11
Please don't be rude to me, otherwise I'll press the complaint button
- Participant
- Messages: 11,191
- Orel city
- Top
- Insert nickname
#26 psi
It’s good that European rules have not reached us. there the hoses must be crimped as if from hydraulics. but it usually bangs towards flammable material
Western Yakutia call any time 89142527650 hash tag #ykt_master
- Top
- Insert nickname
Kickback protection - valve
Installing a kickback valve will save your life and protect your equipment from damage and destruction.
It works as follows: the flow of flame penetrating the burner (cutter) or sleeves is immediately extinguished by a fire extinguisher. The counterflow of propane, acetylene or oxygen is stopped by a shut-off spring. The process is blocked by a cermet insert sintered from powder.
There are two types of them:
• for oxygen • and for flammable gas.
They always come in pairs. They are installed on a gearbox or burner (cutter) and withstand at least one hundred reverse flame impulses coming one after another.
Add a comment Cancel reply
You must be logged in to post a comment.
Is it worth BUYING, reviews from welders:
- Welding transformer PATRIOT 200AC 102.00 RUR
- Charger GreenWorks G24C RUB 2,490.00
- Voltage stabilizer PRORAB DVR 1000 2597.22 RUR
- Stabilizer Resanta ASN-2000 N/1-C Lux 3610.00 ₽
- Voltage stabilizer Stavr SN-2000 3920.00 RUR
- Welding machine BauMaster AW-79161 3990.00 RUR
- Hitachi AB17 charger RUB 4,076.87
Hello! The situation when a cutting torch fires is called backfire or countercurrent, and in most cases its occurrence depends on the experience and qualifications of the welder. A propane cutter slams when the gas combustion area moves inside the burner and hoses for various reasons. That is, the rate of combustion of gases turns out to be greater than the rate of their outflow from the cylinders.
Most likely, the propane cutter is firing for one of the following reasons:
- The pressure of propane and oxygen during ignition is incorrectly adjusted.
- The nozzle or torch barrel is overheated. This leads to premature self-ignition of the mixture still inside.
- The flow area of the cutter nozzle has decreased due to mechanical contamination.
- The torch nozzle has touched the workpiece or the cut surface.
- The mixing chamber injector is incorrectly adjusted.
- The oxygen has run out or for some reason its pressure has sharply decreased. For example, the mixing chamber injector is clogged.
A kickback is dangerous due to possible destruction of the cutter, gearboxes, joints, rupture of hoses and explosion. This is a very dangerous situation and must be avoided by all means possible.
If a backflow occurs, you should quickly close the flammable gas valve, then the oxygen valve, and cool the cutter. After cooling, you need to clean the injector, mixing chamber and mouthpieces, tighten everything and check the cutter for leaks.
To avoid kickback, we recommend using DONMET 142 or Donmet 300 cutters. Due to the patented design of the mixing unit, they are highly safe when cutting and resistant to kickback. If you already have a cutter from another manufacturer, we recommend using Donmet check valves OBK and OBG or fire-preventing valves KOK and KOG. They are installed directly on the torch separately for oxygen and fuel gas.
Read also: Who has the right to take electricity meter readings
If you still cannot eliminate these pops, contact our consultants by phone +7.
Gas cutting seems to be a simpler process than gas welding work, and therefore even a person who does not have special skills can cope with it. For this reason, almost any of us can master working with a cutting torch. The main thing here is to understand the essence of gas cutting technology. In modern conditions, propane cutters are increasingly used. Working with them requires the use of both propane and oxygen, since the combination of such substances provides the maximum combustion temperature.
Design Features
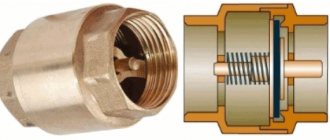
The flame-protection shutter includes the following elements:
- metal body;
- spool for locking;
- springs;
- flame retardant liner.
Thanks to the spring, the spool allows flammable gas to pass only in a certain direction. When gas leaves the cylinder, its excess pressure makes it possible to cope with the spring and provide the necessary distance from the seat and spool for movement to the cutter. If an inverse impact occurs, this will cause the spool to be pressed against the seat. As a result, the gas flow will be interrupted.
The fire arrester device, unlike a standard check valve, is equipped with a flame-extinguishing insert. Passing through it, the flame begins to die out. As numerous experiments have shown, the speed of fire exceeds the speed of the shock wave. Therefore, simple protection against backlash in the event of ignition of the mixture will not protect the cylinder from explosion. This explains the great popularity of fire fuses when carrying out gas-flame work.
Advantages and disadvantages
Cutting metal with propane has a number of advantages , among which are the following:
- Gas cutting is in demand in situations where there is a need to cut metal of considerable thickness or create products according to templates that require the production of a curved cut that cannot be made with a grinder. You also cannot do without a gas cutter even when faced with the task of cutting out a disk from thick metal or making a blind hole of 20-50 mm.
- A gas cutter is a very easy-to-use tool and is lightweight. All home craftsmen who have experience working with gasoline models are aware of the inconveniences associated with large weight, size and noise. In addition to the fact that vibration creates significant inconvenience, the operator is forced to provide serious pressure during operation. Gas models seem to be a more attractive alternative due to the absence of all the above-mentioned disadvantages.
- Using metal cutting with gas allows you to speed up the work by 2 times, which cannot be done using a device equipped with a gasoline engine.
- Among most gases, including gasoline, propane has a lower price. For this reason, it is better suited for carrying out a significant amount of work, for example, if there is a task of cutting steel into scrap metal.
- When using propane cutting, it is possible to create a narrower cut edge than when working with acetylene cutters. At the same time, the method under consideration allows you to create a cleaner cut than what can be done using gasoline torches or a grinder.
Among the disadvantages that propane cutters have, only one should be highlighted: they can be used only for a limited range of types of metals . They are suitable for cutting exclusively low and medium carbon steels, as well as ductile cast iron.
Features of use
Such tools are not suitable for cutting high-carbon steels for the reason that they have a fairly high melting point, which is almost the same as the flame temperature. This leads to the fact that instead of the release of scale, which looks like a column of sparks, from the back side of the sheet, it mixes with the molten metal along the edges of the cut. As a result, oxygen cannot reach the thickness of the metal, which is why it fails to burn through the material.
Difficulties when cutting cast iron are created by the shape of the grains , as well as the graphite between them. True, this does not apply to malleable cast iron. It is impossible to solve the problem if you have to deal with aluminum, copper and their alloys.
It is important to dwell on the following point: the category of low-carbon steels is represented by grades from 08 to 20G, medium-carbon steels - grades from 30 to 50G2. A characteristic feature of carbon steel grades is the presence of the letter U in front of their names.
Connection diagram options
Before choosing a check valve, find out its purpose in your heating system. Let’s make the task easier and suggest options for using return valves:
- The valves are placed on separate circuits of a closed circuit, equipped with circulation pumps. The goal is to prevent the occurrence of parasitic flows that impair the operation of heating branches or boilers connected in parallel.
- When installed on a bypass parallel to the pump, the valve helps the system automatically switch to natural circulation mode when the power supply is suddenly cut off.
- Tapping into the make-up pipeline allows you to avoid emptying the heating network in various situations.
Important advice. Do not listen to the “experts” and do not place a spring valve in front of the only circulation pump in a conventional single-circuit system. Assurances that in this way you will protect the pumping unit from water hammer and other nonsense do not correspond to reality.
As an example of the correct installation of check valves, we give a diagram of the joint connection of a solid fuel and electric boiler. If one of the pumps stops, the second will inevitably drive the coolant with a parasitic flow in a small circle. You can’t do without shut-off valves here.
Note. A similar situation may arise when connecting a radiator network and an indirect heating boiler with a separate pump without a distribution comb, hydraulic valve or buffer tank.
The second example is typical of gravity systems with natural circulation of water, converted to work with a pump. The main mode is forced, but when the light is turned off, the unit on the bypass will stop and stop pressing the actuating part of the check valve embedded in the direct line. Then the convection flow of water along the main line will resume until electricity is supplied.
Installing a check valve on the make-up is not necessary, but can save you from unexpected problems. A real example from practice: a homeowner decided to increase the pressure in the heating system and opened the feed tap in the boiler room. Since at that time the water utility company was repairing the network and cut off the water supply, the coolant transferred cold water and partially went into the pipe. Instead of refilling, there was emptying, as a result the pressure dropped and the gas boiler stopped.
Necessary equipment
As with any other work, even before you start cutting metal with gas, you should prepare the necessary equipment:
- Cylinder with propane and oxygen - 1 pc.;
- High pressure hoses;
- Cutter;
- A mouthpiece that must have certain dimensions.
A prerequisite is the presence of a reducer on all cylinders, with which you can adjust the gas supply. It should be remembered that the propane tank has a reverse thread, which is why it will not be possible to screw an additional reducer onto it.
In general, gas equipment for cutting metal has a similar design, regardless of the manufacturer. There are three valves in the design
- the first provides propane supply;
- the second valve allows you to change the oxygen supply;
- The last one is the cutting oxygen valve.
Read also: Microcircuit l7805cv connection diagram
Oxygen valves are usually marked with blue markings, while propane valves are usually marked with red or yellow markings.
Metal cutting is ensured by a jet of hot flame acting on the metal, which is created using a cutter. When it is turned on, propane and oxygen are mixed in a special mixing chamber, which leads to the appearance of a flammable mixture.
Using a propane cutter, you can cut metal whose thickness does not exceed 300 mm . The detailed installation is completed with elements that are mostly replaceable. For this reason, if one or another part fails, it will not be difficult for the operator to carry out repairs directly at the workplace.
Particular care should be taken when choosing a mouthpiece. The key parameter to pay attention to is the thickness of the metal. If you have to deal with an object that includes elements of different thicknesses ranging from 6 to 300 mm, then you will have to prepare mouthpieces with internal numbers from 1 to 2, and external numbers from 1 to 5.
Consequences of a negative phenomenon
The backlash often breaks supply hoses, reducers and even the cylinder itself. This effect disables gas equipment. However, the most dangerous consequences are injuries and casualties among people. To prevent the effect from occurring, experts recommend using fire suppression valves - proven equipment that prevents backburning and completely extinguishes the flame.
It is also recommended to follow safety precautions. After all, it will be much more expensive to compensate for the damage after a cylinder rupture.
Preparing for work
Even before starting gas cutting, it is necessary to inspect the device to make sure that the propane cutter is in working condition. Next you need to perform the following operations:
- Preparing the cutting machine begins with connecting the hoses to it. Even before attaching the hose, it is purged with gas - this will remove debris and dirt from it.
- The oxygen hose must be connected to a fitting with a right-hand thread; a nipple and a nut are used for this purpose. As for the hose through which propane will flow, it is attached to a fitting with a left-hand thread. Before connecting the hose with gas, it is imperative to find out whether there is suction in the cutter channels. This problem can be solved by connecting an oxygen hose to the oxygen fitting, making sure that the gas fitting remains free.
- Next, you will need to set the oxygen supply level to 5 atmospheres, after which you need to open the valves that regulate the flow of gas and oxygen. Touch the loose fitting with your finger - this way you will know that there is an air leak. If it is missing, you will have to clean the injector and blow out the cutter channels.
- After this, you need to make sure that the detachable connections are airtight. If a leak can be detected, it is eliminated by tightening the nuts or replacing the seals. You should also make sure that the fastenings of the gas reducers are sufficiently tight and whether the pressure gauges are in working condition.
Bunsen burner mod.186 operating instructions
Gas burner device 186
The figure shows a 186 burner. The burner is a laboratory device with a high temperature flame.
The burner has a base (pos. 8) on which a side gas supply fitting (pos. 1) is fixed. Both natural gas from the household gas network and liquefied gas (propane) from cylinders can be used.
Versatility to the type of combustible gas is ensured by adjusting the size of the outlet nozzle of the burner injector. When the main flame tube (pos. 10) rotates, a conical needle enters or exits the injector hole (not shown in the figure), which correspondingly reduces or increases the outlet hole of the injector nozzle.
A “Gas Control” safety system unit is installed between the burner main flame tube and the base, which includes an electromagnetic shut-off valve (item 6), which is connected by an electric wire to a thermocouple (item 5).
The solenoid shut-off valve is controlled by the emf of the thermocouple. Due to its heat sensitivity, a thermocouple allows you to detect the presence of a flame. In the absence of flame (and therefore the emf of the thermocouple), the winding of the solenoid valve of the shut-off valve is de-energized and, under the action of a spring, the solenoid valve spindle shuts off the flow of gas to the burner.
When you press the button (position 3), the solenoid valve turns off and the gas enters the burner again.
The burner has holes (item 4) through which atmospheric air enters the burner. The area of these holes is adjusted by a movable bushing (pos. 9). At the end of the main tube there is a flame stabilizer (item 7). To adjust the burner power there is a needle valve (item 2).
Purpose and scope
Designed for soldering parts with low-temperature solders, heating, melting materials, for sterilization in an open flame, for flaming, for heating small laboratory vessels (test tubes, flasks, etc.) and other similar thermal processes.
They are used primarily in microbiological, cytological, biotechnical laboratories, medical institutions and dental laboratories.
Due to the high safety of working with the burner, it is especially recommended for school and chemical laboratories of educational institutions.
terms of Use
Use indoors at temperatures from +10 to +35 degrees Celsius and relative humidity up to 80% at a temperature of +25 degrees Celsius.
When using burner 186 to work with natural gas, connect it to a domestic gas network with natural gas in accordance with GOST 5542-87 with a nominal pressure of at least 1.3 kPa.
To operate burner 186 with liquefied gas (according to GOST 20448-90), connect it through a reducer to a propane cylinder.
The operating pressure of gas (propane) should not exceed 2.2 kPa.
It is mandatory to install (presence) a shut-off valve on the gas supply line, which must be used to start or stop (adjust) the gas supply to the burner.
Lighting the flame
- Check that there is no gas supply to the burner from the gas network. The shut-off valve between the burner and the gas source must be closed.
- If the burner is used for the first time or is turned on after changing the type of gas (from methane to propane and vice versa), completely close the shut-off valve so that gas does not enter the fitting (item 1) of the burner. Then open the shut-off valve slightly to allow gas to flow into the burner. Slightly open the air supply holes (item 4) to the burner.
- Turn the needle valve handle (key 2) clockwise until it stops, and then turn it counterclockwise one to one and a half turns.
- Fully open the gas supply shut-off valve to the burner.
- Press the start button (item 3) and, while holding the button pressed, light the burner.
- After the flame appears, continue to hold the start button for 5-10 seconds so that the thermocouple tip (item 5) heats up. After heating the thermocouple, the gas supply blocking device is set to the “OPEN” position. Then release the button, but the burner flame should not go out.
- If the flame goes out, repeat the steps indicated in step 5, but keep the start button pressed for a longer time so that the thermocouple tip heats up to the required temperature and ensures a stable supply of gas to the burner.
- If for some external reason the burner flame goes out, the gas supply blocking device will turn off the burner within 20-30 seconds. This will provide the necessary safety requirements to protect personnel from gas leaks.
Flame adjustment
While the flame is burning, you can change the size of the torch.
If you turn the needle valve handle (item 2) clockwise, the length of the torch decreases.
If you turn the handle of this valve counterclockwise, the length of the torch increases.
To extinguish the burner, turn the needle valve clockwise until it stops.
Finishing work with the burner
When finished, turn the needle valve handle to the right until it stops.
Shut off the gas supply through the fitting (item 1) to the burner by closing the shut-off valve of the gas network
Let's get started
First, you need to move the oxygen reducer to the position corresponding to 5 atmospheres, the gas reducer to 0.5 . You also need to make sure that each valve is in the closed position.
After that, you need to take a propane torch and open the propane slightly, and then light it. The cutter nozzle must be positioned so that it rests on the metal, after which you need to slowly open the oxygen control. Next, you should adjust these valves one by one, thereby ensuring the required flame supply force. During such a setup, you need to sequentially open gas, oxygen, gas, oxygen.
When choosing the flame strength, you need to focus on the thickness of the metal. As the thickness of the sheet increases, the strength of the flame will have to increase, which will lead to an increase in the consumption of oxygen and propane. After adjusting the flame strength, you can start cutting metal. The nozzle must be held in relation to the edge of the metal so that it is removed from the object being cut at a distance of 5 mm, and it itself must be located at an angle of 90 degrees. In some cases, it may be necessary to cut through the sheet or product in the center . In this case, the starting point is chosen to be the place from which the cut will go.
The essence of the procedure is to heat the top edge to a temperature of 1000-1300 degrees Celsius. The exact temperature is determined taking into account the metal. In practice, such work will look like the surface appears to be “wet.” The heating itself will take no more than 10 seconds. After waiting for the metal to ignite, you need to open the cutting oxygen valve, after which a powerful, narrowly directed jet will begin to flow.
Cutting Features
When opening the valve of a propane cutter, do not rush. In this case, the ignition of oxygen will occur naturally as a result of interaction with the heated metal. By acting this way, you will eliminate the risk of a flashback of the flame, during which you may see a pop. It is necessary to slowly guide the oxygen stream strictly parallel to the given line. Here it is important not to make a mistake with the angle of inclination.
Read also: Welding with a tungsten electrode without gas
First, it is maintained at 90 degrees, after which it is necessary to create a slight deviation of 5-6 degrees in the direction opposite to the movement of the cutter. If you have to deal with metal whose thickness is more than 95 mm, then it is allowed to increase the deviation to 70 degrees. After the cut in the metal reaches 15-20 mm, the angle of inclination begins to increase to 20-30 degrees.
What to do in case of persistent backfire?
In the event of a persistent backfire, you must first close the oxygen valve of the gas supply tube. This must be done as quickly as possible. Sustained shock is the result of improper handling and/or poor maintenance of the tube. Before re-igniting the burner, it is necessary to cool the gas supply tube. Under no circumstances should you continue welding or cutting without thoroughly checking the equipment and handling procedures.
Penetrating flashback occurs only as a result of improper operation, poor maintenance of the gas supply tube or incorrect setting of the operating pressure.
Incomplete flame penetration can easily occur if the flame passage port is dirty or damaged (see separate article on gas tube maintenance). To prevent penetrating flashback and the danger associated with it, a special device (fuse) and non-return valves should be installed in the welding machine.
Required components to prevent kickback
- non-return valve that prevents the reverse flow of gases;
- filter for extinguishing the front part of the backlash flame;
- cut-off, operating under the influence of temperature, to shut off the gas in case of fire (when the temperature rises to 100°C);
- pressure cut-off to stop the gas supply in the event of a backfire (activated by the pressure shock generated at the front of the backfire);
- excess pressure relief valve in the event of a backfire or incorrect setting of the operating pressure, which. prevents hose rupture
Nuances of metal cutting
When cutting metal, it is important to maintain the required speed . Its selection is carried out visually, for which the speed of scattering of sparks is assessed.
If the speed turns out to be optimal, then the stream of sparks will fly out at an angle of about 88-90 degrees relative to the surface being cut. In a situation where the flow of sparks tends to be in the direction opposite to the movement of the cutter, we can conclude that the cutting speed is set too low. In some cases, the stream of sparks is emitted at an angle of less than 85 degrees. This is a clue that the current cutting speed is too high.
When cutting with gas, it is important to take into account such a parameter as the thickness of the metal. If it is more than 60 mm, then it is advisable to place the sheets at such an angle that the slag easily moves to the side.
If you have to work with metal that has a significant thickness, then a special approach must be used. It is unacceptable to move the cutter until the metal is cut to its full thickness. As cutting is completed, it is important to gradually reduce the advance speed and maintain the torch angle 10-15 degrees higher . The cutting procedure itself should be carried out in such a way that there are no significant pauses during it. If it happened that you had to stop at a certain area, then you do not need to return to cutting at the point at which the work was interrupted. It starts all over again, and a new starting point is chosen.
After finishing cutting, you need to turn off the supply of cutting oxygen, after which the same is done with the regulating oxygen. The final action should be to turn off the propane.
For what reasons does it occur?
The specifics of the occurrence of a reverse shock have been studied quite well. During laboratory studies, experts identified the main causes of the dangerous phenomenon:
- improper adjustment of oxygen and gas supply; • severe overheating of the burner; • incorrect selection of proportions of the combustible mixture; • contamination of the working mouthpiece; • low pressure inside the oxygen cylinder; • contamination of the injection system; • overcooling of the gear unit; • mechanical shutdown of the flame on the mouthpiece.
Among the main reasons is a sharp increase in oxygen supply, when the pressure significantly exceeds the throughput characteristics of the burner itself. Also, a similar effect can occur due to low pressure inside the cylinder or due to a gas leak.
To avoid consequences, you must consider the following recommendations:
- check connections using soap solution; • follow the rules for working with the burner; • move cylinders on a trolley; • avoid impacts of cylinders; • protect cylinders from sparks and fire; • ensure high-quality ventilation; • separate cylinders; • prevent oil or grease from entering the cylinder valve; • do not work with metal without a mixture of oxygen impurities; • store spare cylinders separately.
Additionally, the regulations for inspecting cylinders must be observed.
Surface and figure cutting
In some situations, it may be necessary to create a relief on the surface by cutting a groove into the sheet. If you decide to use a similar cutting method, then the heating of the metal will be provided not only by one flame of the cutter . Molten slag will also make a contribution. Becoming liquid, it will spread over the entire surface, which will lead to heating of the lower layers of the metal.
The first step in performing surface cutting is heating the selected area to the ignition temperature. After you start supplying cutting oxygen, you will create a metal combustion zone, and thanks to the uniform movement of the cutter, the cutting line will receive a clean edge. The operation itself must be performed in such a way that the cutter is at an angle of 70-80 degrees with respect to the sheet. When cutting oxygen begins to flow, the cutter is positioned so that it forms an angle of 17-45 degrees .
To create grooves of suitable sizes, it is necessary to change the cutting speed: to obtain greater depth, the speed is increased, and for less depth, it is reduced. To create greater depth, the angle of the mouthpiece must be increased, cutting must be done at a slower pace, and the oxygen pressure will also have to be increased. The width of the groove can be influenced by using the correct diameter of the cutting oxygen jet. It should be borne in mind that the difference between the depth of the groove and its width should reach 6 times. Moreover, the latter should have the advantage. Otherwise, you may encounter such an unpleasant phenomenon as the appearance of sunsets on the surface .
How to cut with a gas cutter (technology)
We gradually increase the oxygen stream, which ignites the molten metal. If a violent process begins and the steel catches fire, then you can gradually increase the oxygen pressure (until the fire cuts through the material). If the reaction has not started (the metal is not heated), then oxygen should be added and heated.
We started cutting the metal and slowly moved along the cutting line. All processing products are blown away to the rear of the cutting area. If this flow slows down or returns, then reduce the cutting speed or stop and warm up the material.
Valve KOG M16x1.5LH PTK (001.050.104) for installation on a cutter or burner
Old price: 404 RUR
Product to order
Thank you for contacting us! The manager will definitely contact you as soon as possible.
Product description
Specifications
| Characteristic | Meaning | |
| Manufacturer | PTK | |
| Maximum throughput, m³/h | 5 | |
| Manufacturer's warranty | 1 year | |
| Wednesday | combined | |
| Operating temperature, °C | from -15 to +35 | |
| Installation location | Cutter, burner | |
| Connecting threads | Union nut/input thread M16x1.5LH | |
| Combustible gas used | acetylene, propane-butane, methane | |
| Working pressure, MPa | 0,3 | |
Related documents:
Manufacturer's warranty applies!
- Be a legal entity or individual entrepreneur
- Conclude a supply agreement
- Purchase welding equipment and materials from ITS-Ural
Didn't find the product you were looking for? Contact us - we will deliver equipment to order or offer an alternative solution.
Thank you for contacting us! The manager will definitely contact you as soon as possible.
Detailed product description
- KOG (for cutter, M16x1.5LH)
- KOG (for gearbox, M16x1.5LH)
- KOG-R (into the sleeve gap)
- Fire protection valve 1 pc.
- Instruction manual 1 pc.
Gas check valve PTK KGO (for cutter or burner) [001.050.114]
Manufacturer:
PTK
Official dealer certificate:
Other users like this product:
Find out about price reduction
print version
Specifications:
| Type | kickback valve |
| Adjustable gas | acetylene, propane |
| Working pressure, MPa | 0,3-1,15 |
| Nominal throughput, m 3 /hour | 10-15 |
| Connecting thread | М16×1.5LH |
| Weight, kg | 0,6 |
Description:
Reviews:
| Name: | * |
| e-mail: | |
| review: | * |
There are no reviews yet. Your review will be the first.
Similar products:
For buyers
- Catalog
- Products with discounts
- All brands
- Price lists
- Gift card
Help
- Legal entities
- Payment and delivery
- Warranty and service
- Tool repair
- Purchase returns
Professional instrument
- About company
- News
- Publications
- All contacts
- Privacy Policy
Stay in touch
- (846) 211-02-17 - office and store
- 8 service center
- Samara, st. Mirnaya, 3, letter I
| Name: | * |
| telephone: | * |
| time: | |
| a comment: |
| Name: | * |
| telephone: | * |
| e-mail: | |
| a comment: |
We will contact you as soon as possible.
| Name: | * |
| telephone: | * |
| e-mail: | |
| a comment: |
We will contact you when the item arrives at our warehouse.
Save time, order this product in 1 click.
| Name: | * |
| telephone: | * |
| e-mail: | |
| a comment: |
We will notify you when the price of this item decreases.
| Name: | * |
| telephone: | * |
| e-mail: |
Found this product cheaper in another store? Let us know and we will probably revise our price.
| Name: | * |
| telephone: | * |
| e-mail: | |
| link: | * |
| your price: |
Have a question about this product? Ask it to our specialist.
| Name: | * |
| telephone: | * |
| e-mail: | |
| question: | * |
Found an error or inaccuracy in the product description? Let us know, we will definitely fix it.