What is automatic welding, differences from semi-automatic
Due to complete control of the welding process, automatic welding has become most widespread in enterprises specializing in mass production. At its core, automatic welding is a combination of electromechanical equipment with electronic control, among which the most important part is the welding head. With its help, consumables are supplied to the joint area, arc welding, cutting or spraying is performed, control is exercised over the welding process and the timeliness of its stopping.
Additional Information. Based on their design, heads are divided into two types: suspended and self-propelled. The first ones are distinguished by the absence of a device for moving the head. Therefore, the movement of the arc occurs due to the movement of the connected elements. The self-propelled head is capable of independently moving over the welding zone using special drives.
In fact, the difference between the technologies is insignificant. The degree of mechanization of the process is what distinguishes an automatic from a semi-automatic. The relative simplicity of the design distinguishes semi-automatic welding machines. They are equipped with an automatic device for feeding the welding wire to the electrode holder through a flexible sleeve. The welder controls the movement of the arc, directing it in the desired direction.
Thus, the technology in which the wire is fed automatically and the arc is moved by the operator is called semi-automatic.
Semi-automatic metal welding technique
The technology of joining metals using a semi-automatic installation is very important from the point of view of the quality of work. It is important to ensure that over time the seam does not lose its original characteristics. Working with a semi-automatic machine differs significantly from the technological features of using manual arc welding.
Below we discuss the basic methods and techniques for performing welding work using a semi-automatic machine.
Gas welding
If necessary, semi-automatic installations can use protective gas. This is necessary in order to cut off atmospheric air from the welding area and prevent oxidation of the seam. This approach significantly increases the strength of the welded joint.
Various inert gases are used for welding, but carbon dioxide and helium are most often in demand. The choice is determined by their relatively low cost and low consumption during the work process.
In the case of using carbon dioxide, it is important to achieve high quality preparation of the working surface. The more thoroughly the surface is cleaned, the less likely it is that dust, dirt, rust or paint residue will remain somewhere. Clean the edges with sandpaper, a wire brush or a grinder.
There are several technological methods for performing semi-automatic welding work in a protected environment:
- continuous welding . Requires skill and is one of the more difficult options. It is assumed that the torch passes from the beginning to the end of the weld without pauses or stops;
- automatic spot welding . The workpieces are connected using a large number of welded joints, made in the form of points, and not with a continuous seam;
- short circuit . Selected in most cases when it is necessary to connect two thin steel sheets. The metal is melted by pulses that are generated as a result of a provoked short circuit in the welding machine. The melt of two workpieces after cooling forms one structure.
When operating a semi-automatic installation in a protective gas environment, many experts prefer the alternating current mode. First of all, you need to correctly configure the equipment parameters, taking into account the type and thickness of the metal. Gas consumption is determined by the welding mode, and the wire is consumed at a rate of 4 cm per minute of working time. You can more accurately select the optimal settings using GOST tables.
After completing the preparatory work, you can begin welding. The gas supply is turned on, then the power is connected to initiate an electric arc (initiated by touching the wire to the surface of the workpiece). Then the start button is pressed, which turns on the mechanism for supplying consumables to the welding area.
To obtain a high-quality seam, it is necessary to take into account some very important nuances:
- The wire should be fed strictly straight, but not close to the seam. It is necessary to maintain an unobstructed view of the weld pool;
- a small gap is left between the edges of the workpieces being welded;
- The gap is determined depending on the thickness of the workpiece. 1 mm - if the product has walls about 1 cm thick. If the walls are thicker, then the gap should be approximately 10% of this value.
Aluminum processing technology
The semi-automatic machine has a wide range of capabilities, which allows you to weld different metals, including aluminum. Due to its special properties, special requirements must be adhered to in order to obtain a good result:
- On the surface of aluminum there is a thin layer of amalgam, the melting point of which is significantly higher than the metal itself. Therefore, a shielding gas is required for melting;
- Aluminum melts very quickly and has high fluidity. It is advisable to use a substrate that will avoid many unpleasant moments;
- For working with aluminum, reverse polarity mode with constant current is best suited. A positive charge is established on the burner, and a negative charge on the part.
By following these recommendations, the welder will quickly destroy the amalgam and obtain a good quality melt. As a result, a high-quality weld will be created.
Wire welding
The semi-automatic device allows you to work both in a gas environment and without it. You can weld the workpieces using submerged arc. But this option is more suitable for industry and is not very acceptable in everyday life due to the high cost of the flux. To understand the specifics of the method, you need to pay attention to the main characteristics of the flux - the powder placed in the middle part of the consumable.
It is not recommended to use self-shielding electrodes in combination with semi-automatic welding in cases where it is necessary to join thin sheets of metal or work with medium-carbon steel. Otherwise, the formation of defects – hot cracks – cannot be ruled out.
It is advisable to increase the arc temperature in order to achieve complete melting of the powder inside the protective electrode. This is achieved through reverse polarity.
Types of automatic devices
Based on their design solutions, automatic welding equipment is divided into several types:
- Tractor type. For work under a layer of flux or in an environment of protective gases.
- Suspended welding machine. For use in protective gas environments.
- Multi-arc device. There are modifications of both tractor and suspended versions.
Tractor type
The first type of devices was developed and released in the USSR. Design requirements are regulated by GOST 8213-69. Widely used in heavy industry.
Welding tractor
As an example, consider the design of a single-engine tractor of the TS-17-R type. As the name suggests, the tractor has only one electric motor. It is designed to perform work under a layer of flux when welding various butt seams. In this case, the minimum radius of circumferential seams is 600 mm.
An electric motor drives the running mechanism and the wire feeder. All three elements have a common body, which is the supporting structure of the tractor. It serves as a support for other mechanisms: the flux loading hopper, the wire drum and the control unit.
The electrode is located near the vertical axis, which passes through the center of gravity. This feature allows you to work inside containers: the low center of gravity provides increased stability.
Overhead welding machine
Suspended type equipment consists of the following basic elements:
- Feeding device.
- Drive caliper.
- Vertical movement mechanism.
- Flux bunker.
- Wire drum.
- Control block.
Overhead welding machine
Suspended equipment is divided into stationary and self-propelled units.
Stationary devices are distinguished by the fact that before starting work they are installed in the selected location and are not moved until the work is completed. The main area of application is pipe connection. Self-propelled vehicles are equipped with a trolley for moving around the work site. They are distinguished by their ability to create permanent connections of considerable length.
How to choose a welding machine for a beginner: what to look for
The selection algorithm is simple - first you decide on the main technical parameters, then on additional functions. A beginner should choose which welding machine to buy in exactly this order. At the first stage, you select a number of models that correspond to the purpose of the purchase; at the second, you weed out those that do not have the functions you need or, conversely, have unnecessary options.
Main parameters
Main characteristics - maximum welding current and electrode diameter, power consumption, mains voltage, operating time.
Maximum welding current
It depends on what thickness of metal you can weld and what diameter electrodes you will use. For example, if you plan to work with pipes or profiles up to 5 mm thick, then an inverter with a maximum output current of 160 A will be sufficient. There is no point in buying a device with higher performance if you will not weld thicker workpieces.
When choosing, you can refer to our table:
| Metal | Electrode diameter, mm | Workpiece thickness, mm | Maximum current, A |
| Carbon/stainless steel | 1,6-2,5 | up to 4 | 145 |
| 1,6-3,2 | up to 5 | 160 | |
| 1,6-4 | to 10 | 200 | |
| 1,6-5 | up to 15 | 250 | |
| 1,6-6 | up to 24 | 300 |
Power consumption
When assessing power consumption, you need to take into account the network capabilities at your dacha or garage. Currently, 15 kW is allocated to summer cottages. This is enough to work with an inverter up to 200 A, even if other equipment is turned on in the house. In older dachas and garages, the network can be designed for a lower load.
When buying a device, it is better to give preference to a model with a current and power reserve of about 20-30%. This will give you a little more options and allow you to solve non-standard problems if the need arises.
Mains voltage
According to technical conditions, one or three phases can be allocated for the electrification of a site or garage. Depending on the model, welding machines can operate from a single-phase or three-phase network. There are inverters with a built-in automatic transformer that operate at any voltage. But their price is higher, and they are needed for professional use and travel.
As a rule, welders for household and semi-professional needs with an operating current of up to 250 A are connected to 220 V networks. If your network offers 380 V, then you can choose a device with a higher welding current.
Single-phase networks in dachas and garages are characterized by voltage sags. So that you can work in such conditions, it is better to buy an inverter, the characteristics of which indicate the ability to weld at 130-160 V. Otherwise, you will need a stabilizer. As well as for semi-automatic devices that do not like voltage dips.
Duration of continuous operation
The PV or PN indicator shows how long the device will work and rest. For example, for a given time period of 10 minutes, a model with a duty cycle of 60% in the maximum welding current mode works for 6 minutes and rests for 4 minutes. At low currents, welding can be performed for as long as necessary - 100% duty cycle.
Additional functions
To make the devices easier and more convenient to use, they are equipped with additional functions. In practice, not all may be needed. For a beginner in MMA the following may be useful:
- Hot start. Helps ignite the arc at the beginning of welding, especially useful when working with rusty metal, raw electrodes and electrodes with a basic coating, and eliminates the need to tap the ignition tip for a long time.
- Antistick. Reduces the current to minimum values when the electrode sticks and avoids its overheating, makes it easier to weld thin-walled metal and work in general - electrodes periodically stick even for experienced welders, and tearing them off is time-consuming and difficult.
- Adjustable arc force. Maintains stable combustion, needed if you do not have the skill to hold an arc and when welding at low currents - when the arc begins to die out, the working current increases automatically.
Additional useful functionality of semi-automatic devices includes inductance adjustment. It allows you to change the characteristics of the arc - make it more rigid for positional welding and deep penetration and softer with less spatter for face welds. The function of annealing the wire is also useful, ensuring its constant ejection after each cycle - this is convenient for the next start.
Modern machines may feature synergetic control for intelligent welding. You only need to set the diameter of the electrode or the thickness of the metal and the device itself optimizes the parameters and functions.
Principle and technology of work execution
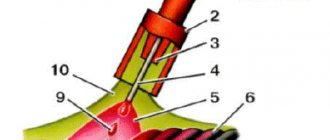
For metal welding, devices of all the above types are used. The main design element of the automatic machine is the welding head, which includes the following components:
- feeding and moving devices;
- conductive elements;
- self-propelled trolley;
- Control block.
It supplies welding wire or other electrode materials, after which it supplies current.
Auxiliary equipment, which includes a protective gas supply mechanism or flux equipment.
The features of the wire feed mechanism are structurally similar to similar devices in semi-automatic devices.
The conductive mechanism is called a burner or mouthpiece. There are various versions that have a common fundamental device - a guide tube with a screwed-in conductive element. The tube is connected to the clamping mechanism via a hinged fork. To increase the service life, the fork is equipped with an insert made of high-strength material. The clamping mechanism is a screw with a spring.
For automatic submerged arc welding, we recommend using energy sources with flat-sloping characteristics. When performing work in a gas environment, sources with rigid characteristics will be preferable.
For orbital welding work, devices with constant frequency asynchronous motors are used. Thanks to the implementation of the principle of self-regulation, the electrode supply speed remains unchanged.
On conveyor lines, welding equipment operates according to a single technological cycle, which may contain devices for preliminary or subsequent processing of materials, depending on the specifics of production.
Types and principle of operation of semi-automatic devices
Main components of the welding machine:
- control Panel;
- mechanism and sleeve for wire feeding;
- bay of consumables;
- burner;
- power supply cable;
- gas supply hose and reducer;
- gas cylinder;
- control system;
- rectifier and heater.
Such equipment is presented in a wide assortment, which is ordered by capabilities and ordered by type. According to the generally accepted classification, welding equipment is divided into manual, automatic and semi-automatic.
The simplest type - manual welding - is ideal for household use, workshops and other small industries. Automatic and semi-automatic machines are characterized by high productivity and processing accuracy. They are an integral part of production lines in large and medium-sized enterprises. In addition to speed of work, they provide high-quality connection of workpieces.
Pros and cons of automatic welding machines
The use of the technology under consideration has positive and negative sides. The advantages of the automatic method are:
- Connection quality. The use of electronic systems allows us to achieve high levels of seam integrity and repeatability.
- Performance. Due to their high speed, automatic lines significantly exceed the capabilities of a team of qualified welders.
- Amount of waste. If configured correctly, the use of automatic devices allows you to minimize the amount of scrap.
- Labor costs. The use of this technology will allow redirecting labor resources to other production areas. In addition, the human factor may not be taken into account when planning work.
Flaws:
- High cost of equipment.
- Low maneuverability of welding units.
- Difficulties in reorganizing production.
Automatic welding technology does not stand still. Despite the fact that production automation, as a rule, has a positive impact on the enterprise, before its implementation the feasibility of modernization should be soberly assessed. This is not always beneficial. It is for this reason that automatic welding has not been widely used. If you have experience in successfully implementing automatic welding in production, share it in the comments.
Our top best welding machines for beginners
We can recommend several devices that are suitable for beginners. The characteristics and functionality of the models allow you to choose them for your home, cottage and garage.
The best inverter welding machines for a beginner
Svarog REAL ARC 200 BLACK with a welding current of 200 A for MMA is a good choice for beginners choosing an inverter for country tasks. The device is good for household use and allows you to work with electrodes up to 4 mm thick. This is enough for welding fences, gates, gates and canopies, including thick-walled pipes made of different types of steel. The device cooks stably at drops of up to 160 V and is equipped with an anti-stick function.
Slightly more expensive Svarog REALSMART ARC 200 is an inverter with synergetic control and a convenient digital panel. It offers anti-stick functions, hot start for easy ignition and arc force for improved welding performance. When choosing the electrode diameter, the welding current and the afterburner and hot start functions are adjusted automatically. The device is suitable for welding with electrodes up to 4 mm and working with steel up to 10 cm thick.
The best semi-automatic machines for beginners
The compact semi-automatic Aurora POLO 160 is a practical solution for beginners who plan to engage in MIG welding and work with wire up to 0.8 mm. The analog control panel allows the operator to easily set the thickness of the material being welded, after which the machine automatically sets the optimal current and voltage values. The model is lightweight and weighs only 8.6 kg, equipped with afterburning and inductance adjustment functions.
The polarity is easily changed, which makes it possible to use a self-shielding wire and eliminate the need to carry a gas cylinder, so the device is truly portable.
For those who want to purchase a device with advanced capabilities for a garage, country workshop and part-time work, we recommend AuroraPRO SPEEDWAY 180 SYNERGIC. This is a universal semi-professional semi-automatic machine, with which you can work with solid and flux-cored wire up to 1 mm, as well as piece electrodes up to 3 mm thick in MMA mode.
For MIG welding, inductance settings for adjusting arc characteristics and constant wire annealing are available. For MMA, a full set of useful functions - anti-sticking, arc force and hot start. The control is synergetic - this simplifies setup.