Rolling machines are used to work with rolled metal, using them to carry out controlled longitudinal or transverse deformation for the manufacture of a wide range of products. They are mainly used as sheet metal rollers, but can also process almost all profile workpieces with a flat surface shape.
Depending on the type and purpose, a roller machine is capable of bending workpieces of various dimensions and a wide range of thicknesses of the starting material. Therefore, sheet metal rolling machines can have a design from the simplest manual sheet bender with two shafts, to a complex CNC rolling machine, which can accommodate up to nine working shafts.
Information about the manufacturer of the three-roll plate bending machine IB2222
The manufacturer of the three-roll sheet bending machine IB2222 is the Slavgorod plant of forging and pressing equipment KPO named after the 8th anniversary of October .
The developer of the IB2222 sheet bending machine is Azov Special Design Moscow Bureau of Forging Equipment and Automatic Lines, SKB Co.
Currently, the IB2222 machine is produced by PJSC Kuvandyksky, Orenburg region, Kuvandyk
Machine tools produced by the Slavgorod press-forging equipment plant KPO
- I2222
- three-roll sheet bending machine 2000 x 16.0 - IB2220
- three-roll sheet bending machine 2000 x 10.0 - IB2222
- three-roll sheet bending machine 2000 x 16.0 - IB2222V
- three-roll sheet bending machine 2000 x 16.0
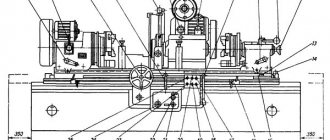
IB2222 General view of the three-roll sheet bending machine
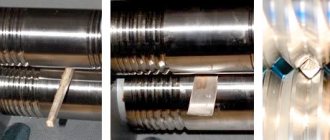
Photo of three-roll plate bending machine IB2222
Photo of three-roll plate bending machine IB2222
Photo of three-roll plate bending machine IB2222
IB2222 Arrangement of components of a three-roll sheet bending machine
Location of the components of the sheet bending machine IB2222
Location of the components of the sheet bending machine IB2222
IB2222 List of components of a three-roll sheet bending machine
- Frame - IB2222-11-001
- Racks - IB2222-12-001
- Folding support - IB2222-14-001
- Device for bending conical shells - IB2222-15-001
- Main drive - IB2222-21-001
- Drive for adjusting the height of the side rolls - IB2222-22-001
- Tilt mechanism for tilt support - IB2222-23-001
- Upper roller - IB2222-31-001
- Side rollers - IB2222-32-001
- Fencing - IB2222-71-001
- Lubricant - IB2222-82-001
- Electrical equipment - IB2222-91-001
- Electrical cabinet - IB2222-92-001
- Control panel - IB2222-93-001
- * Front table - SSh6
- * Reception table - SP20
- * Product removal mechanism - MSI8
- * Shell support mechanism - MP01
- * Tool for bending corners, strips, squares, pipes, channels - IB2222-64-001
- Knee switch - IB2222-65-001
* For machines with mechanization means
IB2222 Control panel for three-roll plate bending machine
Control panel for three-roll plate bending machine IB2222
IB2222 List of roller controls
- General stop
- Control circuit switch
- Main drive rotation direction switch
- * Release button - forward
- * Button for turning on the removal mechanism - back
- Button for lifting the folding support
- Knob lowering buttons
- Button for switching the shell support mechanism up
- Button for switching the mechanism to support the shell down
- Rear side roller up button
- Rear side roller down button
- Front side roller up button
- Front side roller down button
- Signal lamp "Network"
- Signal lamp “Main drive is on”
* For machines with mechanization means
Note: On sheet bending machines, the control panel can be built into the main drive guard (IB2213, IB2216 machines) or be remote - attached to the knee switch brackets (IB2219, IB2220, IB2222 machines).
Scope of application
Basically, rollers for bending sheet metal are used to give workpieces the following types of shapes:
- round,
- cylindrical,
- oval,
- conical,
- polycentric.
A small roll bending machine, for example, can produce almost all elements from galvanized sheet:
- chimneys,
- air ducts,
- ventilation systems,
- gutters.
The limitations on the scope of use of sheet metal rollers are determined only by their technical parameters:
- dimensions and ratio of the diameters of the main and auxiliary shafts, which directly affect the minimum and maximum bending radius;
- the length of the working shafts, which determines the maximum width of the processed sheet;
- type of shaft drive, on which the thickness of the future product depends.
The technological capabilities of roll bending machines also determine their design features. For example, the manufacture of conical and polycentric products directly depends on the ability to change the location of the working shafts relative to each other.
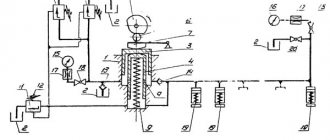
IB2222 Kinematic diagram of a three-roll sheet bending machine
Kinematic diagram of the sheet bending machine IB2222
- Electric motor for driving side rolls (M1) (main drive) - 12 kW
- Pulley – Ø200
- Pulley – Ø400
- Gearbox - Ts2U-315N-40-21
- Gear – m=16, z=18
- Gear – m=16, z=21, 2 pcs.
- Side roller – Ø260, 2 pcs.
- Speed control relay - no
- Electric motor for adjusting the height of the side rolls (M2.3) - 5.5 kW, 2 pcs.
- Coupling, 2 pcs.
- Pulley – Ø140, 2 pcs.
- Pulley – Ø180, 2 pcs.
- Gearbox - 4-125-31.5-56-3ts-U4, 4 pcs.
- Coupling, 2 pcs.
- Screw pair for lifting side roll - Tr86 x 10, 4 pcs.
- Lever, 4 pcs
- Top roller – Ø270
- Screw – Tr60 x 9
- Upper roll lift screw
- Folding upper roll support
- Electric motor of the tilting mechanism of the folding support of the upper roll (M4) - 1.1 kW
- Gearbox - 24-40-10-56-4-1-U1-1
- Screw pair - Tr32 x 6
- Retainer
- Spring
- Cup
- Shell support drive electric motor (M6) - 0.75 kW
- coupling
- Screw pair - Tr32 x 6
- Video clip
- Electric motor drive of the product removal mechanism (pusher) (M5) - 1.5 kW
- Gearbox - 4-100-50-52-1Ts-U4
- Drum – Ø150
- Screw
- Carriage
- Shoe brake - Tr-200
- Brake pulley – Ø200
- Pulley - no
- Pulley - no
- Block, 2 pcs
IB2222 Procedure for operating the machine when bending a cylindrical shell
- The sheet is inserted between the top and side rollers. In this case, the edge of the sheet should be aligned parallel to the generatrix of the front roll
- The rear side roller moves to its lowest position
- The front side roller moves to the uppermost position and the sheet is clamped
- The rear side roll moves upward and the leading edge of the sheet is hemmed
- Side rolls are installed in a symmetrical pattern (at the same level relative to the top)
- The sheet moves to the extreme forward position
- The second edge of the sheet is hemmed, similar to the first
- Side rolls are installed in a symmetrical pattern
- The sheet is bent into a cylinder. The bending radius depends on the position of the side rolls relative to the top, which are controlled using indicators located on the right column of the machine
- The left support of the upper roll is folded back and the shell is removed
Attention
Because When bending the edges of the sheet is carried out according to an asymmetrical pattern, in this case greater radial forces arise than with a symmetrical pattern. For this reason, the machine can bend edges of smaller thickness (see Table 1).
When working, more attention is required to the correct adjustment and installation of the workpiece in the rolls, as well as monitoring the movement of the workpiece during the bending process. After each transition, you should check the parallelism of the edge of the sheet forming the roll.
The flat workpiece must be pre-corrected because the presence of curvature causes its distortion and displacement of the end edges of the shell.
The displacement of the edges is corrected by reverse skewing of the shell in the rolls. Editing is possible if the shell is not completely bent.
Features of machines for metal
Without a rolling machine, it is impossible to shape sheet metal into a cylindrical shape, and pipe rollers help create a drainage system . Machines with forging cylinders are needed for cold bending of metal blanks; also, thanks to rollers, you can process:
- plastic;
- ductile metal;
- rubber compounds.
You need to choose one or another machine depending on the thickness of the metal:
- Twin-roll rollers include two parallel shafts, the upper one has a small cross-section and is made of high-strength steel, and the lower one has a large cross-section and is made of rubber-coated steel. Depending on the pressure force of the pipe, its outlet diameter is selected;
- three-rollers can be symmetrical or asymmetrical ; they are often used in the production of ventilation, round gutters and radius parts. In addition, three-roll rollers are used when processing products made of copper, iron, steel, zinc, etc.;
- four-roll designs are equipped with an additional roll at the bottom to simplify the rolling process.
The most common rollers are three-roll and four-roll. Thus, three-rollers have the following distinctive properties:
- a sheet whose width is less than 6 mm will slip between the shafts;
- the sheet rolling speed should be a maximum of 5 m per minute;
- it is difficult to operate the machine due to the lack of exact coordinates of the metal clamping point;
- affordable price.
But four-roll rollers have the following characteristics:
- the rollers are securely coupled and the risk of sheet slipping is minimized;
- rolling speed can exceed 6 m per minute;
- the work process is fully automated;
- the price is high.
IB2222 Setting up a machine for bending conical shells
Setting up the IB2222 machine for bending conical shells
To bend conical shells, the upper roller is placed in an inclined position at an angle ε to the horizontal. Angle ε and the amount of movement of the left support of the upper roll Δh left. are obtained from the following relationships between the cone angle and the required bending radii (see Fig. 28).
The angle at the top of the conical shells (maximum) is for machines:
- IB2213 - 30°
- IB2220, IB2216, IB2222 - 20°
- IB2219 — 15°
Install the upper roller in the position for bending conical shells in the following sequence:
- loosen the lower spline nuts on the tilt support screw
- Using the front link, set the upper roller to the desired position while simultaneously turning the screw into the glass by rotating the coupling manually. Control of movement along the ruler on the stand
- tighten the lower spline nuts with slight force. Open the folding support and tighten the top nuts. Tighten the lower nuts, close the support
- Use nuts to secure the upper roller console rod, while adjusting the free tilting of the left support
- adjust the position of the limit switch using the grooves in the limit switch bracket and the stop bar in the tilt support drive
- Place a device for bending conical shells on the neck of the upper roll with the folding support removed. When putting on the folding support, the shank of the device stop must enter the device by rotating around the landing neck - the roll.
- Return the roller to the horizontal position in the reverse order. When bending conical shells, the sheet is installed in such a way that the concave edge of the smaller diameter of the truncated cone workpiece is adjacent to the stop of the device for bending conical shells.
- D1 = 270 (top roll diameter)
- D2 = 260 (diameter of side rolls)
- * d1 = 324 (setup diameter for pipe bending for the upper roll)
- * d2 = 314 (diameter of setting for bending pipes for side rolls)
- * d3 = 360 (diameter of setup for bending long products)
- R = 420
Where *dimensions for reference:
Maximum dimensions of long products and Rmin minimum bending radius:
- pipe bending tools . Maximum pipe diameter - Ø32; 45, Rmin = 400 mm
- Setting up a tool for bending a double angle with the flange facing outwards. Maximum dimensions of the corner - 50x50x5, Rmin = 450 mm
- Setting up a tool for bending a channel with the flange facing outwards. Maximum channel size - No. 12, Rmin = 400 mm
- square bending tool . Maximum square dimensions - 50x50, Rmin = 300 mm
- Setting up a tool for bending strips on edge. Maximum strip dimensions - 36x60, Rmin = 400 mm
Making a machine yourself
Naturally, assembling the machine with your own hands will be very expensive in terms of time and load, but if you plan to use it for minor repairs, then homemade assembly will be a more economical option than a factory model, costing 20 thousand rubles and more.
When assembling rollers yourself, do not make the following mistakes:
- do not allow cracks to appear on the metal profile;
- do not allow compression and tension of the surface at the point of load on the structural part;
- Do not squeeze or deform parts before working.
Before you start work, prepare a project drawing, materials and details . The work steps will be as follows:
- mount the main frame based on a curved profile or pipe frame;
- take the U-shaped profile as a vertical support and place the deforming element of the mechanism at the top of its open part, securing it with a threaded clamp. At the bottom, the support must be secured under the frame;
- use a transmission chain to assemble the mechanism;
- after installing it on the sprockets, tension the chain, check the movement and install the feed handle;
- for the manufacture of rollers it is better to use hardened steel;
- in a roller machine, consider radial adjustment to change the size of the gap between the rolls;
- attach the rollers to the frames with rolling bearings.
Here the product is ready. As you can see, rollers can be purchased ready-made, or made with your own hands, having the required tools, drawings, and having the necessary skills.
This is interesting: Do-it-yourself homemade metal lathe: drawings, photos, videos
Technical characteristics of three-roll plate bending machine IB2222
| Parameter name | IB2220 | IB2222 | IB2222V |
| Main parameters of the machine | |||
| Maximum thickness of bent sheet at bt = 250 MPa (25 kgf/mm²), mm | 10 | 16 | 16 |
| Maximum width of bent sheet, mm | 2000 | 2000 | 2000 |
| Maximum angle at the top of conical shells, degrees | 20 | 20 | |
| Bending speed, m/min | 9.3 | 7,7 | 8,5 |
| Minimum bending radius, mm | 180 | 240 | 240 |
| Upper roll diameter, mm | 215 | 270 | 270 |
| Diameter of side rolls, mm | 195 | 260 | 260 |
| Electrical equipment and machine drive | |||
| Number of electric motors, kW | 4 | 4 | 4 |
| Electric motor (main) drive of rotation of side rolls, kW | 8,5 | 12,0 | 12,0 |
| Electric motor of the tilting mechanism of the folding support of the upper roll, kW | 1,1 | 1,1 | 1,1 |
| Electric motors for adjusting the height of the side rolls, kW | 3,0 | 5,5 | 5,5 |
| *Electric motor drive of the product removal mechanism (pusher) (M5), kW | 1,5 | 1,5 | 1,5 |
| *Electric motor for driving the shell support (M6), kW | 0,75 | 0,75 | 0,75 |
| Total power of electric motors, kW | |||
| Dimensions and weight of the machine | |||
| Dimensions (length x width x height), mm | 3940 x 1250 x 1310 | 4040 x 1490 x 1745 | 4040 x 1590 x 2096 |
| Weight, kg | 5850 | 11495 | 8890 |
- Banquetov A.N., Bocharov Yu.A., Dobrinsky N.S. and others. Press-forging equipment, 1970
- Bocharov Yu.A., Prokofiev V, N. Hydraulic drive of forging and pressing machines, 1969
- Belov A.F., Rozanov B.V., Linz V.P. Volumetric stamping on hydraulic presses, 1971
- Zhivov L.I. Forging and stamping equipment, 2006
- Kuzmintsev V.N. Forging with hammers and presses, 1979
- Rozanov B.V. Hydraulic presses, 1959
- Titov Yu.A. Equipment for forging and pressing shops, 2001
- Shcheglov V.F. Forging and pressing machines, 1989
- Berlet Development of forging drawings, 2001
- Rudman L.I. Sheet Forming Equipment Handbook, 1989
- Romanovsky V.P. Handbook of Cold Forging, 1965
- Okhrimenko Ya.M. Technology of forging and stamping production, 1966
- Kuzmintsev V.N. Forging with hammers and presses, 1979
- Meshcherin V.T. Sheet stamping. Atlas of circuits, 1975
Bibliography:
Related Links. Additional Information
- Manufacturers of forging and pressing equipment in Russia
- Classification and designation of hydraulic and crank presses
- Mechanical presses
- Hydraulic presses
- Automatic forging and pressing machines
- Bending and straightening machines
- Guillotine shears, press shears
- Hammers
- Repair of hydraulic systems of metal-cutting machines
- Designations of hydraulic circuits of metal-cutting machines
- Repair of gear hydraulic pumps
Home About the company News Articles Price list Contacts Reference information Interesting video KPO woodworking machines Manufacturers
Classification of machines
According to the bending method, rollers are:
- segmental, where the pipes are bent under the action of one pulling segment;
- mandrels, which deform thin-walled pipes;
- spring. Thanks to the presence of a spring, the plastic bends without deformation;
- crossbow, which are designed for pipes of one diameter or another.
- Manual . Such machines are the most convenient and practical; they do not need to be connected to the network. Clamps and feed rollers with a chain drive are attached to their main frame. Manual profile machines are durable, reliable, compact, easy to adjust and have an affordable price. Manual rollers have a subcategory for jewelry; they are used for rolling and rolling jewelry blanks;
- Hydraulic . Hydraulically driven devices with high power, which are characterized by high performance. Their disadvantage is their dimensions; you cannot easily move such a unit with your own hands;
- Electrical . High productivity is achieved through the operation of an electric motor, although the principle of operation of the machine is no different from a manual one. Most often they are used on an industrial scale, since such rollers have a considerable price.
If you purchase or make a machine with your own hands for small household needs, then it is desirable that it have the following characteristics:
- mobility and light weight;
- compactness;
- economical in terms of energy consumption, since a powerful device can damage home wiring.