Today, screw-action devices have almost completely replaced other types of compressors - especially in enterprises that use large quantities of compressed air. Let's consider the operating principle of screw compressors, their advantages and maintenance details.
Screw compressors are a type of rotary equipment. The principle of their operation is based on the rotation of two rotors, which are called screws.
The first screw compressor was developed by the Swedish scientist Eliot Lysholn, a sample was released in 1934. Since then, the invention has undergone many changes, but the principle of its operation remains the same.
Today, screw units have almost completely replaced other types of compressors from the food, glass, chemical industries, as well as other industries that use large amounts of compressed air.
Design and principle of operation of a screw compressor
The screw compressor converts electrical energy into air-gas thrust.
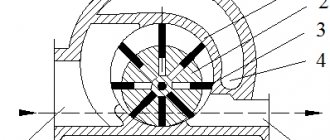
The main component of this device is the screw block (see figure below). It consists of a housing (1) and a screw pair located in it (2 and 3) - a driving and driven rotor.
In the middle part of the rotors there are thickenings on which a screw profile is cut. The teeth of the driving rotor are convex and wide, while the teeth of the driven rotor are thin and concave.
The rotor pair is mounted on bushings or bearings; a minimum gap is provided between the screws (from 0.1 to 0.4 mm). The rotors rotate towards each other, observing the sliding principle. Their movement is synchronized using gears (4) mounted on the rotor shafts. The tightness of the housing is ensured by oil seals and gaskets.
The compressor housing also has cavities for cooling (5), into which, if provided, liquid (water, oil) is supplied.
The operating principle of a screw compressor is as follows.
After the rotor pair begins to rotate, air begins to flow through the inlet port and the suction regulator, which fills the screw cavities along the entire length. Further turning of the screws reduces the volume of the working chamber and increases the pressure in it. When the screw cavities are connected to the compressor outlet, the compressed medium through the cooling radiator exits through the outlet window of the unit.
In the oil version of the compressor, the air at the stage of entering the rotor unit is mixed with purified oil, which enters it in precisely dosed portions. Before exiting, the compressed mixture passes through a separator cartridge. Oil fractions are separated from the air and returned to the rotor unit.
In oil-free compressors (dry compression), due to the strong heating of the air, compression occurs in two stages with intermediate cooling. The compression module of such devices consists of two screw blocks on a common frame. They are equipped with channels for supplying coolant. The water-glycol solution is forced into the air by a pump and then cooled in a heat exchanger. To ensure the highest possible tightness of the unit, the rotors of oil-free compressors have an increased rotation speed (up to 6,000 rpm), which is ensured by a gear multiplier.
Work mode.
In this mode, pressure in the system begins to increase. The pressure gauge (17) located on the front panel shows the pressure inside the compressor, that is, in the area between the suction valve and the minimum pressure valve. The pressure in the line can be controlled using a pressure gauge located on the receiver. When first turned on, the pressure inside the compressor and in the line is almost the same. When the maximum pressure is reached, for example 10 bar, the pressure switch is activated and the compressor switches from operating mode to idle mode.
Types of screw compressors
Currently, many different types of screw compressor devices are manufactured. They can be classified according to various criteria: by filling the chamber, by compressible medium, type of drive, etc.
The two main types of screw compressors are oil-filled models and oil-free devices.
Oil-filled compressors are most often used in production shops. The operation of their rotors is softened by oil injection. It also helps remove excess heat.
Oil-free compressors are used in those industries that require high-purity compressed air: food, pharmaceutical, chemical and others.
There are oil-free dry compression compressors and water-filled devices. The former are equipped with synchronous motors, which are driven by both propellers. They dissipate heat worse than oil-filled ones, and therefore have lower performance.
Water-filled compressors use ordinary water instead of oil, which minimizes the thermal load on the parts. The service life, reliability and safety of such devices are much higher than those of dry compression compressors. At the same time, they are cheaper than oil ones - due to lower energy consumption and lower maintenance costs (replacing oil filters, containers for used oil fluid, etc.).
According to the compressible medium, compressors are air, gas and multi-purpose, according to the type of drive - belt and direct, according to the type of energy used - diesel and electric.
Depending on the degree of air/gas compression, low (up to 1 Mn/m2), medium (up to 10 Mn/m2) and high (more than 10 Mn/m2) pressure compressors are distinguished.
ALARM-STOP mode
The system can be switched to this mode by pressing the emergency shutdown button located on the control panel.
Used in case of urgent need to turn off the electric motor. This command turns off the electric motor without going into idle mode. As we can see, there is nothing complicated in the design of a screw compressor. At the same time, its design is reliable and designed for long-term uninterrupted operation. In this article, we examined only one of the most common and common options. It gives a fairly complete picture of the operation of the compressor, however, it should be borne in mind that each manufacturer can make additional changes and additions to the design of the product it produces. Of course, the reliability and service life of a compressor depends on many factors: compliance with operating conditions, timely completion of routine maintenance, and, most importantly, on the quality of all components and, first of all, the screw unit, which is the most precise and expensive element of the system. We recommend purchasing equipment only from well-known companies that have been present on the Russian market for a long time and have their own representative office and service center here. Only in this case can you forget for a long time about the problems associated with providing air to your enterprise.
Advantages of screw compressors
The main advantages of screw compressors are their compact size, not too much weight, reliability and durability.
Screw devices:
- Can work offline for a long time
- Equipped with an automatic shutdown system in case of an accident, overheating or network failure
- Quickly mounted in their own frames without a special foundation
- During operation they create a minimum of noise and vibration due to insulating casings
- Equipped with digital control units that make it easy to change pressure, program cycles and regulate energy consumption
- Due to the use of screw units of the latest generations and automatic control of air supply, they significantly save energy (up to 30%)
- Do not require frequent maintenance (for comparison, piston devices must be inspected every 500 hours of operation, screw devices - after 4000-8000 hours)
The excellent performance of the screw compressor is explained by the absence of valves and a simple lubrication and cooling system. Practice shows that during the operation of one such device, an enterprise can replace about 5 piston-type machines.
Idle mode.
Unlike a piston compressor, a screw compressor can operate in idle mode, the duration of which is set by a timer. In this mode, the compressor motor and screw group rotate, driving air through the internal circuit of the compressor, thus ensuring its effective cooling. The idle mode is transitional and serves to put the system into standby mode or completely turn off STOP. Upon command from the pressure relay, the pneumoelectric idle valve is turned on, and the time relay is started (set, for example, for 4 minutes). The idle air valve opens a bypass between the suction valve and the oil separator filter. From this point on, the pressure in the line differs from the pressure inside the compressor, that is, in the area between the suction valve and the minimum pressure valve it begins to drop. The opening of the bypass channel is adjusted by the manufacturer so that within a set time (4 minutes) the pressure drops to a minimum value of 2.5 bar. In this case, turning off the engine occurs painlessly without the release of oil through the suction valve into the air filter area. After the set time (4 minutes) has passed, the electric motor is switched off by command from the time relay and the system goes into standby mode. If the pressure in the line drops to a minimum (for example, 8 bar) before the time relay is triggered, the compressor returns to operating mode.
Oil-free screw compressor maintenance
First of all, it should be noted that rotary compressors of any type, and oil-free ones in the first place, are not intended for very dusty rooms.
Abrasive particles entering the screw block damage the surfaces of the rotors and disrupt the geometry of their shapes. As a result, the rotating screws begin to touch, which causes increased friction, scoring and seizing.
Many manufacturers apply special protective coatings to rotors to protect against wear and corrosion.
Foreign manufacturers were the first to do this. Treating the rotors with special polymer compounds made it possible not only to reduce the likelihood of their contact with the subsequent formation of scuffing, but also to reduce the cost of precision machining of surfaces.
Due to the inclusion of tiny particles of solid lubricants, polymer coatings have high antifriction properties, which allows them to effectively reduce friction and prevent the formation of scuffing.
The coatings level the surfaces of the rotors, thereby simplifying their running-in and providing dynamic compaction. The protective layer that these materials create on the screw pair prevents metal corrosion that can be caused by the ingress of water or aggressive cooling solutions.
Over time, factory coatings wear out, and in order to solve the issue of restoring them, it is necessary to use ready-made antifriction materials. Previously, such compounds were exclusively imported, but today their production has been established in our country.
The Russian company has developed a series of anti-friction solid lubricant coatings for screw compressors, which can be used both in the production and repair of rotors.
MODENGY coatings are applied to the surfaces of parts in a layer of up to 100 microns, then, after running-in, the thickness decreases by 2-2.5 times and becomes optimal.
The polymer matrix of the coating firmly holds particles of solid lubricants in its cells, which perform anti-friction and extreme pressure functions.
When servicing oil-free screw compressors, MODENGY 1007, MODENGY 1014 and MODENGY 1066 coatings are used.
MODENGY 1007 is produced on the basis of graphite, therefore it has a characteristic gray-black color. The coating works stably at temperatures of -50…+350 °C, and has a load-bearing capacity of 1300 MPa (SRV test).
The bearing capacity of MODENGY 1014 is even higher, it is 2700 MPa. The operating temperature range of the coating with molybdenum disulfide and polytetrafluoroethylene is -75...+255 °C. The composition has high anti-corrosion properties - >672 hours (salt fog test).
MODENGY 1066 with graphite and molybdenum disulfide can withstand temperatures from -70 to +315 °C. The coating also has anti-corrosion properties (>300 h in salt fog) and high load-bearing capacity (9900 H according to the Falex method).
Before applying the coating, the remains of old lubricants, dust and other contaminants are removed from the rotor surfaces. To completely clean and degrease the screw pair, use the MODENGY Special Cleaner-Activator. Its use promotes high adhesion of the future coating and guarantees its long service life.
Antifriction compounds are applied to the rotors in several layers, then the parts are heated to polymerize the coatings. All materials are cured when heated above +200 °C for 20-40 minutes (the exact time depends on the type of coating).
Rotors coated with MODENGY do not require re-treatment in the future - a correctly applied protective layer does not wear off, as it does not allow the screw surfaces to come into contact.
Standby mode.
This mode lasts until the pressure in the working line becomes less than the minimum (8 bar). The system can remain in standby mode for an arbitrary amount of time, which depends on the air flow in the system. When the pressure in the system drops below the minimum, the pressure switch is activated, and the system again goes into start-up mode, and then into operating mode. The pressure inside the compressor quickly reaches the pressure in the line, its further increase occurs synchronously until it enters idle mode.