Do you have a cheap Chinese 1000 watt converter and after actually using it you found out that the power is actually not 1000 but only 300 watts? no problem! The Chinese always lie, this is no longer news. Instead, all Chinese inverters are made with a reserve, that is, they can be “powered up” by two or even three times, how?
Exclusively in all pulse converters 12-220 there is the same circuit. This is a regular push-pull inverter, there are two master oscillators, the first of which sets the operating frequency of the pulse inverter, and the second sets the frequency of the output transistors to obtain 50 Hz at the output.
How can you increase power? actually quite simple.
In the primary circuit, in the case of inverters up to 600 watts, there are two powerful field switches such as IRF3205 IRFZ44 and their analogues, we either need to replace them with switches with a higher current, or parallel two switches in each arm (see diagram of pulse converters).
The output voltage from the transformer output is rectified by the diode bridge and supplied to the electrolytic capacitor.
The second step is to replace the rectifier diodes with more powerful ones, in my case I replaced UF4007 (1A, 1000V) with UF5408 (3A, 1000V), then we replace the electrolytic capacitor with 400 Volt 10 µF, with 400V 68 µV (we simply increase the capacitance by 3-5 times).
In some cases, the output field switches cost IRF740 or 840, if this is so, then we do not touch the output part, since these keys have a permissible current of 8-10 Amperes, and if the keys have a permissible current of 2-5 Amperes, then we also replace them with more powerful ones .
After this, the rework stage is completed, at the end we do not forget to replace the built-in fuse at the power input (usually on the positive), we just take a fuse that is twice as powerful.
Well, the inverter power is already 2-3 times higher than the initial power. Everything is quite simple and inexpensive.
The choice of household welding machines on the modern market is huge - from transformer and inverter machines to plasma cutting machines. The main area of use of this electrical equipment for domestic purposes is the repair of automobiles and motorcycles, welding work on small construction sites (dacha construction). In this article, I propose to consider some points on the modernization of household transformer welding machines using the example of BlueWeld welding model Gamma 4.185.
Let's look at the circuit diagram of the device - as you can see, there is nothing complicated - a regular power transformer, with a 220/400V primary winding, with thermal protection and a cooling fan.
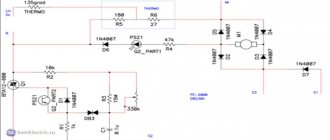
The operating current of the device (from 25 to 160A) is regulated by the retractable part of the transformer core. The device is designed to work with coated electrodes from 1.5 to 4 mm in diameter. What was the prerequisite for the modernization of this device? First of all, the instability of the supply voltage in the area where it was planned to use this device - on other days it barely reached 170V (by the way, some inverter devices simply do not start at this supply voltage). In addition, the device was not initially designed for making welds with high aesthetic characteristics (for example, when using electric arc welding in the process of artistic cold forging of metal or when welding thin-walled profile pipes) - in general, the main purpose of the device was to “solder” two iron blanks together. Among other things, it was very difficult to “light” the arc with this welding even at the rated supply voltage - there is no need to talk about reduced voltage at all. As a result, it was decided, first of all, to switch the device to direct current (for the stability of the electric arc and, as a result, to increase the quality of the welded joint) and also to increase the output voltage for more stable and easier ignition of the electrode. For these purposes, the rectifier/multiplier circuit designed by A. Trifonov was ideal - the circuit diagram (a) and current-voltage characteristics (b) are shown in the figure.
A special role in this technical solution of a seemingly ordinary rectifier is played by the X1X3 jumper - by inserting it, a rectifier device is obtained from a conventional diode bridge VD1-VD4 with a low-frequency filter C1C2L1, at the output of which in idle mode we have double the voltage (compared to the operating option device without a jumper). Let's take a closer look at the operation of the circuit. A positive half-wave of voltage is supplied to the semiconductor valve VD1 and, having charged capacitor C1 to the maximum, returns to the beginning of the transformer winding. In the other half-cycle, the charge passes to the capacitor C2, and from it to the valve VD2 and further to the winding. Capacitors C1 and C2 are connected in such a way that the resulting voltage is equal to the total (twice) voltage, which is supplied through the inductor to the electrode holder and thus contributes to stable ignition of the arc. When the X2X3 jumper is closed and there is no welding arc, valves VD3 and VD4 do not participate in the operation of the circuit. The main advantage of the circuit is that when using a conventional bridge circuit, there is a sharp decrease in the rectified voltage with an increase in the load current at the moment of ignition of the arc; it is necessary to install electrolytic capacitors of huge capacity - 15000 microfarads, and all this despite the fact that at the moment the electrode touches the welded surfaces and instantaneous discharge of a large capacitor, a micro-explosion of the plasma occurs with destruction of the electrode coating, and this impairs ignition. Now a little about the design details.
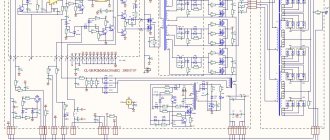
Typical circuit and principle of operation of the inverter
The more expensive the welding inverter, the more auxiliary units in its circuit that are involved in the implementation of special functions. But the power converter circuit itself remains virtually unchanged even with expensive equipment. The stages of transformation of mains electric current into welding current are quite easy to trace - at each of the main nodes of the circuit a certain part of the overall process occurs.
From the network cable, through a protective switch, voltage is supplied to a rectifying diode bridge coupled with high-capacity filters. In the diagram, this area is easy to notice; there are impressive-sized “banks” of electrolytic capacitors located here. The rectifier has one task - to “turn” the negative part of the sine wave symmetrically upward, while the capacitors smooth out the ripples, bringing the direction of the current almost to a pure “constant”.
Scheme of operation of the welding inverter
Next in the diagram is the inverter itself. This part is also easy to identify; the largest aluminum radiator is located here. The inverter is built on several high-frequency field-effect transistors or IGBT transistors. Quite often, several power elements are combined in a common housing. The inverter again converts direct current into alternating current, but at the same time its frequency is significantly higher - about 50 kHz. This chain of transformations allows the use of a high-frequency transformer, which is several times smaller and lighter than a conventional one.
The output rectifier removes the voltage from the step-down transformer, because we want to weld with direct current. Thanks to the output filter, the nature of the current changes from a high-frequency pulsating current to an almost straight line. Naturally, in the considered chain of transformations there are many intermediate links: sensors, control and control circuits, but their consideration goes far beyond the scope of amateur radio electronics.
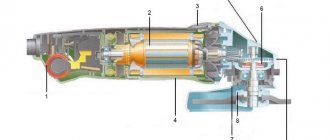
Design of the welding inverter: 1 - filter capacitors; 2 - rectifier (diode assembly); 3 - IGBT transistors; 4 - fan; 5 - step-down transformer; 6 — control board; 7 - radiators; 8 - throttle
Self-refinement of the welding inverter
In recent years, the inverter has become one of the most popular welding machines. It is now used by many professionals and ordinary people. In some cases, such equipment has to be modified.
The modification of the welding transformer can be entrusted to professionals, or you can do it yourself. After all, this is what all the work basically boils down to. In a welding inverter, a transformer plays a very important role, which converts the incoming voltage, increasing its value to the required level.
Modifying a welding inverter with this information will turn into a real pleasure.
Diagram of a welding inverter.
If you take a good look at a welding machine of this type, you will immediately notice its simplicity. The system is a simple voltage converter. The primary winding of a power transformer is quite simple. It is designed for an input voltage of 220/400 Volts.
Of course, there is thermal protection against overheating and a cooling fan. All these parts are an integral part of the inverter. This is where the opportunity for improvement lies. Basically, almost all inverters have a similar circuit.
It is worth noting that they are not designed to work with the highest currents. Most often, the value of this parameter does not exceed 200 Amperes. Upgrading the circuit is not always necessary.
In some situations this is not necessary, but the place of use must have a stable supply voltage.
Prerequisites for modernization
Table of required technical characteristics for a welding inverter.
There are several basic prerequisites that force people to move on to modifying a welding transformer. Firstly, if this unit is used in a place where the voltage is unstable. It is designed for stable consumption from 220 to 400 Volts, but this cannot always be achieved. In some cases, the supply voltage may drop far below a critical level.
For example, if it drops to 170 Volts, then there is a high probability that the transformer will not work, and, accordingly, the inverter. Devices of this type are not intended for artistic welding. They can rather be used for working with large parts. If you need artistic welding, you will also have to move on to modifying the welding transformer.
Such a device, even at rated voltage values, does not always allow ignition of an arc. The output stage of the transformer does not always produce the required high value. If we talk about lower values, then disaster can happen. That is why, if such problems arise, you can safely move on to revision.
All the work in this case comes down to installing a diode bridge to rectify the current, which will produce a more stable arc at the output and will lead to an increase in the output voltage of the transformer so that ignition can be carried out even with insufficient power. These are very useful solutions that each person can implement on their own.
Work process
Functionality of the welding inverter.
All the work boils down to adding a jumper to the circuit, consisting of a rectifier bridge with a low-pass filter.
The result is a rectifier device, the output of which, at idle, is the value of double the voltage. You can consider in more detail the process of operation of the circuit with a jumper.
First, a half-voltage wave enters the first valve, passing through which it enters the filter.
As a result, the rectified voltage is supplied to the transformer winding. The capacitor in the circuit is fully charged. Next, the second half-wave enters the second diode, passing through which it enters the second capacitor. Accordingly, it is also charged to the maximum.
As a result, it turns out that according to the circuit, the voltages from both elements are added together, which leads to a doubling of the value of this parameter at the output. This is exactly what had to be achieved so that the transformer would allow the arc to be ignited without any difficulty. So, we can assume that the first problem is completely solved.
Power supply diagram for an inverter welding machine.
It is also worth noting the fact that the third and fourth rectifiers do not work in any way when there is no load in the circuit, that is, they do not participate in the work process. The modified rectifier bridge circuit allows you to maintain stable output voltage levels, while the standard principle does not allow you to work with maximum arc quality.
This is due to the fact that when the electrode touches the working surface, a sharp discharge of the capacitor occurs, and this leads to a micro-explosion.
In such a situation, you should not count on high-quality welding of surfaces. So, the modified bridge will allow you to get a truly amazing result.
It allows you to work not only with thick metals, but also to perform jewelry work.
A few words about the details themselves
Welding inverter choke circuit.
Now it’s worth talking about what details need to be included in the circuit in order to get a very good result. Nothing supernatural will be used. All parts can be purchased without any problems in specialized stores.
As for rectifier diodes, it is best to use the D161 model with standard cooling radiators that are installed on them.
You can create a mixed circuit in which rectifiers of the previous brand, as well as model B200, will be used.
In this situation, the device turns out to be more compact, since the radiators of each model have different dimensions. It is easier to connect them using a special pin.
Almost any model of these elements can be used as capacitors, but it is better to play it safe and install MBGOs that do not have polarity.
For stable operation of the device, you will have to select the capacity of each element.
To do this, either the random method or mathematics is used. In most cases you can get by with 400 µF.
The current inductor is wound around the transformer core. To do this, a sufficiently large wire must be used. In most cases, you can get by with a cord with a diameter of 10 square millimeters.
You need to wind until the window is full. The result should be a space without any gaps. It is worth laying textolite between the halves of the core. It is used as an insulator.
The result is an inverter with stable arc performance and stable ignition. This is what was worth pursuing.
Units suitable for modernization
The most important parameter of any welding machine is the current-voltage characteristic (CVC), which ensures stable arc burning at different arc lengths. The correct current-voltage characteristic is created by microprocessor control: the small “brain” of the inverter changes the operating mode of the power switches on the fly and instantly adjusts the parameters of the welding current. Unfortunately, it is impossible to reprogram a budget inverter in any way - the control microcircuits in it are analog, and replacement with digital electronics requires extraordinary knowledge of circuit design.
However, the “skills” of the control circuit are quite enough to level out the “crookedness” of a novice welder who has not yet learned to hold the arc stably. It is much more correct to focus on eliminating some “childhood” diseases, the first of which is severe overheating of electronic components, leading to degradation and destruction of power switches.
The second problem is the use of radioelements of questionable reliability. Eliminating this drawback greatly reduces the likelihood of breakdowns after 2–3 years of operation of the device. Finally, even a novice radio engineer will be quite capable of implementing an indication of the actual welding current to be able to work with special brands of electrodes, as well as carry out a number of other minor improvements.
Improved heat dissipation
The first drawback that plagues the vast majority of inexpensive inverter devices is a poor heat removal system from power switches and rectifier diodes. It is better to begin improvements in this direction by increasing the intensity of forced airflow. As a rule, case fans are installed in welding machines, powered by 12 V service circuits. In “compact” models, forced air cooling may be completely absent, which is certainly nonsense for electrical equipment of this class.
It is enough to simply increase the air flow by installing several of these fans in series. The problem is that the “original” cooler will most likely have to be removed. To operate effectively in a sequential assembly, fans must have an identical shape and number of blades, as well as rotation speed. Assembling identical coolers into a “stack” is extremely simple; just tighten them with a pair of long bolts along diametrically opposite corner holes. Also, do not worry about the power of the service power supply; as a rule, it is enough to install 3–4 fans.
If there is not enough space inside the inverter housing to install fans, you can install one high on the outside. Its installation is simpler because it does not require connection to internal circuits; power is removed from the power button terminals. The fan, of course, must be installed opposite the ventilation louvers, some of which can be cut out to reduce aerodynamic drag. The optimal direction of air flow is towards the exhaust from the housing.
The second way to improve heat dissipation is to replace standard aluminum radiators with more efficient ones. A new radiator should be selected with the largest number of fins as thin as possible, that is, with the largest area of contact with air. It is optimal to use computer CPU cooling radiators for these purposes. The process of replacing radiators is quite simple, just follow a few simple rules:
- If the standard radiator is isolated from the flanges of the radio elements with mica or rubber gaskets, they must be preserved when replacing.
- To improve thermal contact, you need to use silicone thermal paste.
- If the radiator needs to be trimmed to fit into the case, the cut fins must be carefully processed with a file to remove all burrs, otherwise dust will accumulate on them abundantly.
- The radiator must be pressed tightly against the microcircuits, so you first need to mark and drill mounting holes on it; you may need to cut a thread in the body of the aluminum base.
Additionally, we note that there is no point in changing the piece heatsinks of separate keys; only the heat sinks of integrated circuits or several high-power transistors installed in a row are replaced.
Do-it-yourself modification of the welding inverter
› Other
Articles Loading...
The characteristics of most budget inverters cannot be called outstanding, but at the same time, few will refuse the pleasure of using equipment with a significant margin of reliability. Meanwhile, there are many ways to improve an inexpensive welding inverter.
Typical circuit and principle of operation of the inverter
The more expensive the welding inverter, the more auxiliary units in its circuit that are involved in the implementation of special functions.
But the power converter circuit itself remains virtually unchanged even with expensive equipment.
The stages of transformation of mains electric current into welding current are quite easy to trace - at each of the main nodes of the circuit a certain part of the overall process occurs.
From the network cable, through a protective switch, voltage is supplied to a rectifying diode bridge coupled with high-capacity filters.
In the diagram, this area is easy to notice; there are impressive-sized “banks” of electrolytic capacitors located here.
The rectifier has one task - to “turn” the negative part of the sine wave symmetrically upward, while the capacitors smooth out the ripples, bringing the direction of the current almost to a pure “constant”.
Scheme of operation of the welding inverter
Next in the diagram is the inverter itself. This part is also easy to identify; the largest aluminum radiator is located here. The inverter is built on several high-frequency field-effect transistors or IGBT transistors.
Quite often, several power elements are combined in a common housing. The inverter again converts direct current into alternating current, but at the same time its frequency is significantly higher - about 50 kHz.
This chain of transformations allows the use of a high-frequency transformer, which is several times smaller and lighter than a conventional one.
The output rectifier removes the voltage from the step-down transformer, because we want to weld with direct current.
Thanks to the output filter, the nature of the current changes from a high-frequency pulsating current to an almost straight line.
Naturally, in the considered chain of transformations there are many intermediate links: sensors, control and control circuits, but their consideration goes far beyond the scope of amateur radio electronics.
Design of the welding inverter: 1 - filter capacitors; 2 - rectifier (diode assembly); 3 - IGBT transistors; 4 - fan; 5 - step-down transformer; 6 — control board; 7 - radiators; 8 - throttle
Units suitable for modernization
The most important parameter of any welding machine is the current-voltage characteristic (CVC), which ensures stable arc burning at different arc lengths.
The correct current-voltage characteristic is created by microprocessor control: the small “brain” of the inverter changes the operating mode of the power switches on the fly and instantly adjusts the parameters of the welding current.
Unfortunately, it is impossible to reprogram a budget inverter in any way - the control microcircuits in it are analog, and replacement with digital electronics requires extraordinary knowledge of circuit design.
However, the “skills” of the control circuit are quite enough to level out the “crookedness” of a novice welder who has not yet learned to hold the arc stably. It is much more correct to focus on eliminating some “childhood” diseases, the first of which is severe overheating of electronic components, leading to degradation and destruction of power switches.
The second problem is the use of radioelements of questionable reliability. Eliminating this drawback greatly reduces the likelihood of breakdowns after 2–3 years of operation of the device.
Finally, even a novice radio engineer will be quite capable of implementing an indication of the actual welding current to be able to work with special brands of electrodes, as well as carry out a number of other minor improvements.
Improved heat dissipation
The first drawback that plagues the vast majority of inexpensive inverter devices is a poor heat removal system from power switches and rectifier diodes. It is better to begin improvements in this direction by increasing the intensity of forced airflow.
As a rule, case fans are installed in welding machines, powered by 12 V service circuits. In “compact” models, forced air cooling may be completely absent, which is certainly nonsense for electrical equipment of this class.
It is enough to simply increase the air flow by installing several of these fans in series. The problem is that the “original” cooler will most likely have to be removed.
To operate effectively in a sequential assembly, fans must have an identical shape and number of blades, as well as rotation speed. Assembling identical coolers into a “stack” is extremely simple; just tighten them with a pair of long bolts along diametrically opposite corner holes.
Also, do not worry about the power of the service power supply; as a rule, it is enough to install 3–4 fans.
If there is not enough space inside the inverter housing to install fans, you can install one high on the outside.
Its installation is simpler because it does not require connection to internal circuits; power is removed from the power button terminals.
The fan, of course, must be installed opposite the ventilation louvers, some of which can be cut out to reduce aerodynamic drag. The optimal direction of air flow is towards the exhaust from the housing.
The second way to improve heat dissipation is to replace standard aluminum radiators with more efficient ones.
A new radiator should be selected with the largest number of fins as thin as possible, that is, with the largest area of contact with air.
It is optimal to use computer CPU cooling radiators for these purposes. The process of replacing radiators is quite simple, just follow a few simple rules:
- If the standard radiator is isolated from the flanges of the radio elements with mica or rubber gaskets, they must be preserved when replacing.
- To improve thermal contact, you need to use silicone thermal paste.
- If the radiator needs to be trimmed to fit into the case, the cut fins must be carefully processed with a file to remove all burrs, otherwise dust will accumulate on them abundantly.
- The radiator must be pressed tightly against the microcircuits, so you first need to mark and drill mounting holes on it; you may need to cut a thread in the body of the aluminum base.
Additionally, we note that there is no point in changing the piece heatsinks of separate keys; only the heat sinks of integrated circuits or several high-power transistors installed in a row are replaced.
Welding current indication
Even if a digital current setting indicator is installed on the inverter, it does not show its real value, but a certain service value, scaled for visual display.
The deviation from the actual current value can be up to 10%, which is unacceptable when using special brands of electrodes and working with thin parts.
You can get the actual value of the welding current by installing an ammeter.
A digital ammeter of the SM3D type will cost around 1 thousand rubles; it can even be neatly built into the inverter housing. The main problem is that measuring such high currents requires a shunt connection.
Its cost is in the range of 500–700 rubles for currents of 200–300 A.
Please note that the type of shunt must comply with the ammeter manufacturer's recommendations, typically 75 mV inserts with an intrinsic resistance of about 250 μΩ for a measurement limit of 300 A.
The shunt can be installed either on the positive or negative terminal from inside the housing. Typically, the size of the connecting bus is sufficient to connect an insert about 12–14 cm long. The shunt cannot be bent, so if the length of the connecting bus is not enough, it must be replaced with a copper plate, a pigtail of cleaned single-wire cable, or a piece of welding conductor.
The ammeter is connected with measuring outputs to the opposite terminals of the shunt. Also, for the digital device to operate, it is necessary to supply a supply voltage in the range of 5–20 V. It can be removed from the fan connection wires or found on the board at points with potential for powering control chips. The ammeter's own consumption is negligible.
Increasing duty cycle
The on-time duration in the context of welding inverters is more reasonably called the load duration. This is the part of the ten-minute interval in which the inverter directly performs work; the remaining time it must idle and cool.
For most inexpensive inverters, the actual PV is 40–45% at 20 °C. Replacing radiators and an intensive airflow device can increase this figure to 50–60%, but this is far from the ceiling. A PN of about 70–75% can be achieved by replacing some radioelements:
- The capacitors around the inverter keys must be replaced with elements of the same capacity and type, but designed for a higher voltage (600–700 V);
- Diodes and resistors from the key harness should be replaced with elements with higher power dissipation.
- Rectifier diodes (valves), as well as MOSFETs or IGBT transistors, can be replaced with similar, but more reliable ones.
It is worth talking about replacing the power switches themselves separately. First, you should rewrite the markings on the element body and find a detailed datasheet for a specific element. According to the passport data, choosing an element to replace is quite simple; the key parameters are the limits of the frequency range, operating voltage, the presence of a built-in diode, type of housing and current limit at 100 °C.
It is better to calculate the latter yourself (for the high-voltage side, taking into account losses on the transformer) and purchase radioelements with a maximum current reserve of about 20%. Of the manufacturers of this type of electronics, International Rectifier (IR) or STMicroelectronics are considered the most reliable.
Despite the rather high price, it is highly recommended to purchase parts from these brands.
Welding current indication
Even if a digital current setting indicator is installed on the inverter, it does not show its real value, but a certain service value, scaled for visual display. The deviation from the actual current value can be up to 10%, which is unacceptable when using special brands of electrodes and working with thin parts. You can get the actual value of the welding current by installing an ammeter.
A digital ammeter of the SM3D type will cost around 1 thousand rubles; it can even be neatly built into the inverter housing. The main problem is that measuring such high currents requires a shunt connection. Its cost is in the range of 500–700 rubles for currents of 200–300 A. Please note that the type of shunt must comply with the recommendations of the ammeter manufacturer; as a rule, these are 75 mV inserts with an intrinsic resistance of about 250 μOhm for a measurement limit of 300 A.
Increasing duty cycle
The on-time duration in the context of welding inverters is more reasonably called the load duration. This is the part of the ten-minute interval in which the inverter directly performs work; the remaining time it must idle and cool.
For most inexpensive inverters, the actual PV is 40–45% at 20 °C. Replacing radiators and an intensive airflow device can increase this figure to 50–60%, but this is far from the ceiling. A PN of about 70–75% can be achieved by replacing some radioelements:
- The capacitors around the inverter keys must be replaced with elements of the same capacity and type, but designed for a higher voltage (600–700 V);
- Diodes and resistors from the key harness should be replaced with elements with higher power dissipation.
- Rectifier diodes (valves), as well as MOSFETs or IGBT transistors, can be replaced with similar, but more reliable ones.
It is worth talking about replacing the power switches themselves separately. First, you should rewrite the markings on the element body and find a detailed datasheet for a specific element. According to the passport data, choosing an element to replace is quite simple; the key parameters are the limits of the frequency range, operating voltage, the presence of a built-in diode, type of housing and current limit at 100 °C. It is better to calculate the latter yourself (for the high-voltage side, taking into account losses on the transformer) and purchase radioelements with a maximum current reserve of about 20%. Of the manufacturers of this type of electronics, International Rectifier (IR) or STMicroelectronics are considered the most reliable. Despite the rather high price, it is highly recommended to purchase parts from these brands.
Winding the output choke
One of the simplest and at the same time most useful additions to a welding inverter will be the winding of an inductive coil that smoothes out the DC ripples that inevitably remain when the pulse transformer is operating. The main specificity of this idea is that the choke is made individually for each individual device, and can also be adjusted over time as electronic components degrade or when the power threshold changes.
To make a choke you will need nothing at all: an insulated copper conductor with a cross-section of up to 20 mm 2 and a core, preferably made of ferrite. Either a ferrite ring or an armored transformer core is optimally suited as a magnetic core. If the magnetic core is made of sheet steel, it needs to be drilled in two places with an indentation of about 20–25 mm and tightened with rivets in order to be able to cut the gap without any problems.
The choke begins to work starting from one full turn, but the real result is visible starting from 4–5 turns. During testing, turns should be added until the arc begins to stretch noticeably strongly, preventing separation. When it becomes difficult to cook with separation, you need to remove one turn from the coil and connect a 24 V incandescent lamp in parallel with the choke.
Fine-tuning the throttle is done using a plumber's screw clamp, which can be used to reduce the gap in the core, or a wooden wedge, which can be used to increase this gap. It is necessary to ensure that the lamp burns as bright as possible when igniting the arc. It is recommended to manufacture several chokes to operate in ranges up to 100 A, from 100 to 200 A and more than 200 A.
Do-it-yourself modification of a welding inverter - Metalworker's Guide
The characteristics of most budget inverters cannot be called outstanding, but at the same time, few will refuse the pleasure of using equipment with a significant margin of reliability. Meanwhile, there are many ways to improve an inexpensive welding inverter.
Winding the output choke
One of the simplest and at the same time most useful additions to a welding inverter will be the winding of an inductive coil that smoothes out the DC ripples that inevitably remain when the pulse transformer is operating. The main specificity of this idea is that the choke is made individually for each individual device, and can also be adjusted over time as electronic components degrade or when the power threshold changes.
To make a choke you will need nothing at all: an insulated copper conductor with a cross-section of up to 20 mm2 and a core, preferably made of ferrite.
Either a ferrite ring or an armored transformer core is optimally suited as a magnetic core.
If the magnetic core is made of sheet steel, it needs to be drilled in two places with an indentation of about 20–25 mm and tightened with rivets in order to be able to cut the gap without any problems.
The choke begins to work starting from one full turn, but the real result is visible starting from 4–5 turns. During testing, turns should be added until the arc begins to stretch noticeably strongly, preventing separation. When it becomes difficult to cook with separation, you need to remove one turn from the coil and connect a 24 V incandescent lamp in parallel with the choke.