Технологии выполнения сварочных работ за последние годы претерпели существенные изменения. Если в прошлом используемые сварочные аппараты выполнялись на трансформаторах, соответственно они имели громоздкие размеры, отличались сложностью в эксплуатации, то появление сварочных полуавтоматических инверторов позволило существенно упростить работу с металлом, при этом такие компактные агрегаты предлагаются по доступным ценам. Популярностью на отечественном рынке пользуются недорогие полуавтоматические инверторы от производителя Ресанта, которые сочетают удобство эксплуатации и отличное качество сварки.
Производитель сварочных аппаратов компании Ресанта — это хорошо известная на российском рынке латвийская компания, которая в своей продукции использует последние достижения техники и благодаря отличному качеству инверторов способна конкурировать даже с ведущими мировыми брендами. Отечественным покупателям аппараты Ресанта полюбились за простоту использования, привлекательные цены, легкость обслуживания, надежность и долговечность.
Описание сварочного инвертора САИПА 165
Сварочный полуавтомат Ресанта 165 относится к классу бытовых однофазных аппаратов, работающих на постоянном токе и обеспечивающих качественное соединение металлов. Ресанта САИПА 165 могут использоваться как с электродами, так и с активной проволокой, что существенно упрощает сварку. При этом вне зависимости от типа свариваемого металла обеспечивается качественное соединение, а сварной шов имеет дополнительную защиту от образования коррозии.
САИПА 165 способна работать с электротоком различной мощности, что позволяет как одновременно работать с толстыми заготовками тугоплавких металлов, так и сваривать алюминий или другой тонкий металл, для работы с которым требуется минимальная мощность электротока.
Ресанта САИПА 165 была изначально сконструирована для использования обычными домовладельцами. Такой аппарат чрезвычайно прост в использовании, а для его включения необходимо лишь нажать соответствующую кнопку на ручке, после чего сварочная проволока будет автоматически подаваться в место сварки. При этом имеется возможность регулировки скорости подачи проволоки, толщина которой может существенно различаться, в зависимости от показателей рабочего тока и свариваемых металлических деталей.
Как правильно настроить сварочный полуавтомат
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.
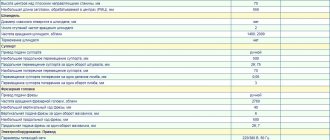
Технические характеристики аппарата
Ресанта САИПА 165 может использоваться для работы в газовой среде и без дополнительной подачи газа. Популярность этой модели сварочных инверторов у отечественных покупателей объясняется великолепными эксплуатационными характеристиками этого аппарата.
- Сила тока может изменяться в диапазоне 20−160 ампер.
- Допустимый диаметр используемой проволоки 0,62 миллиметра.
- Масса аппарата — 11,5 килограмм.
- Допустимые отклонения напряжения от номинала — от минус 30% до плюс 10%.
- Номинальное напряжение в электросети — 220 вольт.
Полуавтомат САИПА 165 предназначается для точечной сварки, поэтому использовать такое оборудование при выполнении больших объемов работ мы не рекомендуем. При условии правильной сварки Ресанта САИПА 165 обеспечит прочный и аккуратный шов, а металл в месте соединения будет отлично защищен от коррозии. Необходимо лишь сопоставить характеристики рабочего тока с параметрами проволоки, правильно подобрать ее толщину и скорость подачи, что и станет гарантией выполнения качественного сварного соединения.
Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
- Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
- При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
- Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
- При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
- Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.
- При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.
- Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.
Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава — результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:
Особенности инвертора САИПА 165
Если говорить об особенностях этой модели сварочного аппарата, то отметим его эргономичную конструкцию. Многочисленные регулировки и настройки параметров как скорости подачи проволоки, так и силы тока, что позволяют подобрать оптимальный режим сварки, вне зависимости от особенностей обрабатываемых металлических элементов.
Выполнен инвертор САИПА 165 в прочном металлическом корпусе и имеет показатели класса защиты IP 21. Эта модель предназначена в первую очередь для выполнения сварочных работ внутри помещения, а вот применять такую технику на открытом воздухе при повышенной влажности не рекомендуется, так как использование сварочного аппарата в таких условиях будет небезопасным.
Механизм подачи сварочной проволоки отличается надежностью и простотой конструкции, поэтому с правильной подготовкой аппарата к работе справится каждый обычный домовладелец. Регулировка скорости подачи используемой проволоки осуществляется при помощи соответствующего тумблера, а в инструкции к инвертору вы можете найти всю необходимую вам информацию, касательно силы тока, диаметра проволоки и скорости ее подачи в сварочную ванну.
На передней панели инвертора находятся специальные соединительные клеммы, которые крепко и быстро фиксируют сварочные провода, исключая потерю тока, соответственно обеспечивается качественная сварка металлических изделий. Этот аппарат выполнен по технологии IGBT, которая подразумевает полностью электронное управление и необходимую автоматику сварки, поэтому работать с этим устройством могут как профессиональные сварщики, так и обычные домовладельцы, использующие инверторы в подсобном хозяйстве и бытовых целях.
Как и большинство современных сварочных инверторов, эта модель получила многочисленную автоматику, которая контролирует процесс сварки, а также предупреждает выход из строя агрегата по причине перенапряжения и перегрева. Например, тут имеется эффективная защита предупреждения перегрева, поэтому, как только температура внутри корпуса превысит предельно допустимые показатели, защитная система отключит инвертор до его полного остывания.
Непосредственно регулировка сварочного тока, скорости подачи проволоки и выбор ее толщины не представляет какой-либо сложности. Поэтому для работы с этим аппаратом не потребуется длительного обучения, а разобраться во всех тонкостях и особенностях использования инвертора можно буквально за 5 минут.
Рекомендации по настройке
Четыре рабочих характеристики оборудования намечают пять направлений его регулировки: защитная газовая смесь, напряжение, полярность, скорость подачи и вылет проволоки. Рассмотрим каждый аспект более подробно.
Подбор газовой смеси
Для защиты соединяемых деталей и оборудования от высоких температур и искр в зону сварки нагнетают газовую смесь или какой-то чистый газ. Для сварочных полуавтоматов используют два вещества: углекислый газ (диоксид углерода) и инертный материал аргон. Возможно четыре варианта их комбинации для разных сплавов и качества шва:
- Чистый углекислый газ — подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.
- Первая смесь обоих газов — на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты. Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
- Вторая смесь обоих газов — на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды — сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.
Чистый аргон — применяется для соединения деталей из алюминия, меди, сплавов на их основе, а также вообще для работы с цветными металлами. Обеспечивает почти полное отсутствие искр, а шов выходит тонким, ровным, чистым и красивым.
Чем больше в составе защитной среды аргона, тем аккуратнее, чище и тоньше получается соединение. Углекислый газ дает довольно грубое соединение и не подходит для тонких металлических листов, мелких деталей и цветных металлов. Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.
Настройка напряжения
Настраивать этот параметр необходимо с учетом требуемой глубины провара, а также толщины соединяемых листов или размеров деталей. Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Регулировка вольтажа носит ступенчатый характер. Большинство современных аппаратов позволяют установить необходимый для работы вольтаж в два этапа.
- Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы о и «2».
- Далее в рамках каждого из этих режимов можно выбрать между минимальным и максимальным уровнем напряжения. За это отвечает второй переключатель.
В результате получается четыре варианта вольтажа. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Настройка скорости подачи проволоки
Регулировать этот параметр следует после выбора напряжения электрического тока. Эта очередность связана с тем, что скорость подачи определяет скорость плавления, которая одновременно зависит от вольтажа. Когда присадочная нить начинает плавиться, скорость ее продвижения снижается. Если этот параметр окажется ниже или выше соответствующего ему вольтажа, качество соединения сильно снизится:
- Если присадочная нить будет подаваться слишком быстро, то при контакте с металлом она начет деформироваться прежде, чем успеет расплавиться. Она также будет липнуть к обрабатываемой поверхности, обильно искря и брызгая. Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
- При слишком медленной подаче проволока рискует сгореть, так и не успев расплавиться. При этом забивается наконечник горелки. Если же присадочная нить все-таки начала плавиться, это не гарантирует качественной работы. При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
Настраивать скорость подачи присадочного материала приходится чаще, чем другие характеристики оборудования. После каждой смены напряжения и замены на другую присадочную нить прежние настройки сбиваются, и их нужно регулировать заново. Современные модели часто облегчают этот аспект благодаря опции автоматической настройки.
Количественное выражение взаимосвязи настроек и результата отражено в таблице:
Регулировка полярности
Этот параметр сварочных полуавтоматов настроить проще всего. На корпусе обычно помещают таблицу, в которой указано, для какого металла или сплава более предпочтительна прямая, а для какого — обратная полярность. В первом случае газовую горелку следует подключать к минусовой клемме, во втором — к плюсовому разъему.
Выбор зависит от конструктивных типов присадочной проволоки. На сегодня их два:
- Простая. Это омедненная цельная нить, при работе с которой всегда используют защитный газ. Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков.
- С флюсом. Это добавка в центре проволоки, при ее плавлении образующая защитный газ, поэтому внешняя среда из аргона или углекислоты не требуется, как и тщательная очистка поверхности — незначительные загрязнение не помешают. С таким припоем можно работать даже на улице в ветреную погоду, но брызг и искр будет очень много. По шву образуется много шлака, который нужно счищать.
Простая медная нить — это всегда обратная полярность и подключение к плюсовой клемме. Отрицательный заряд при этом подается на свариваемый материал. Присадочная нить с флюсом требует прямой полярности и соединения через минусовой разъем. При этом свариваемую деталь соединяют с клеммой с положительным зарядом. Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Настройка вылета проволоки
Вылетом называют расстояние между концом наконечника и концом самой проволоки, то есть часть ее длины, на которую она выдвинута из наконечника. Если отрегулировать этот параметр правильно, получится избежать обильных брызг, коробления свариваемого материала, его прожига и недостаточного провара. Выпуском считается расстояние от сопла горелки до проволочного торца. При малых диаметрах выпуск и вылет равны друг друга, при увеличении толщины нити выпуск уменьшается на 1-10 мм.
На практике применяют три основных варианта вылета в зависимости от конструкции газового сопла и применяемой защитной среды:
- В общем случае выпуск должен быть как можно меньше — порядка 0,6-1,0 см. Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
- При использовании в качестве защитной среды чистого аргона вылет присадочной нити может превышать 1 см. Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм.
- Если наконечник газового сопла углублен внутрь его корпуса, то слишком короткий вылет не обеспечит нормального плавления. Поэтому чем сильнее наконечник утоплен в корпусе горелки, тем больше должно быть значение выпуска.
Чем толще проволока, тем меньше должен быть вылет, иначе в зоне сварки ее окажется больше, чем сварочный полуавтомат способен обработать. И если короткий выпуск просто не позволяет сформировать наплав и сварной шов или не обеспечит нужной глубины провара и прочности шва, то слишком длинный создает избыток припоя, что приведет к прожиганию и короблению металла, обильным брызгам и искрению.
Взаимосвязь вылета, выпуска, диаметра и расхода газа отражены в таблице:
Базовая комплектация инвертора
Базовая комплектация этой модели инвертора вызывает определенные нарекания. Оснащается сварочный аппарат Ресанта САИПА 165 минимумом дополнительных приспособлений, при этом он имеет высокую стоимость для своих показателей мощности. Например, производитель не оснащает этот полуавтомат расходными материалами или специальным кейсом для его хранения. В комплект входит лишь провод массы, сам инвертор, горелка с кабелем, а также техническая документация. На сегодняшний день эта модель сварочного инвертора предлагается покупателям по цене 18−19 тысяч рублей.
Преимущества использования
Надежное соединение любой стали — легированной, нержавеющей, низкоуглеродистой, а также алюминиевых составов может выполняться сварочным полуавтоматом САИПА-220. Аппарат при использовании специальной проволоки в среде аргона, способен сваривать оцинковку по принципу MIG-пайки.
- Выбор источника питания. Инвертор оборудован встроенной защитой от перегрузки, сигнальная лампа выведена на лицевую панель. Рядом предусмотрена лампа индикации сети. Питание сварочного агрегата обеспечивает бытовая сеть. Для преобразования переменного напряжения в постоянное достаточно обычного выпрямителя.
- Регулировка сварочных работ. Объединение регулятора мощности подачи и напряжения дуги дает возможность выбора режима для различных швов (стыковых, тавровых, внахлест и угловых). Кнопкой протяжки удобно контролировать вылет электродов.
- Увеличенная нагрузка. Наличие мощного вентилятора способствует ведению работ с длительностью нагрузки 70%. Система принудительного охлаждения защищает инверторный аппарат в процессе работы и продолжает работать после прекращения подачи на прибор электропитания, в течение нескольких секунд.
- Минимальный нагрев. Для пайки деталей в газовой защитной среде предусмотрена обратная полярность тока, температура концентрируется на кончике электрода. Основной металл меньше подвержен нагреву. Данный режим эффективен при соединении заготовок небольшой толщины. Допускается ведение полуавтоматической сварки небольших швов в различных пространственных положениях. Соединения также получится проводить на весу, пренебрегая дополнительными подкладками, удерживающими металл от вытекания.
- Экономичность и безопасность системы. Среди производственных преимуществ выделяют отсутствие вредных выделений и малую токсичность при сварке. Сварные соединения, созданные в углекислой среде обходятся дешевле электродных. Небольшие габариты аппарата обеспечивают удобство эксплуатации и мобильность. Обслуживание устройства заключается в простой замене горелки и сварочной проволоки. Скорость настройки также упрощает работу.
Удобство работы
Профессиональный полуавтомат разработан для беспрерывного использования длительное время. При сварке инверторным устройством шов сразу получается чистым и безшлаковым, не требует удаления окалины. Полное отсутствие дыма обеспечивает хорошую видимость, повышает удобство работы.
Устойчивость сварочных параметров поддерживается системой управления, формирующей требуемый режим работ с учетом ряда факторов:
- Типа, толщины материала.
- Диаметра сварочной проволоки.
- Состава защитного газа.
Возможно дополнение сварочных полуавтоматов добавочными модулями, включая систему охлаждения горелки, систему подачи защитного газа.
Дополнительное оснащение Ресанта САИПА 165
В специализированных магазинах можно найти различное дополнительное оснащение, которое делает сварочный процесс еще более простым и эффективным. В первую очередь вам потребуется приобрести используемую проволоку, причём производитель рекомендует использовать такую проволоку толщиной 0,6−0,9 миллиметров. Можем порекомендовать вам приобрести следующие дополнительные инструменты и расширения:
- Газовые баллоны.
- Редукторы.
- Магнитные угольники.
- Щётки-зачистки.
Стоимость таких дополнительных приспособлений и расширений не слишком высока, при этом их использование в работе позволяет значительно упростить выполнение сварочных работ.
Полуавтоматический сварочный инвертор Ресанта САИПА 165 имеет определенные преимущества и недостатки. К преимуществам данной модели можно отнести существенное упрощение сварки и отличное качество выполненных работ. В то же время следует отметить высокую стоимость аппарата, а также не слишком богатую базовую комплектация, что вынуждает в последующем дополнительно приобретать различные приспособления для упрощения сварочных работ.
Приобретение сварочных полуавтоматов
Перечисленные выше рекомендации по настройке в равной степени справедливы для сварочных полуавтоматов любой торговой марки, модели и модификации. То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
В каталоге представлен широкий выбор сварочных полуавтоматов для соединения всех основных рабочих сплавов: железных, алюминиевых, медных. Это удобные инверторные моноблоки отечественной марки «Сварог», которая не уступает по техническим характеристикам аналогичному оборудованию зарубежных брендов «Аврора» (китайское производство) или «Ресанта» (латвийская компания).
Источник
Возможные неисправности
Данный аппарат по отзывам потребителей имеет ряд недостатков, которые достаточно часто встречаются. Их можно подразделить на три группы:
- Проблемы с монтажом. Распространенной проблемой является перемена местами регуляторов силы тока и подачи проволоки. Для начинающих сварщиков определить это не под силу и значительно осложняет работу с аппаратом. Также часто электронные платы в аппарате не защищены лакировкой, что приводит к их быстрому выходу из строя. Данные неисправности не являются тотальными, но встречаются достаточно часто;
- Некачественная инструкция. Описание многих важных моментов очень поверхностно, что приводит к неверной эксплуатации аппарата. В наибольшей степени это относится к узлу, который отвечает за подачу проволоки;
- Неверная эксплуатация. Аппарат требует особых условий хранения – в чистом и сухом помещении. Несоблюдение этого чревато поломками. Также важно регулярно обслуживать агрегат, к примеру, осуществлять подтяжку силовых контактов.
Таким образом, недостатки Ресанты могут быть выявлены при грамотной и внимательной покупке при детальном осмотре аппарата, или предотвращены благодаря верной эксплуатации и соблюдении правил хранения и пользования.
Заметим, что большая популярность данных аппаратов позволяет без проблем обслуживать их у специалистов в сервисных центрах.