ООО «Уральский завод Промэлектроники» — Сварочные инверторы и зарядные
ООО «Уральский завод Промэлектроники» производит профессиональное сварочное оборудование под маркой ТИТАН-ВС и занимается разработками в области силовой электроники. Наши сварочные аппараты ТИТАН-ВС и другие изделия выпускаются на основе собственных разработок. На заводе осуществляется полный цикл производства сварочного оборудования — начиная с входного контроля комплектующих частей и заканчивая выходным контролем готовой продукции, а также ее испытаниями в предельных условиях эксплуатации.
Все продукция завода сертифицирована, обладает имиджем хорошего качества, имеет свою торговую марку сварочных аппаратов ТИТАН-ВС
Изделия этой марки узнаваемы и востребованы, пользуются повышенным интересом у профессиональных сварщиков, для которых очень важна высокая производительность. В настоящее время выпускается серия сварочных аппаратов, включающая в себя следующие модели: ТИТАН-ВС 160А (5кг), ТИТАН-В 180А, 220А, 245А (9кг). Модели на 220А и 245А имеют также модификацию со встроенной индикацией величины сварочного тока.
Сварочные аппараты ТИТАН-ВС предназначены для ручной дуговой сварки любых металлов толщиной до 20 мм электродами любой марки, а также для аргонодуговой сварки и сварки алюминия с применением специальных электродов. Стабильность горения дуги, легкость настройки, возможность работы от осветительной сети, мобильность делают их привлекательными для профессионалов и любителей. Малое потребление электрической энергии в режимах холостого хода и короткого замыкания не приводит к перегрузке сети в отличие от традиционных трансформаторных сварочных аппаратов. Благодаря этому наша продукция нашла широкое применение на таких предприятиях, как ОАО НТМК, ОАО ВСМПО — АВИСМА, у ремонтных служб ЖКХ, в монтажных организациях. Кроме того, сварочный аппарат ТИТАН-ВС 180А может работать от передвижной электростанции мощностью не менее 6,5 кВт, что позволяет использовать его в полевых условиях вдали от стационарных источников энергии.
Отличительной особенностью наших сварочных аппаратов является:
- простота использования
- высокое качество сварного шва
- лёгкость поддержания дуги
- низкое разбрызгивание при сварке
- отсутствие повышенных требований к квалификации персонала
Но самым привлекательным моментом у сварочных аппаратов ТИТАН-ВС является возможность непрерывной работы в течение всей смены (того времени, когда меняется электрод, достаточно аппарату для восстановления). Все наши сварочные аппараты поставляются с комплектом сварочных кабелей и сумкой для переноски. Возможна также поставка сетевых удлинителей длиной 15 и 30 метров. Новым направлением нашей деятельности стало начало производства полуавтоматических сварочных аппаратов для сварки в среде инертного газа стальной проволокой Æ 0,6 — 1 мм. Использование современной элементной базы и передовых технических решений позволило значительно уменьшить объём источника сварочного тока и поместить его в одном корпусе с подающим механизмом габаритами 220´230´470 мм (Ш´В´Д) и массой около 14,5 кг. Полуавтомат получил весьма высокую оценку у профессиональных сварщиков, поставивших его значительно выше иностранных аналогов по качеству сварки и удобству в работе. Кроме того, в настоящее время закончена разработка и начат выпуск зарядного устройства нового поколения для автомобильных аккумуляторов. Устройство снабжено цифровой индикацией тока заряда и функцией определения работоспособности аккумулятора по индикации напряжения. Сварочный ток регулируется в диапазоне от 0 до 6А. Устройство имеет малые габариты (95х100х210) и вес (1кг). На нашу продукцию установлен гарантийный срок 1 год. Сервисное обслуживание, гарантийный и послегарантийный ремонт осуществляется заводом-изготовителем в кратчайшие сроки. Наше предприятие открыто для взаимовыгодного сотрудничества, как в области реализации, так и разработки новой техники.
Мы отслеживаем тенденции рынка силовой электроники и стараемся поддерживать оптимальное отношение цена-качество для того, чтобы наши сварочные аппараты ТИТАН-ВС были доступны как можно более широкому кругу потенциальных покупателей.
Подробную информацию о нашем предприятии и продукции можно найти на сайте https://www.urzp.ru/
urzp.proelectro.ru
Сварочные аппараты Титан
Сварочные инверторы Титан зарекомендовали себя как высокотехнологичные, простые в работе и недорогие аппараты. В модельной линейке этого производителя можно найти оборудование, предназначенное для профессионалов и бытового использования. Инверторы и полуавтоматы Титан, имеют компактные размеры и обеспечивают качественную сварку металлических изделий.
Данные модификации инверторов оснащаются специальными системами, которые регулируют скорость подачи рабочей проволоки, что в свою очередь позволяет существенно повысить качество сварки и делает соединительный шов максимально прочным и незаметным. Возможность регулировки рабочего тока у оборудования позволяет использовать сварочные инверторы для работы с различными по своим показателям тугоплавкости металлами. При производстве этих инверторов используются новейшие технологии, что позволяет существенно повысить их эксплуатационные характеристики.
Сварочный полуавтомат Титан ПИСПА 165
Модель полуавтомата Титан 165 при производстве проходит необходимые заводские испытания, что позволяет гарантировать полное отсутствие брака, отличные показатели производительности и мощность оборудования. Из преимуществ данной модели сварочных полуавтоматов можно отметить следующее:
- Низкие показатели энергопотребления.
- Мощность рабочего тока достигает отметки в 160 Ампер.
- Наличие евро разъема.
- Высокий КПД.
- Возможность качественной работы даже с тонким металлом.
- Доступная стоимость.
- Компактные размеры.
- Наличие встроенной системы вентиляции.
- Легкость в работе.
Титан ПИСПА 195
Эта универсальная модель, которая одновременно предназначается для профессионального и бытового использования. Она отличается повышенной мощностью, надежностью и имеет высокие показатели рабочего тока в 180 Ампер. Компактные размеры инвертора ПИСПА 195 позволяют с легкостью переносить его с места на место, при этом он отличается легкостью в работе, что позволяет использовать его даже тем домовладельцам, которые не имеют какого-либо опыта проведения аналогичных работ.
Титан ПИСПА 215
Модель инвертора Титан ПИСПА 215 пользуется популярностью у профессиональных сварщиков, которые по достоинству оценили простоту конструкции, надежность и мощность данной модели сварочного аппарата. Этот инвертор благодаря наличию встроенной системы охлаждения позволяет в течение длительного времени работать на максимальной мощности, что повышает эффективность использования такого оборудования. Мощность у данной модели инвертора составляет 250 Ампер. Подобных мощностных характеристик достаточно для работы с тугоплавкими металлами большой толщины. Из преимуществ данной модели можно отметить великолепное качество сварки, низкий расход электроэнергии, доступную стоимость и возможность работы с различными металлами.
Инверторы Титан
В линейке предложения этого производителя покупатели смогут найти как бытовые модели, из которых можно отметить полуавтомат ПИСПА 165, так и мощные инверторы 215 модели и выше, разработанные в большей степени для профессионального использования. Изготавливается такое сварочное оборудование с использованием современных надежных IGBT транзисторов, что гарантирует эффективность техники. Применение инверторной схемы позволяет уменьшить габариты оборудования, повышает его показатели мощности и обеспечивает отличное качество сварки. Работать на таких полуавтоматах сможет как профессионал, так и обычный домовладелец.
svarkagid.com
Ремонт инвертора Telwin 165 своими руками
В данной статье немного приоткроем завесу над буднями обычного сервисного центра по ремонту сварочной техники. Сегодня вашему вниманию представляем ремонт сварочного инвертора Telwin Force 165. Возможно, ознакомившись с предоставленной информацией, вы сможете устранить некоторые неисправности своими руками. И помните, не беритесь за ремонт, если не уверены в своих действиях, в результате, это всегда обходится дорого.
Как ни банально это звучит, ремонт начинается с разборки аппарата. Для начала снимается ручка, которая зафиксирована на 4 винтах. Затем откручиваются 2 винта, расположенные на пластмассовой части (держат переднюю и заднюю панель) и 2 винта, которыми зафиксирован корпус по бокам). Также не забудьте снять ручку регулятора тока, потянув ее на себя, потому что она не позволит передней панели инвертора отделиться от общего корпуса.
Диагностика начинается с поверхностного осмотра платы. Нужно внимательно посмотреть, нет ли перегоревших дорожек, поврежденных элементов и тому подобного. При беглом осмотре сразу видно, что вышел из строя зарядный резистор, который отвечает за плавный заряд конденсаторов.
Без него будет большой удар в сеть. То, что сгорел зарядный конденсатор говорит о 3 вещах:
- Битый диодный мост
- Пробиты электролитические конденсаторы;
- Силовые ключи – IGBT транзисторы.
Приступаем к прозвонке
Начать прозвонку лучше с выходных клемм, таким образом проверяется годность выходного диодного моста.
Затем проверяются
- входной мост с обратной стороны платы;
- диодный мост на предмет КЗ;
- конденсаторы по высокой стороне;
- силовые транзисторы IGBT нужно замерять меду стоком и истоком, то есть между коллектором и эмиттером.
В данном конкретном случае ремонта Telwin Force 165 вышли из строя именно транзисторы.
Обычно, при выгорании транзисторов выгорают и драйверы. В таком случае транзисторы нужно демонтировать. После демонтажа транзисторов нужно проверить исправность драйверов. Для этого находят сопротивления 15 Ом и звонят их в режиме прозвонки тестера. Если они целы, большая вероятность, что драйвер годный. Если же эти резисторы в обрыве, тогда придется полностью проверить драйвер. Рядом расположены диоды и транзисторы, их проверяют на пробой.
Перед включением нужно убедиться, что у нас по высокому нет замыкания (что замыкание было действительно в транзисторах). Проверяем на конденсаторах.
Топология данного инвертора, Telwin 165, это косой полумост. Выходной трансформатор включен между транзисторами. Почему так называется, косой полумост? Транзисторы включены как бы наискось. В другом косом плече моста стоят разрядные диоды. Их нужно прозвонить заранее, потому что при пробое транзисторов очень часто эти диоды тоже пробивает.
Проверяют также супрессоры – снабберы транзисторов. Они вылетают редко.
Если КЗ нет, нужно подать питание и осциллографом посмотреть, какой сигнал приходит на транзисторы. Многие ремонтники смотрят на форму сигналов на затворах, но мы рекомендуем от эмиттера до затвора впаивать конденсатор 220 -1000 пФ. Тем самым имитируется емкость затвора и нагружается цепочка драйвера. Таким образом, весь драйвер выходного транзистора думает, что он работает на затвор транзистора. Осциллограмма будет примерно такой, как при работе с реальным транзистором. Без нагрузки все может хорошо показывать, под нагрузкой – мы увидим, какая будет форма.
Перед подключением питания в обязательном порядке понадобится стоваттная лампочка с двумя проводами. Если вы не опытный ремонтник, вам нужно обрезать дорожку на плате. Дело в том, что вы можете не заметить замкнутый трансформатор, битый снаббер, диоды и т.д. Разрез питающей дорожки вас спасет от дорогостоящего выхода всей силы из строя.
После любой манипуляции, когда вы включили питание, а потом выключили его, нужно на лампочку разрядить конденсаторы. Напряжение на них смертельное, 310В, может быть даже летальный исход.
В процессе наладки, между двумя разрезанными дорожками впаивается лампочка, которая ограничивает ток, идущий через выходную часть. И даже если где-нибудь что-то будет не так (занижена частота, пробиты трансформаторы, выход и т.д.), лампочка просто загорится в полный накал, а все остальное останется целым.
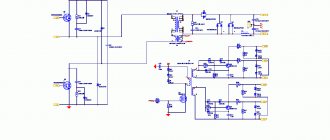
В Telwin Force 165 схема построена следующим образом: как таковая отсутствует дежурка, но … через резистор от сетевого напряжения (310В) заряжаются конденсаторы, которые дают подпитку ШИМу и он короткими импульсами пытается запустить силовую часть. В момент запуска силовой части отвод из силового трансформатора через диод и кренку начинает питать всю схему. Вся схема «заводится» — в этот момент щелкает реле и включается вентилятор. Таким образом производится запуск инвертора, т.е он работает на самоподпитке (не от дежурки). Если вы включили инвертор и щелкнуло реле, завращался вентилятор – это значит, что сила «завелась».
В конкретной рассматриваемой плате при подаче питания на указанных на фото выводах между эмиттером и затвором должны быть короткие «пачки» импульсов – попытки запуска — примерно раз в одну секунду.
Для проверки нужно подпаять минусовой щуп осциллографа на эмиттер.
Важный момент! Напряжение, которое вы подаете, должно быть развязано от сети гальванически, чтобы осциллограф и все остальные приборы, которые вы подключаете, не попали попали под фазу (включая человека, который ремонтирует инвертор).
Другой щуп осциллографа ставится на затвор и подается питание.
На экране осциллографа должны появится серия запускающих импульсов. Значит, драйвер, ТГР, и управляющий ТГРом транзистор – все в рабочем состоянии.
Затем, отключается питание, разряжаются конденсаторы на лампочку и производится переключение на другое плечо.
Проверяются импульсы на другом плече. С помощью осциллографа вы можете измерить размах посчитать их длительность.
Запаиваем весь конечный каскад и пробуем его запустить, потому что все работает в штатном режиме, о чем свидетельствует описанная проверка.
При установке новых силовых IGBT –транзисторов все поверхности алюминиевых радиаторов, к которым они будут прилегать, должны быть идеально чистыми: очищены от любых загрязнений и промыты спиртом.
Проведите пальцем по радиатору в месте установки транзисторов: не должно быть вкраплений, отверстия под резьбу без заусениц и не должны возвышаться (когда откручивают винт, бывает как-бы «вытаскивают» резьбу из алюминия – получается бугор).
Нужно убедиться, что на IGBT-транзисторах нет вкраплений, потому что любая песчинка сделает зазор между транзистором и радиатором, соответственно, функция теплоотвода не будет выполняться в полной мере.
Пасту КПТ-8 (Кремнийоргани́ческая Па́ста Теплопрово́дная) ГОСТ 19783-74, используемую для улучшения теплообмена между мощными электронными компонентами и радиатором, нужно наносить на транзистор исключительно из тюбика. Не нужно выковыривать пасту лопатками из банок.
Пасту нужно мазать как можно меньшим слоем и только на металлическую часть. При затяжке транзистора она должна едва выйти из-под корпуса. Толстый же слой приводит к деформации транзистора.
Радиаторы с транзисторами обратно устанавливаются на плату и запаиваются. В технологический разрез дорожки платы, о котором говорилось ранее, впаивается лампочка, после чего подается питание. Должно щелкнуть реле и включиться вентилятор, это значит, что силовая часть запустилась. Если лампочка не горит, это говорит о том, что все работает нормально и ток покоя в норме.
Нужно проверить выход. На выходных клеммах инвертора должно появиться напряжение. Проводите все работы очень аккуратно, потому что схема в момент проверки находится под высоким напряжением 310В по постоянному току!
К выходным клеммам подключается небольшая лампочка 40 Вт и если все в норме, она должна загореться – силовая часть в рабочем состоянии.
Далее плата промывается изопропиловым спиртом от паяльного флюса, восстанавливается «разорванная» дорожка и нагружается на реостат (проверяется выходной ток).
Регулятор тока выводится на минимум и подключается реостат. Ставятся щупы и снимается напряжение холостого хода. Подключается нагрузка и регулируется ток ручкой инвертора. В данном конкретном случае ремонта ток не регулировался, т.е. был постоянно на максимальном своем значении. Если бы в качестве нагрузки был бы подключен не реостат, а реальный сварочный электрод, при первом же касании о металл этим электродом, вся силовая часть сгорела бы снова, так как инвертор постоянно работает на максимальной своей мощности! Оказывается, изначальная проблема, приведшая к поломке, заключалась в отсутствии регулировки тока. Это говорит о том, что неисправность находится где-то в задающем генераторе. Следствие выбитой силы уже было отремонтировано, а причину – нужно искать.
За регулировку тока отвечает трансформатор, через который проходит первичная обмотка силового трансформатора. Нужно проверить целостность вторичной обмотки этого регулировочного трансформатора. Операционник LM324 проводит сравнение между установленным положением ручки регулятора тока в одном плече и полученными данными с указанного на фото транса в другом плече.
Результаты, полученные операционником, подаются на микросхему ШИМ (задающий генератор работы всей силовой части) и от длительности его импульсов зависит выходной ток. Длительность же импульсов задается операционной микросхемой на основании полученных данных между установленной ручкой и тем, что пришло с трансформатора. В данном случае ремонта данная схема не работает. Нужно устанавливать причину.
Заменой микросхемы компаратора LM324 проблема была решена, а ремонт инвертора завершен. Дальнейшее испытание на реостате показали, что аппарат полностью исправен, а ручка регулировки тока работает, как и положено.
Источник: Powerful Electronics
ООО «Уральский завод Промэлектроники» — Сварочные инверторы и зарядные
ООО «Уральский завод Промэлектроники» производит профессиональное сварочное оборудование под маркой ТИТАН-ВС и занимается разработками в области силовой электроники. Наши сварочные аппараты ТИТАН-ВС и другие изделия выпускаются на основе собственных разработок. На заводе осуществляется полный цикл производства сварочного оборудования — начиная с входного контроля комплектующих частей и заканчивая выходным контролем готовой продукции, а также ее испытаниями в предельных условиях эксплуатации.
Все продукция завода сертифицирована, обладает имиджем хорошего качества, имеет свою торговую марку сварочных аппаратов ТИТАН-ВС
Изделия этой марки узнаваемы и востребованы, пользуются повышенным интересом у профессиональных сварщиков, для которых очень важна высокая производительность. В настоящее время выпускается серия сварочных аппаратов, включающая в себя следующие модели: ТИТАН-ВС 160А (5кг), ТИТАН-В 180А, 220А, 245А (9кг). Модели на 220А и 245А имеют также модификацию со встроенной индикацией величины сварочного тока.
Сварочные аппараты ТИТАН-ВС предназначены для ручной дуговой сварки любых металлов толщиной до 20 мм электродами любой марки, а также для аргонодуговой сварки и сварки алюминия с применением специальных электродов. Стабильность горения дуги, легкость настройки, возможность работы от осветительной сети, мобильность делают их привлекательными для профессионалов и любителей. Малое потребление электрической энергии в режимах холостого хода и короткого замыкания не приводит к перегрузке сети в отличие от традиционных трансформаторных сварочных аппаратов. Благодаря этому наша продукция нашла широкое применение на таких предприятиях, как ОАО НТМК, ОАО ВСМПО — АВИСМА, у ремонтных служб ЖКХ, в монтажных организациях. Кроме того, сварочный аппарат ТИТАН-ВС 180А может работать от передвижной электростанции мощностью не менее 6,5 кВт, что позволяет использовать его в полевых условиях вдали от стационарных источников энергии.
Отличительной особенностью наших сварочных аппаратов является:
- простота использования
- высокое качество сварного шва
- лёгкость поддержания дуги
- низкое разбрызгивание при сварке
- отсутствие повышенных требований к квалификации персонала
Но самым привлекательным моментом у сварочных аппаратов ТИТАН-ВС является возможность непрерывной работы в течение всей смены (того времени, когда меняется электрод, достаточно аппарату для восстановления). Все наши сварочные аппараты поставляются с комплектом сварочных кабелей и сумкой для переноски. Возможна также поставка сетевых удлинителей длиной 15 и 30 метров. Новым направлением нашей деятельности стало начало производства полуавтоматических сварочных аппаратов для сварки в среде инертного газа стальной проволокой Æ 0,6 — 1 мм. Использование современной элементной базы и передовых технических решений позволило значительно уменьшить объём источника сварочного тока и поместить его в одном корпусе с подающим механизмом габаритами 220´230´470 мм (Ш´В´Д) и массой около 14,5 кг. Полуавтомат получил весьма высокую оценку у профессиональных сварщиков, поставивших его значительно выше иностранных аналогов по качеству сварки и удобству в работе. Кроме того, в настоящее время закончена разработка и начат выпуск зарядного устройства нового поколения для автомобильных аккумуляторов. Устройство снабжено цифровой индикацией тока заряда и функцией определения работоспособности аккумулятора по индикации напряжения. Сварочный ток регулируется в диапазоне от 0 до 6А. Устройство имеет малые габариты (95х100х210) и вес (1кг). На нашу продукцию установлен гарантийный срок 1 год. Сервисное обслуживание, гарантийный и послегарантийный ремонт осуществляется заводом-изготовителем в кратчайшие сроки. Наше предприятие открыто для взаимовыгодного сотрудничества, как в области реализации, так и разработки новой техники.
Мы отслеживаем тенденции рынка силовой электроники и стараемся поддерживать оптимальное отношение цена-качество для того, чтобы наши сварочные аппараты ТИТАН-ВС были доступны как можно более широкому кругу потенциальных покупателей.
Подробную информацию о нашем предприятии и продукции можно найти на сайте https://www.urzp.ru/
www.proelectro.ru
Приспособление для сварки Титан: особенности оборудования
Сварочный инвертор Титан – отличный помощник для человека, знающего толк в сварке, а также для того, кто только желает в этом деле разобраться. Сварочный аппарат модельной линейки Титан предназначается для бытовой, а также для профессиональной деятельности. Аппарат Титан 165 дает возможность осуществлять качественное соединение металлических деталей, а шов выглядит ровным и аккуратным.
Сварочный агрегат располагает довольно плавной регулировкой подачи рабочей проволоки. Также имеется плавная регулировка рабочего тока оборудования. Стоит отметить, что две эти возможности позволяют устройству добиться популярности в своем классе аппаратов. В производстве оборудования Титан применяет новейшие технологии, тщательно отобранные материалы и детали.
Каждый сварочный агрегат линейки продукции рассматриваемой компании в заводских условиях проходит испытание качества, благодаря чему практически гарантируются оптимальные показатели мощности, а также значительной производительности. Сварочный агрегат располагает множеством выгодных преимуществ, которые также стоят внимания. В связи с этим постараемся рассмотреть все полезные качества устройства компании.
Достоинства:
- Высокая мощность;
- Профессиональная мощность оборудования;
- Качественная работа с тонкими металлами;
- Высокий коэффициент полезного действия (КПД);
- Евро разъем;
- В режимах сварки MIG/MAG рабочий ток достигает 160 А;
- Незначительное энергопотребление на холостом ходу;
- Отличное качество соединения металлов и сплавов;
- Экономия электрической энергии;
- Незначительная стоимость;
- Система вентиляции оборудования;
- Компактность;
- Удобство в работе, не требующее квалификационного уровня сварщика.
Технические характеристики:
- Напряжение питающей сети – 220В (возможна работа в условиях нестабильной сети);
- Пределы рабочего параметра – 30-160 А;
- Диаметры сварочной проволоки – 0,6-0,9 миллиметра;
- Продолжительность включения при токе 140 А оставляет 35%;
- Вес оборудования – 11 килограммов;
- Производитель – Россия.
ПИСПА 195: описание
Рассматриваемый сварочный аппарат производства компании Титан также как предыдущий аппарат располагает возможностью применения в профессиональной деятельности, а также в бытовых целях. Аккуратный и качественный сварочный шов – не проблема, если Вы имеет аппарат для соединения металлов модели 195.
Плавная подача проволоки, регулировка рабочих токов – два положительных качества, которые присущи большинству продукции компании Титан. При производстве устройств этого класса используются только качественные материалы, современные технологические разработки, благодаря чему, собственно говоря, наблюдается подобная популярность среди сварщиков.
Возможность регулировки рабочего тока дает возможность осуществлять работу, при этом наблюдается экономия электроэнергии. Каждый аппарат для соединения материалов проверяется компанией Титан на качество, тем самым гарантируя оптимальные показатели высокой производительности, мощности. Ознакомимся с особенностями данного устройства.
Особенности:
- Высокая мощность во время работы;
- Возможность работы с тонкими металлами;
- Рабочий ток достигает 180 А;
- Низкое энергопотребление наряду с высоким КПД;
- Несущественное энергопотребление на холостом ходу;
- Отличная качественная сторона соединяющего металлы шва;
- Относительно невысокая стоимость продукции;
- Экономия электроэнергии;
- Компактность;
- Удобство в процессе работы;
- Система вентиляции.
Технические характеристики:
- Напряжение питающей сети – 220В (возможна работы от нестабильной сети);
- Пределы рабочих токов – 30-180 А;
- Диаметры рабочей проволоки – 0,6-1,0 миллиметра;
- ПВ при 160 А составляет 35%;
- Вес оборудования — 12,5 килограмма;
- Производитель – Россия.
ПИСПА 215: описание
Сварочный аппарат популярной в среде профессиональных сварщиков модели Титан ПИСПА 215 также удачно подходит как для профессиональной, так и для бытовой деятельности. Однако наиболее часто устройство Титан 215 можно встретить именно в профессиональной деятельности. Относительно области применения устройства, то оно расширено до максимума, и позволяет применять оборудование на строительстве, в сфере ЖКХ, быту, ремонтных автомастерских, использоваться аварийными службами и т. д.
Огромное удобство оборудованию придает компактность, небольшая масса, а также отсутствие необходимости владения профессиональными навыками в сварочном деле. Таким образом, сварщик, даже если он не владеет определенными умениями и навыками, ему с большой долей вероятности удастся произвести качественное соединение, а сварочный шов получится ровным и точным.
Сварочный аппарат располагает плавной подачей рабочей проволоки, а также позволяет регулировать рабочий параметр в зависимости от потребностей, тем самым способствуя целесообразным растратам электрической энергии. При производстве устройств Титан применяются только качественные материалы, прошедшие детальную проверку на прочность, другие параметры. Современные технологии, применяемые в оборудовании Титан, могут похвастать удобством, которого достигается с приобретением аппарата.
Особенности:
- Высокая мощность;
- Рабочий параметр достигает 215 А;
- Высокий КПД вместе с незначительным энергопотреблением;
- Уверенная работа с тонкими металлами;
- Незначительнее энергопотребление оборудования на холостом ходу;
- Качество продукции;
- Незначительная стоимость;
- Долговечное соединение металлов;
- Отсутствие необходимости квалификационного уровня сварщика для работы.
Технические характеристики:
- Напряжение питающей сети составляет 220В (доступна работа при условиях нестабильной сети);
- Пределы рабочих токов – 30-220А;
- Рабочие диметры проволоки – 0,6-1,1 миллиметра;
- Вес оборудования составляет 12,5 килограмма;
- Страна-производитель оборудования – Россия.
Популярные модели
Востребованные модели Титан:
- Полуавтомат ПИСПА 165;
- Полуавтомат ПИСПА 165С;
- Полуавтомат ПСИПА 195;
- Полуавтомат ПИСПА 215;
- Инвертор БИС 1300;
- Инвертор БИС 2200;
- Инвертор БИС 230.
Все устройства производства компании Титан изготавливаются на основе современных IGBT транзисторов, по новейшей инверторной схеме. Стоит отметить, что данная технологическая разработка дает возможность осуществлять сварку на протяжении длительного времени, при этом достигать высокое качества сварочного шва. Качественная сторона – именно тот момент, который требует к себе большого внимания. Однако оценка аппарата перед его выбором должен осуществляться со всех сторон.
Похожие статьи
goodsvarka.ru
Ресанта САИПА 165: основные технические показатели
Рассмотрим основные показатели Ресанта САИПА 165 и нюансы сварки с ним:
- Подача проволоки находится в прямой зависимости от силы тока. Это помогает избежать во время сварочных работ замыканий тока и обрывов дуги;
- Сила тока регулируется по избранному сечению электрода. Чем она выше, тем глубже провар металла;
- Скорость сварки позволяет контролировать качество и геометрию сварочных работ. При высокой скорости проволока имеет вероятность уйти за защитную сферу и окислиться. При низкой скорости сварочная ванна увеличивается и повышается вероятность образования пор в шве;
- Напряжение электродуги контролируется по выбранной величине силы тока. При повышении этого значения провар углубляется, а шов становится шире. Слишком большое повышение значения приводит к разбрызгиванию металла и образованию пустот в шве;
- Защитный газ и его количество зависит от сечения электрода, скорости сварки и циркуляции воздуха вокруг. Если существует необходимость увеличения газовой защиты, то скорость сварки необходимо снизить и поднести сопло непосредственно к свариваемой поверхности;
- Полярность задается обратная, горелка подключается к «плюсу», а металл к «минусу». Сварка без газа производится в положении прямой полярности;
- Наклон электрода влияет на глубину и качество шва. Если свариваемый металл тонок, то необходимо наклонить проволоку вперед. При обратном наклоне увеличивается глубина шва, а также улучшается визуальный контроль за ходом работ.