Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
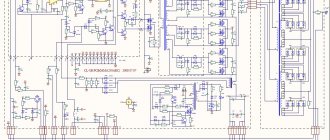
Схема инвертора:
Что потребуется?
Самодельный аппарат, схема которого очень проста, включается в себя несколько главных элементов:
- Механизм с главной функцией, отвечающий за управление сварочным током;
- Источник сетевого питания;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Тележка;
Схема сварки при помощи полуавтомата в среде защитного газа:
Также мастеру понадобятся:
- Механизм, который обеспечивает подачу проволоки;
- Гибкий шланг, при помощи которого проволока или порошок будет поступать к сварному шву под давлением;
- Бобина с проволокой;
- Специальное устройство управления;
Типы
Современные производители сегодня предлагают два вида сварочных рукавов. Это может быть непосредственно рукав или же горелка. При этом внешний вид этих изделий ничем не отличается друг от друга. Оба эти наименования обозначают один и тот же аксессуар.
Так, сварочная горелка-рукав полуавтоматов состоит из трех основных элементов. Это непосредственно горелка, рукав, а также разъемы для их соединения. К сожалению, сейчас трудно найти в продаже рукава отдельно. Но можно приобрести почти все составные элементы конструкции или найти аналоги.
Принцип работы
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема самодельного устройства:
Электрическая схема устройства предусматривает факт, что тип сваривания сильно влияет на прогрессивную работоспособность аппаратов в целом.
Электрическая схема самодельного устройства:
Полуавтомат своими руками — подробное видео
Алгоритм переделки
Подавляющее большинство компонентов применяется без существенных переделок. Переоборудование потребуется устройству подачи присадочного материала, поскольку скорость подачи присадки по гибкому рукаву должна совпадать со скоростью плавления присадочного металла. В механизме необходимо учесть опцию настройки, потому что скорость варьируется исходя из разновидности свариваемых металлов, типа и сечения присадочного материала.
В рабочем инверторе в первую очередь следует переустроить входящее в его структуру трансформаторное устройство. Оно покрывается добавочным слоем, состоящим из медной полоски и бумаги с термочувствительным покрытием.
Не следует использовать обыкновенную проволоку из меди для трансформаторного устройства. В ходе сварочного цикла она нагревается слишком сильно и может застопорить работу всего сварочного полуавтоматического агрегата.
Вторичная обмотка трансформаторного устройства также требует доработки. Она покрывается в 3 слоя тонкой листовой сталью, изолированной лентой из фторопласта. Концы навитой обмотки соединяются посредством паяния. После выполнения этих действий электропроводность значительно увеличивается.
Важным компонентом является вентилятор, который будет осуществлять охлаждение агрегата, предохраняя от излишнего нагрева.
Преобразователь тока для ручной электросварки очень просто становится источником электропитания для полуавтоматического агрегата. Рабочее устройство можно не разбирать, а всё вспомогательное оснащение локализовать в другом корпусе. В нём располагаются бобина с присадочным материалом, беспрепятственно крутящаяся на барабане, и подающее приспособление. На обшивке сбоку устраиваются преобразователь скорости движения присадочного материала и разъём для присоединения направляющего шланга.
Запросто сгодится бэушный корпус системника ПК. Получится аккуратно и лаконично.
Параметры электротока могут настраиваться на инверторе, следовательно, и «плюсовая» клемма подсоединяется к детали от него.
«Минус» выводится из инвертора и заводится в новую несущую оболочку. Тут его присоединяют к клемме подающего шланга. Главное, чтобы и присадочный материал соединялся с данным потенциалом.
Шланг для подвода защитной газовой смеси, следующий от баллона к пистолету-горелке, также фиксируется в корпусе. Если применить клапан от «дворников» автомашины, то появится настройка подачи газовой смеси.
Представленная сборка несложная в реализации, а инвертор может параллельно практиковаться для ручной электродуговой сварки и как источник электропитания для сделанного в домашней обстановке сварочного агрегата, функционирующего в полуавтоматическом режиме.
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;
Подготовка трансформатора
Свое внимание необходимо уделить подающему механизму. При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты. Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Как контролировать правильность работы оборудования
Чтобы сварочный полуавтомат, который вы собрали своими руками, служил вам длительное время, лучше постоянно контролировать температурный режим работы инвертора. Для осуществления такого контроля необходимо нажать одновременно две кнопки, после чего температура самого горячего радиатора инвертора будет выводиться на индикатор. Нормальной рабочей температурой считается та, значение которой не превышает 75 градусов Цельсия.
Если данное значение будет превышено, то, кроме информации, выводимой на индикатор, инвертор начнет издавать прерывистый звуковой сигнал, на что следует сразу же обратить внимание. В этом случае (а также при поломке или замыкании термодатчика) электронная схема устройства автоматически снизит рабочий ток до значения 20А, а звуковой сигнал будет издаваться до тех пор, пока оборудование не придет в норму. Кроме того, о неисправности оборудования, сделанного своими руками, может свидетельствовать код ошибки (Err), высвечиваемый на индикаторе инвертора.
Настройка режима сварки на инверторе «Ресанта»
Источник питания
Ремонт или изготовление конструкции включает в себя источник питания. Таким устройством может служить выпрямитель, инвертор или трансформатор. Именно данная деталь влияет на объем и стоимость сварочника. Наиболее профессиональными и качественными устройствами принято считать инверторные источники питания.
Схема блока питания:
Плата управления
Для создания инвертора необходима специальная плата управления. На данном устройстве должны быть вмонтированы узлы аппарата:
- Задающий генератор, включающий в себя трансформатор гальванической развязки;
- Узел, при помощи которого управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и подающий ток;
- Блок термозащиты;
- Блок «антистик»;
Печатная плата блока управления:
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт. В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства. Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Регулятор считается крупным элементом. Он фиксируется при помощи небольших болтов. Поэтому крепление является крайне ненадежным. Агрегат может перекашиваться, что может привести к сбою в работе. Именно из-за этой причины устройство часто ломается и требует дополнительный ремонт.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.
Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций контроля и функционала для облегчения жизни сварщика. У инвертора не должно быть никаких горячих стартов, простого поджига, форсажа дуги.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.
Вольт-амперная характеристика сварочного инвертора
Дроссель своими руками
Для того, чтобы сделать дроссель, понадобится трансформатор, эмальпровод с диаметром более 1,5 мм. Между слоями наматывается изоляция. При помощи алюминиевой шины с габаритами не менее 2,5х4,5 мм, наматываются 24 витка. Оставшиеся концы шины остаются по 30 см. Сердечник прокладывается при помощи кусочков текстолита с зазором минимум 1 мм. Также разрешено наматывать дроссель на железе от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток. Готовое изделие должно выдавать минимум 24 В при токе 6 А.
Сварочная горелка
Данное устройство предназначено для подачи электродной проволоки, углекислого газа и дугового напряжения к необходимому участку сварки. Назначением устройства является замыкание цепи, которое обеспечивает подачу сварочной проволоки к защитному газу.
Сварочная горелка:
Для наибольшего качественного эффекта рекомендуется приобретать готовый пистолет. В комплекте вместе с устройством должны быть рукава для подачи сварочной проволоки и защитного газа.
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Тележка
Тележка может быть выполнена самостоятельно. Также разрешено использование готовых конструкций. Можно изготовить одноуровневые, двухуровневые и трехуровневые изделия. Для удобства на верхнем уровне хранят инструменты и материалы, которые будут нужны для работы. Для удобного перемещения тележка включается в себя колесики диаметром не менее 5 см.
Самодельная тележка с нескольких вариациях:
Режимы сваривания в углекислом газе:
От обычного устройства полуавтомат отличается механизмом подачи проволоки. Поэтому такой агрегат считается наиболее сложным устройством. Ремонт будет необходим в случае поломки подающего механизма.
Еще один полезный вариант изготовления
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора – необходимо подвергнуть устройство некоторым манипуляциям. Аппарат обматывают медной полосой с обмоткой из термической бумаги. Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться. Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из стрех слоев жести. Каждый слой следует тщательно изолировать. Для этого используют фторопластовую ленту. Концы обмотки необходимо сделать спаянными между собой. Такая процедура позволяет повысить проводимость токов.
Осциллограмма сварочного напряжения и тока на обратной и прямой полярности:
Любой самодельный аппарат плохо воспринимает наличие грязи и пыли. Поэтому такие устройства следует чистить минимум раз в 4-6 месяцев. Интенсивность чистки должна зависеть от количества применений. В ином случае ежегодно придется проводить ремонт устройства.
Ориентировочные режимы сварки стыковых швов при помощи полуавтомата:
Главным преимущество таких аппаратов считается маленький вес. Также есть возможность использования как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун. В недостаткам относится низкий температурный интервал. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15°С. Поэтому для холодных регионов и для зимнего периода времени такие устройства не подойдут. В основном такие инверторы используют на улице в летний период или в помещениях. Самодельные конструкции отлично подойдут для сваривания небольших конструкций в домашних условиях. Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.
Способы создания и алгоритм действий
Если под рукой есть старый инвертор, сборка полуавтомата не займет много времени. Также можно изготовить эффективное устройство из трансформатора.
Из инвертора
Чтобы переделать инвертор в устройство для сварки, нужно подготовить:
- Средство подачи тока и присадочной проволоки.
- Горелку для формирования газовой среды.
В качестве фиксатора для электродов можно использовать пистолетную рукоять. Проволока будет перемещаться по каналу рукава, который соединяет горелку с оборудованием. Инверторная система должна фиксировать постоянное выходное напряжение.
Подготовленный инвертор нужно слегка переделать. Для этого следует обернуть его трансформатор медной проволокой и термобумагой. Использовать жилу с недостаточной толщиной нельзя, поскольку она будет нагреваться в процессе работы аппарата.
Вы можете легко переделать инвертор в устройство для сварки.
Вторичная обмотка требует дополнительной защиты 3-слойной жестью. Для повышения токопроводимости нужно спаять концы. В качестве источника питания подойдет готовый сварочный инвертор, который следует подключить к корпусу с другими компонентами.
На этапе создания механизма подачи следует учитывать виды и параметры расходного материала. Готовые детали продаются в магазинах электротоваров.
Кроме того, можно изготовить механизм своими руками, используя для этого электромотор от дворников автомобиля, прижимной вал с пружиной, 3 подшипника и металлические пластины шириной 1 см. Все детали следует закрепить на текстолитовой подставке толщиной 5 мм.
Узел горелки относится к расходным материалам со сроком службы не больше 1 года. Принцип действия разных приспособлений идентичный.
В конструкции горелки присутствуют такие части:
- Опора с рукоятью.
- Сопло.
- Крепежные элементы.
- Наконечники.
Детали устройства подвергаются нагреву во время сварки. Под особым воздействием высокой температуры оказываются наконечник и сопло. Материал их изготовления определяет срок службы.
При переделке инвертора важно правильно подключить управляющий элемент, который обеспечивает сохранение и преобразование тока. Кабель питания следует подсоединить к клапану подачи газа и вытяжки проволоки. Для этого нужно установить инвертор с выпрямителем.
При переделке важно подключить управляющий элемент.
Взаимодействие электромотора и других компонентов системы создается промежуточным реле на 12 В.
После подготовки всех компонентов остается собрать аппарат по такому алгоритму:
- Подключить инвертор к блокам питания и управления.
- Заправить устройство проволокой и убедиться в том, что она равномерно распределяется по поверхности.
- Соединить горелку с рукавом, который подключается к баллону. Запустить инвертор и оценить подачу газа.
- Установить преобразователи на радиаторах.
- В зоне наибольшего нагрева закрепить термодатчик, который будет деактивировать систему в случае перегрева.
- Подсоединить силовые компоненты к блоку управления.
- Включить аппарат в сеть, проверить выходной ток (он не должен составлять больше 120 А).
Из трансформатора
Если под рукой есть ненужный сварочный трансформатор, можно превратить его в полноценный полуавтомат. Устройство с постоянным током и встроенным выпрямителем не нуждается в доработке. Модель с переменным напряжением придется переделать.
Для предстоящей сборки нужно подготовить:
- Узел подачи присадочной проволоки.
- Устройство генерации сварочного тока.
- Блок питания.
- Горелку.
- Опорные механизмы.
- Зажимы.
- Рукава.
Из трансформатора можно сделать полноценный полуавтомат.
В качестве источника питания может использоваться трансформатор. Он определяет мощность и производительность всей системы. Корпус можно изготовить из ящика или короба подходящего размера. Лучше выполнить его из пластика или металлических листов. В корпусе должны находиться трансформаторы, которые подключаются к первичной и вторичной обмотке.
Для охлаждения сварочного полуавтомата следует установить вентиляторы. Их можно разместить по бокам корпуса, напротив трансформатора.