Application of welding inverters
This device is used to connect individual parts of metal structures or eliminate cracks and damage on the surface of metal products.
Depending on the complexity and volume of work at the dacha, in the private sector or at a work site, you can select a welding inverter of a certain format. There are three main types of devices on the market - household, professional and specialized.
Read what a welding rectifier is.
Household inverters
This is the best option for private use. Welding inverter for home and garden, designed for quickly solving everyday problems, from eliminating a crack in a bucket to connecting metal beams.
It is light weight and compact in size. It heats up quickly. To work with it you do not need to undergo special training. It is enough to read the instructions supplied with the device.
Its power is up to 4 kW, electrode diameter is up to 5 mm. No 380 V current is required to start.
The main advantages of a welding inverter for home:
- light weight;
- compact dimensions;
- wide power range;
- affordable price.
It can be carried from place to place without much effort. The main thing is to connect the inverter to a 220V network and monitor the speed and quality of its operation.
The disadvantages of a household inverter are fast heating and compliance with a number of storage and operating conditions. You need to treat the device with care in order to maintain its technical characteristics and extend its service life.
Professional inverters
Visually, they look exactly the same as devices intended for welding in domestic conditions. But they have a stronger technical base, and they emit a higher current. They also have protection from dust, moisture, and are resistant to mechanical damage and shaking. After several hours of operation, they practically do not heat up.
Professional inverters are purchased by construction companies, auto repair shops, companies that repair facilities and large household appliances.
Key advantages of professional inverters:
- economical consumption of resources;
- a light weight;
- compact size;
- simple operating rules;
- uninterrupted operation for a long time.
Among the disadvantages is the high price of the device and the parts necessary to complete it. Also among the disadvantages is the limited range of operating temperatures.
Specialized inverters
These are stationary devices that produce high quality current. They are used in factories, during construction or major repairs of large-scale facilities. Compared to the previous two types of devices, specialized inverters are more powerful.
Among their main advantages:
- working with thick layers of metal;
- low current consumption;
- high efficiency;
- impeccable quality of welding current;
- working with several posts, i.e. points where welding is needed.
Among the disadvantages are the large weight and dimensions of the device, installation in one place.
When choosing the type of device, evaluate which parameters are key: dimensions, weight, ability to move the device from place to place, power, quick connection. Also consider the volume and specifics of the work that needs to be performed. A household inverter is suitable for eliminating cracks, tears and other damage to household appliances and metal parts. To carry out larger-scale work, for example, connecting individual parts of a supporting metal structure, you will need a professional or specialized inverter.
How to make a throttle yourself?
It is quite possible to make your own throttle at home. This occurs when there is a straight reel with a sufficient number of turns of the desired cord. Inside the coil are straight metal plates from the transformer. By choosing the thickness of these plates, it is possible to select the starting reactance.
Let's look at a specific example. A choke with a coil with 400 turns and a cord with a diameter of 1.5 mm is filled with plates with a cross-section of 4.5 square centimeters. The length of the coil and conduction must be the same. As a result, the 120 A transformer current will be reduced by half. This choke is made with a resistance that can be changed. To carry out such an operation, it is necessary to measure the recesses of the passage of the core rod into the coil. Without this tool, the coil will have little resistance, but if the rod is inserted into it, the resistance will increase to the maximum.
A choke that is wound with the correct cord will not overheat, but the core may experience strong vibration. This is taken into account when picking up and securing the iron plates.
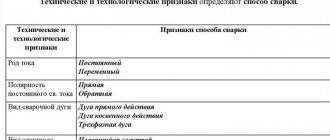
- Equipment that produces alternating electric current
- electrodes used
- application area
What is AC Welding? Welding work is a special type of work with metal, which is intended for fastening metal structures. Currently, in connection with welding current, it is possible to use direct and alternating electric current. Let's take a closer look at welding using alternating electric current.
The first and perhaps the most basic advantage of AC welding is the production of a high-quality weld. The strength of the entire structure depends on the quality of the weld, and the effect of strength itself is achieved due to the fact that the arc does not have any deviations from the initial axis, and this, in turn, is the key to a high-quality and ultra-reliable weld.
The second advantage is that you can use less expensive equipment. Devices that generate alternating electric current will be discussed below.
We remake the device with our own hands
Converting a welding machine from alternating to permanent is not as difficult as it might seem at first glance. You don't even have to buy a separate DC welding machine. You can independently assemble the so-called “attachment” for your existing AC welding transformer. The set-top box is connected to a transformer and converts alternating current into direct current.
Below is a simple diagram of such a console.
This attachment essentially plays the role of a mini-rectifier. Assembled using diodes (VD1-VD4). There is a throttle (L1). Thanks to it, the arc is ignited much easier and burns more stable. The set-top box is not built into the transformer, but is a free-standing device. As mentioned above, it connects directly to the AC transformer.
A little about the details. We recommend choosing V200, D161-320 or D161-250 as diodes. They are attached to radiators. The choke is assembled on a core from a TS-270 type transformer. It can be bought secondhand or removed from a tube TV. All windings must be removed and new ones wound. We recommend 20-30 turns. Use copper wires. The optimal cross-section is 16-22 mm2. Between the halves of the core you need to put spacers made of PCB. Their optimal thickness is 0.3-0.5 mm.
Inverter type welding machine (pros)
1. Technical advantages:
Gradually these versions will be almost completely replaced. Manufacturer: This can be a good tip when you are trying to find where you will find welders at good prices for professional welders. By putting all these features on the waiting list, and after browsing through the better welding machines, you will be able to personally choose the device that suits your needs. Whether you are only interested in a cheap model or a professional product, you will find almost any option to order online. There is a short top with the most popular top products.
Adjustment of the welding current is also carried out in a much wider range than in a conventional machine, a clear advantage of such welding
It is sold at a very competitive price. It is suitable for household use, with good tolerance. Allows long welding operations to reach overheating temperatures within 25 minutes. Cables and a protective mask are connected to it. For those who want to practice at this semi-professional level, the device will be extremely useful as it can work with or without electrodes.
You can choose any type of electrode: base, rutile, stainless steel or even cast iron. The product will allow you to store all types of materials, from titanium and copper, to nickel, stainless steel and all types of alloys of these metals. To ensure safe use, the device includes an array of safety features with overvoltage and overload protection.
Technological advantages
The included warranty is complied with and is valid for 2 years. Any potential buyer who has to choose a quality welding inverter on their own will require some selection advice if they do not have any prior knowledge in this area. For those who think they have little time at their disposal, we can tell you what our recommendations are. This product is suitable for hobby and even semi-professional work, with any types of electrodes, and the main utility finds it in small workshops, repairs or maintenance.
Considering the set of accessories, the offer is convenient for beginners. There are limits that we do not recommend going beyond as with a maximum current of 80A this is not a professional product and cannot melt large electrodes. If you are trying to select it for professional work, we warn you from the outset that it is not intended for this purpose and that the warranty will not cover these risks.
How does a welding transformer work?
Transformers can produce alternating current. For this purpose, they are equipped with a primary and secondary winding, which makes the weight of the device noticeably greater. Such devices are used only for RDS welding using coated electrodes. The thickness of the product depends on the power of the welding current.
During the welding process using alternating current, metal spattering is observed. The consumption of electrodes increases. It is inconvenient to work with such a unit at height or in a vertical position. With alternating current, arc attenuation can occur, so it is difficult to make a complex-shaped seam.
The advantage of welding machines that operate on alternating current is their low cost. In addition, such equipment has a simple design. The devices are often used in harsh conditions and on construction sites.
All components of such devices are quite reliable and, if necessary, repairable.
DC and AC inverters
Device and difference
Let's look at the operating principle of an AC inverter
. The conversion of mains voltage into welding voltage occurs in the following sequence. First, it is rectified and fed to a converter, which generates a high-frequency pulse sequence. The main idea is to supply a 220 volt network voltage to the step-down transformer with a frequency of not 50 Hz, but 30 - 70 kHz.
In this case, the dimensions and weight of the transformer are significantly reduced. To help you imagine this colossal difference, let's give an example: a transformer with a power of about 5000 W, converting a voltage with a frequency of 50 Hz, will weigh about 20 kilograms. A transformer of the same power, but operating at a frequency of 50 kHz, will weigh 250 grams. What will you choose?
Next, the voltage reduced to 60 volts is supplied to the welding electrode from the output of the transformer.
DC inverter
for the most part repeats the circuit of an AC inverter. But a rectifier is added at the output, which converts the output AC voltage to DC.
What to choose
We have dealt with the differences in the design of these types of power sources for welding processes. But, by and large, for most users the power supply device is of little interest. More important for him is the purpose of the various sources and their areas of application. This will ultimately be decisive in your choice.
Try to choose a welding power source that can be connected to the existing network without the risk of overloading it. In addition, the purpose of the source must correspond to the work that you intend to perform with its help. To make the right choice, familiarize yourself with the features of welding various metals.
Operation of the ballast connection
The ballast resistance of the control apparatus is at the level of 0.001 Ohm. It is selected through experiment. Directly to obtain resistance, resistance wires of high power are mainly used; they are used in trolleybuses or on lifts.
You can even reduce the high frequency welding voltage by using a steel door spring.
VT-metall offers services:
Such resistance is turned on permanently or in another way, so that in the future it will be possible to easily adjust the indicators. One edge of this resistance is connected to the output of the transformer structure, the other is provided with a special clamping tool that can tumble along the entire length of the spiral, allowing you to select the desired voltage force. The main part of resistors using high-power wire is made in the form of an open spiral. It is mounted on a structure half a meter long. Thus, the spiral is also made from heating element wire. When resistors made of a magnetic alloy are combined with a spiral or any part made of steel, during operation the passage of high current rates will begin to tremble noticeably. The spiral has such a dependence only until the moment it stretches.
Welding tungsten and chrome tungsten steel
This steel is used to make cutting tools.
1) by welding finished high-speed steel plates onto a low-carbon steel holder;
2) surfacing of high-speed steel on low-carbon steel.
The finished plates are welded in the following ways:
1) using resistance welding;
2) using argon welding with a non-consumable electrode;
3) using the gas fraction with high-temperature solder;
4) DC melts.
For surfacing, you can use waste high-speed steel: broken drills, cutters, countersinks, reamers, etc.
These wastes can be fused using gas or argon welding, as well as by making welding electrodes from them.
After surfacing, the tool is annealed, mechanically processed, and then subjected to triple hardening and tempering.
How to weld metal correctly
Learning to hold the electrode correctly and move the bath is not enough for a good result. It is necessary to know some of the subtleties of the behavior of the metals being joined. The peculiarity is that the seam “pulls” the parts, which can cause them to warp. As a result, the shape of the product may differ greatly from what was intended.
Electric welding technology: before starting to apply a seam, the parts are connected using tack welds - short seams located at a distance of 80-250 mm from each other
Therefore, before work, parts are secured with clamps, ties and other devices. In addition, tacks are made - short transverse seams laid every few tens of centimeters. They hold the parts together, giving the product its shape. When welding joints, they are applied on both sides: this way the resulting stresses are compensated. Only after these preparatory measures do welding begin.
How to choose a current for welding
It is impossible to learn how to weld using electric welding if you do not know what current to set. It depends on the thickness of the parts being welded and the electrodes used. Their dependence is presented in the table.
But with manual arc welding, everything is interconnected. For example, the voltage in the network has dropped. The inverter simply cannot produce the required current. But even under these conditions you can work: you can move the electrode more slowly, achieving good heating. If this does not help, change the type of movement of the electrode - passing over one place several times. Another way is to use a thinner electrode. By combining all these methods you can achieve a good weld even in such conditions.
Now you know how to weld properly. All that remains is to practice the skills. Choose a welding machine, buy electrodes and a welding helmet and start practicing.
To reinforce the information, watch the video lesson on welding.
What is metal welding called?
One of the options for joining two or more metal workpieces is welding. This method is characterized by reliability, efficiency and high speed of work. The joining principle is based on the fact that two parts are fused together at the connection point. This is achieved due to the fact that the metal is exposed to elevated temperatures.
After the arc is formed, the metal begins to melt. It is due to the fact that an arc is created during welding, this joining method is called electric arc welding. How to use electric arc welding correctly, let's look into the details. Initially, it should be noted that when working with welding tools, the use of a special darkening mask is required. This mask serves to eliminate the negative impact on the eyes from bright radiation that occurs during work. In addition, the mask eliminates the possibility of sparks and melting metal coming into contact with your face.
Inverter for professional use
Here the choice is made according to a more complex scheme, since other technical characteristics need to be taken into account.
Step 1. Decide on the thickness of the parts you plan to work with
It is this condition that determines the current strength, duration of switching on, electrode diameter, etc.
Step 2. Find out the diameter of the electrodes and the current strength
The dimensions of the electrodes are selected based on the thickness of the workpieces being welded. The welding current, accordingly, depends on both parameters (electrode parameters plus the dimensions of the parts). You can find out the approximate ratio from the table.
| Diameter of electrodes, mm (for example, rutile ones are indicated) | Workpiece thickness, mm | Welding current value, A (indicated for the lower position of the electrode) |
| 2 | 1,5 | 35 – 50 |
| 2,5 | 2 | 45 – 80 |
| 3 | 3 | 90 – 130 |
| 3 | 4 | 120 – 160 |
| 4 | 5 | 130 – 180 |
| 4 | 8 | 140 – 200 |
| 4 – 5 | 10 | 150 – 220 |
| 4 – 5 | 15 | 160 – 250 |
| 4 – 5 | 16 and over | 180 – 320 |
Step 3. Determine the intensity of use of the inverter device
The operating time of the inverter with interruptions, the time of average duration and continuous operation directly depend on this. Thus, based on the value of the operating welding current, you can find out the rated welding current. To do this, you need to add a reserve of 40 - 50% to the power value.
Be sure to take into account the on-time (ST%) - this is the period of time when you can cook, and the duration of rest in a cycle of 10 minutes. For example, with PV = 70% at a temperature of 40 °C, you can work without a break for 7 minutes and allow the device to rest for 3 minutes.
Step 4. Determine the type of electrical network
Conventionally, all single- and three-phase networks are divided into 4 groups:
We considered the first two types of networks when choosing a household welding inverter. Now let's focus on three-phase networks. If you understand that a stable industrial three-phase network is suitable for you, in which the maximum voltage surge is 10 - 15%, then an inverter with a suitable operating voltage range is sufficient.
If you plan to power the device from a generator, then look for a model where the manufacturer will indicate the ability to operate from gasoline or electric generators.
Also consider protecting the welding inverter from power surges . This is especially important when operating from a generator. The fact is that its output voltage is subject to sudden surges, so protecting the inverter will help prevent rapid breakdown.
After you have taken into account all the parameters, it remains to decide the amount you want to spend on purchasing a welding inverter, as well as the manufacturer’s brand.
Our online store offers the widest selection of equipment from various manufacturers. Products from Blue Weld, Brima, Elitech, Resanta, etc. are especially popular. If you haven’t found a specific model yet or have questions, our specialist will answer them and help you choose. Just call the phone number 8-800-333-83-28.
Source
Features of electrode connection
If you are going to learn how to weld with a welding machine, then it is recommended to do this using a universal electrode with a diameter of 3 mm. Before starting work, it is necessary to install the electrode in a special holder of the welding machine. There are different types of holders - spring and screw. To secure the electrode in the spring holder, you will need to press the button and insert the device into the opened hole. If the device uses a screw type of fastening of the holder, then you need to unscrew the handle and insert the electrode into the hole.
This is interesting!
The main requirement when installing an electrode into a clamp is to ensure its effective fastening.
Once the electrode is installed, the cables should be connected. One cable with an electrode is attached to the positive contact, and the second wire is connected to the negative contact on the welding device, which has a clamp at the end for connection to the part being welded. This connection polarity is the most common, and it is called straight. If it is necessary to cook stainless materials, then a clamp is connected to the plus, and an electrode to the minus.
The principle of operation of a thyristor
The regulator parts are connected both in parallel and counter to each other. They are gradually opened by current pulses, which are formed by transistors vt2 and vt1. When the device starts, both thyristors are closed, C1 and C2 are capacitors, they will be charged through resistor r7. At the moment when the voltage of any of the capacitors reaches the avalanche breakdown voltage of the transistor, it opens, and the discharge current of the capacitor common to it flows through it. After the transistor opens, the corresponding thyristor opens and connects the load to the network. Then the opposite half-cycle of the alternating voltage begins, which involves closing the thyristor, then a new cycle of recharging the capacitor follows, this time in the opposite polarity. Then the next transistor opens, but again connects the load to the network.