Что такое сварка-автомат, отличия от полуавтомата
Благодаря полному контролю сварочного процесса автоматическая сварка получила наибольшее распространение на предприятиях, специализирующихся на массовом производстве. По своей сути сварка-автомат – это сочетание электромеханического оборудования с электронным управлением, среди которых важнейшей деталью является сварочная головка. С ее помощью происходит подача расходных материалов в область соединения, производится дуговая сварка, резка или напыление, осуществляется контроль над сварочным процессом и своевременностью его остановки.
Дополнительная информация. По своей конструкции головки делят на два типа: подвесные и самоходные. Первые отличаются отсутствием устройства для перемещения головки. Поэтому движение дуги происходит за счет передвижения соединяемых элементов. Самоходная головка способна самостоятельно перемещаться над зоной сварки с помощью специальных приводов.
На самом деле разница между технологиями несущественна. Степень механизации процесса – вот чем отличается автомат от полуавтомата. Относительная простота конструкции выгодно отличает полуавтоматические сварочные аппараты. Они оборудованы автоматическим устройством подачи сварочной проволоки на электродный держатель через гибкий рукав. Сварщик осуществляет управление за движением дуги, направляя ее в нужную сторону.
Таким образом, технология, при которой проволока подается в автоматическом режиме, а дуга перемещается оператором, получила название полуавтоматической.
Техника сваривания металлов полуавтоматом
Технология соединения металлов с использованием полуавтоматической установки очень важна с точки зрения качества выполнения работ. Важно добиться того, что с течением времени шов не утратит своих первоначальных характеристик. Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Ниже рассмотрены основные приемы и техники выполнения сварочных работ с использованием полуавтомата.
Сварка в среде защитного газа
При необходимости в работе полуавтоматических установок может использоваться защитный газ. Это необходимо для того, чтобы отсечь атмосферный воздух от области сваривания и предотвратить окисления шва. При таком подходе значительно повышается прочность сварного соединения.
Для сварочных работ применяются разные инертные газы, но чаще всего востребованы углекислый и гелий. Выбор обуславливается их сравнительно невысокой стоимостью и небольшим расходом в процессе выполнения работы.
В случае использование углекислого газа важно добиться высокого качества подготовки рабочей поверхности. Чем тщательней будет очищена поверхность, тем меньше вероятность того, что где-то останется пыль, грязь, ржавчина или остатки краски. Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Существует несколько технологических приемов выполнения сварочных работ полуавтоматом в защищенной среде:
- непрерывное сваривание. Требует навыков и является одним из наиболее сложных вариантов. Подразумевается, что горелка продет от начала до конца сварного шва без пауз и остановок;
- точечная автоматическая сварка. Заготовки соединяются с помощью большого количества сварных соединений, выполненных в виде точек, а не сплошным швом;
- коротким замыканием. Выбирается в большинстве случаев, когда требуется соединить два тонких стальных листа. Металл расплавляется импульсами, которые генерируются в результате спровоцированного короткого замыкания в сварочном аппарате. Расплав двух заготовок после остывания образует одну конструкцию.
При работе полуавтоматической установкой в среде защитного газа многие специалисты отдают предпочтение режиму переменного тока. Прежде всего, нужно правильно настроить параметры оборудования, учитывая тип и толщину металла. Расход газа определяется режимом сварки, а проволока расходуется со скоростью 4 см за минуту рабочего времени. Точнее выбрать оптимальные настройки можно с помощью таблиц ГОСТа.
После завершения подготовительных работ, можно приступать к сварке. Включается подача газа, затем подключается питание для возбуждения электрической дуги (инициируется прикосновением проволоки к поверхности заготовок). Затем нажимается кнопка пуска, которая включает механизм подачи расходного материала в зону выполнения сварочных работ.
Для получения высококачественного шва необходимо учесть некоторые очень важные нюансы:
- подача проволоки должна осуществляться строго прямо, но не вплотную к шву. Нужно сохранить беспрепятственный обзор сварочной ванны;
- между кромками свариваемых заготовок оставляется небольшой интервал;
- зазор определяется в зависимости от толщины заготовки. 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
Технология работы с алюминием
Полуавтомат обладает широким спектром возможностей, что позволяет сваривать разные металлы, включая и алюминий. В силу его особых свойств следует придерживаться специальных требований, чтобы получить хороший результат:
- на поверхности алюминия есть тонкий слой амальгамы, температура плавления которой существенно выше по сравнению с самим металлом. Поэтому для плавления требуется защитный газ;
- плавится алюминий очень быстро и обладает высокой текучестью. Желательно использовать подложку, которая позволит избежать многих неприятных моментов;
- для работы с алюминием лучше всего подходит режим обратной полярности с постоянным током. На горелке устанавливается положительный заряд, а на детали отрицательный.
Придерживаясь этих рекомендаций, сварщик быстро разрушит амальгаму и получит хорошего качества расплав. В итоге будет создан качественный сварной шов.
Сварка с проволокой
Полуавтомат позволяет работать как в газовой среде, так и без таковой. Можно сварить заготовки под флюсом. Но данный вариант больше подходит для промышленности и мало приемлем в быту из-за высокой стоимости флюса. Чтобы понять специфику метода, нужно обратить внимание на основные характеристики флюса – порошка, размещенного в средней части расходника.
Не рекомендуется применять самозащитные электроды в сочетании с полуавтоматической сваркой в случаях, когда требуется соединение тонких листов металла или же предстоит работа с среднеуглеродистой сталью. В противном случае не исключено образование дефектов – горячих трещин.
Повысить температуру дуги целесообразно для того, чтобы добиться полного расплавления порошка внутри защитного электрода. Достигается это за счет обратной полярности.
Виды автоматических аппаратов
По своим конструктивным решениям оборудование для автоматической сварки делят на несколько типов:
- Тракторного типа. Для работ под слоем флюса или в среде защитных газов.
- Подвесной сварочный автомат. Для работы в среде защитных газов.
- Многодуговой аппарат. Существуют модификации как тракторного, так и подвесного исполнения.
Тракторный тип
Первый тип аппаратов был разработан и выпущен в СССР. Требования к конструкции регламентированы ГОСТ 8213-69. Широко применяется в тяжелой промышленности.
Сварочный трактор
В качестве примера рассмотрим устройство одномоторного трактора типа ТС-17-Р. Как следует из названия, трактор имеет только один электродвигатель. Он разработан для выполнения работ под слоем флюса при сварке различных стыковых швов. При этом минимальный радиус кольцевых швов составляет 600 мм.
С помощью электродвигателя приводятся в движение ходовой механизм, а также устройство подачи проволоки. Все три элемента имеют общий корпус, который является несущей конструкцией трактора. Он служит опорой прочим механизмам: загрузочному бункеру для флюса, барабану с проволокой и управляющему блоку.
Электрод располагается вблизи вертикальной оси, которая проходит через центр тяжести. Данная особенность позволяет производить работы внутри емкостей: низкое расположение центра тяжести обеспечивает повышенную устойчивость.
Подвесной сварочный аппарат
Оборудование подвесного типа состоит из следующих базовых элементов:
- Подающее устройство.
- Приводной суппорт.
- Механизм вертикального передвижения.
- Флюсовый бункер.
- Проволочный барабан.
- Блок управления.
Подвесной сварочный аппарат
Подвесное оборудование разделяют на стационарные и самоходные агрегаты.
Стационарные устройства отличаются тем, что перед началом работ их устанавливают на выбранное место и не перемещают до окончания работ. Основная сфера применения – соединение труб. Самоходные аппараты оснащены тележкой для перемещения по рабочей площадке. Отличаются способностью к созданию неразъемных соединений значительной длины.
Как выбрать сварочный аппарат новичку: на что обращать внимание
Алгоритм выбора прост — сначала определяетесь с основными техническими параметрами, затем с дополнительными функциями. Выбирать начинающему, какой купить сварочный аппарат, нужно именно в такой последовательности. На первом этапе вы выделяете ряд моделей, соответствующих цели покупки, на втором — отсеиваете те, в которых нет нужных вам функций или, наоборот, есть ненужные опции.
Главные параметры
Основные характеристики — максимальный сварочный ток и диаметр электродов, потребляемая мощность, сетевое напряжение, продолжительность работы.
Максимальный сварочный ток
От него зависит, металл какой толщины вы сможете сваривать и электроды какого диаметра будете использовать. Например, если планируются работы с трубами или профилем толщиной до 5 мм, то достаточно будет инвертора с максимальный выходным током на 160 А. Покупать аппарат с более высокими показателями нет смысла, если сваривать заготовки толще вы не будете.
При выборе можно ориентироваться на нашу таблицу:
| Металл | Диаметр электрода, мм | Толщина заготовки, мм | Максимальный ток, А |
| Углеродистая/нержавеющая сталь | 1,6-2,5 | до 4 | 145 |
| 1,6-3,2 | до 5 | 160 | |
| 1,6-4 | до 10 | 200 | |
| 1,6-5 | до 15 | 250 | |
| 1,6-6 | до 24 | 300 |
Потребляемая мощность
При оценке потребляемой мощности нужно учитывать возможности сети на вашей даче или в гараже. Сейчас на дачные участки выделяют по 15 кВт. Этого достаточно для работы с инвертором до 200 А, даже если в доме включена другая техника. На старых дачах и в гаражах сеть может быть рассчитана на меньшую нагрузку.
Покупая аппарат, лучше отдать предпочтение модели с запасом по току и мощности около 20-30%. Это даст вам немного больше возможностей и позволит решить нестандарные задачи, если возникнет необходимость.
Напряжение в сети
По техническим условиям на электрификацию участка или гаража могут выделить одну или три фазы. В зависимости от модели, сварочные аппараты могут работать от однофазной или трехфазной сети. Существуют инверторы и со встроенным автоматическим трансформатором, работающие при любом напряжении. Но их цена выше, и нужны они для профессионального использования и выездов.
Как правило, сварочники для бытовых и полупрофессиональных нужд с рабочим током до 250 А подключают к сетям на 220 В. Если ваша сеть предлагает 380 В, то можно выбрать аппарат и с более высоким сварочным током.
Для однофазных сетей на дачах и в гаражах характерны просадки напряжения. Чтобы вы могли работать в таких условиях, лучше купить инвертор, в характеристиках которого указана возможность сварки при 130-160 В. В противном случае понадобиться стабилизатор. Как и для полуавтоматов, которые не любят провалов напряжения.
Продолжительность непрерывной работы
Показатель ПВ или ПН показывает, сколько времени аппарат будет работать и отдыхать. Например, при заданном промежутке времени в 10 минут модель с ПВ 60% в режиме максимального сварочного тока работает 6 минут, а отдыхает 4 минуты. На малых токах выполнять сварку можно столько времени, сколько нужно — ПВ 100%.
Дополнительные функции
Чтобы аппараты было проще и удобнее использовать, их оснащают дополнительными функциями. На практике могут понадобиться не все. Новичку в ММА могут быть полезны:
- Горячий старт. Помогает зажечь дугу в начале сварки, особенно полезен при работе с ржавым металлом, сырыми электродами и электродами с основным покрытием, и позволяет не стучать долго кончиком для поджига.
- Антистик. Сбрасывает ток до минимальных значений при залипании электрода и избежать его перегрева, облегчит сварку тонкостенного металла и работу в целом — электроды периодически залипают даже у опытных сварщиков, а отрывать их долго и сложно.
- Регулируемый форсаж дуги. Поддерживает стабильное горение, нужен при отсутствии навыка держать дугу и при сварке на малых токах — когда дуга начинает затухать, рабочий ток нарастает автоматически.
К дополнительному полезному функционалу полуавтоматов можно отнести регулировку индуктивности. Она позволяет изменять характеристики дуги — делать её более жесткой для позиционной сварки и глубокого проплавления и более мягкой с меньшим разбрызгиванием для лицевых швов. Пригодится и функция отжига проволоки, обеспечивающая её постоянный вылет после каждого цикла — это удобно для следующего старта.
В современных аппаратах может присутствовать синергетическое управление для интеллектуальной сварки. Вам нужно только выставить диаметр электрода или толщину металла и аппарат сам оптимизирует параметры и функции.
Принцип и технология выполнения работ
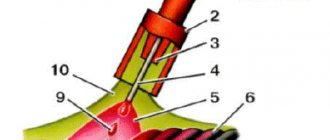
Для сварки металла применяют аппараты всех вышеперечисленных типов. Главным элементом конструкции автоматического аппарата является сварочная головка, которая включает в себя следующие комплектующие:
- устройства подачи и перемещения;
- токопроводные элементы;
- самодвижущаяся тележка;
- блок управления.
Она обеспечивает подачу сварочной проволоки либо прочих электродных материалов, после чего осуществляет подачу тока.
Вспомогательная аппаратура, к которой относятся механизм подачи защитного газа либо флюсовое оборудование.
Особенности механизма подачи проволоки имеют конструктивную схожесть с аналогичным приспособлением полуавтоматических аппаратов.
Токопроводящий механизм называют горелкой либо мундштуком. Встречаются различные варианты исполнения, которые имеют общее принципиальное устройство – направляющую трубку с вкрученным токопроводным элементом. Трубка посредством сапожковой вилки на шарнире соединяется с прижимным механизмом. Для повышения периода эксплуатации вилка снабжена вставкой из высокопрочного материала. Прижимной механизм представляет собой винт с пружиной.
Для автоматической сварки под флюсом рекомендуем использовать источники энергии с пологопадающими характеристиками. При выполнении работ в газовой среде предпочтительнее будут источники с жесткими характеристиками.
Для орбитальных сварных работ используют аппараты с асинхронными двигателями постоянной частоты. Благодаря реализации принципа саморегуляции скорость подачи электродов остается неизменной.
На конвейерных линиях сварочное оборудование работает согласно единому технологическому циклу, который может содержать устройства для предварительной или последующей обработки материалов в зависимости от специфики производства.
Виды и принцип работы полуавтомата
Основные компоненты сварочного аппарата:
- панель управления;
- механизм и рукав для подачи проволоки;
- бухта расходного материала;
- горелка;
- кабель энергоснабжения;
- шланг и редуктор подачи газа;
- газовый баллон;
- система управления;
- выпрямитель и нагреватель.
Подобное оборудование представлено в широком ассортименте, который упорядочен по возможностям и упорядочен по видам. Согласно общепринятой классификации сварочное оборудование делится на ручное, автоматическое и полуавтоматическое.
Самый простой тип – ручные сварки – идеально подходит для бытового использования, мастерских и других небольших производств. Автоматы и полуавтоматы характеризуются высокой производительностью и точностью обработки. Они являются составной частью производственных линий на больших и средних предприятиях. Помимо скорости работы они обеспечивают качественное соединение заготовок.
Плюсы и минусы сварочных автоматов
Применение рассматриваемой технологии имеет положительные и отрицательные стороны. Преимуществами автоматического метода считают:
- Качество соединения. Использование электронных систем позволяет добиться высоких показателей целостности и повторяемости шва.
- Производительность. Благодаря высокой скорости автоматические линии значительно превосходят возможности бригады квалифицированных сварщиков.
- Количество отходов. При условии грамотной настройки использование автоматических аппаратов позволяет минимизировать количество лома.
- Трудозатраты. Применение данной технологии позволит перенаправить трудовые ресурсы на другие производственные участки. Кроме того, можно не учитывать человеческий фактор при планировании работ.
Недостатки:
- Высокая стоимость оборудования.
- Низкая маневренность сварочных агрегатов.
- Трудности при реорганизации производства.
Технология автоматической сварки не стоит на месте. Несмотря на то что автоматизация производства, как правило, оказывает положительное влияние на предприятие, перед ее внедрением следует трезво оценить целесообразность модернизации. Это не всегда выгодно. Именно по этой причине автоматическая сварка не получила повсеместного применения. Если вы имеете опыт успешного внедрения автоматической сварки на производстве, поделитесь им в комментариях.
Наш топ лучших сварочных аппаратов для новичков
Мы можем рекомендовать несколько аппаратов, которые подойдут начинающим. Характеристики и функционал моделей позволяют выбрать их для дома, дачи и гаража.
Лучшие инверторные сварочные аппараты для новичка
Сварог REAL ARC 200 BLACK со сварочным током 200 А для ММА — хороший выбор для новичков, подбирающих инвертор для дачных задач. Аппарат хорош для хозяйства и позволяет работать электродами толщиной до 4 мм. Этого достаточно для сварки заборов, калиток, ворот и навесов, в том числе из толстостенных труб из разных видов стали. Аппарат стабильно варит при просадках до 160 В и оснащен функцией антизалипания.
Немного дороже Сварог REALSMART ARC 200 — инвертор с синергетическим управлением и удобной цифровой панель. Он предлагает функции антистика, горячего старта для легкого зажигания и форсирования дуги, улучшающего показатели сварки. При выборе диаметра электрода сварочный ток и функции форсажа и горячего старта подстраиваются автоматически. Аппарат подходит для сварки электродами до 4 мм и работы со сталью до 10 см толщиной.
Лучшие полуавтоматы для начинающих
Компактный полуавтомат Aurora POLO 160 — практичное решение для начинающих, планирующих заниматься MIG сваркой и работать с проволокой до 0,8 мм. Аналоговая панель управления позволяет оператору легко устанавливать толщину свариваемого материала, после чего аппарат автоматически устанавливает оптимальные значения тока и напряжения. Модель легкая и весит всего 8,6 кг, оснащена функцией дожигания и регулировки индуктивности.
Полярность легко меняется, что дает возможность использовать самозащитную проволоку и исключить необходимость переносить баллон с газом, поэтому аппарат по настоящему портативен.
Для тех, кто хочет приобрести аппарат с расширенными возможности для гаражной, дачной мастерской и подработки советуем AuroraPRO SPEEDWAY 180 SYNERGIC. Это универсальный полупрофессиональный полуавтомат, с помощью которого можно работать сплошной и порошковой проволокой до 1 мм, а также штучными электродами толщиной до 3 мм в режиме ММА.
Для MIG сварки доступны настройка индуктивности для регулировки характеристик дуги и постоянный отжиг проволоки. Для ММА полный комплект полезных функций — антизалипание, форсаж дуги и горячий старт. Управление синергетическое — это упрощает настройку.