Gas cutting seems to be a simpler process than gas welding work, and therefore even a person who does not have special skills can cope with it.
For this reason, almost any of us can master working with a cutting torch. The main thing here is to understand the essence of gas cutting technology. In modern conditions, propane cutters are increasingly used. Working with them requires the use of both propane and oxygen, since the combination of such substances provides the maximum combustion temperature.
The designs of different types of cutters may differ from each other in size or in some components, but the principle of operation is the same for all.
Operating principle and types of cutters
Regardless of the size of the autogen and the types of heating gas mixture, cutting can occur using the process of metal combustion in a stream of oxygen of a pure mixture, pumped through a special nozzle in the head of the working zone.
The main and fundamental feature of gas cutting is the combustion temperature, which must be no less than the melting temperature. Otherwise, the metal, without having time to flare up, will melt and flow all the time. Low-carbon fats must meet these conditions, but non-ferrous metals and cast iron do not.
A large number of alloy steels will also not be amenable to the gas cutting process - there are significant restrictions on the maximum indicator and permissible dosages of alloying components, carbon, impurities, the process of exceeding the combustion of which inside oxygen will become the most unstable or will cease to occur at all.
The cutting itself should be divided into two stages:
- Heating one part of a part to a temperature at which the metal begins to burn. In order to obtain a heating flame, part of the technical oxygen in a certain ratio is mixed with gas .
- The process of combustion (oxidation) of heated metal in a stream of oxygen and the general removal of the combustion product from the cutting zone.
If we start to consider the classification of only hand-held cutters, then this value will have the following features:
Type of fuel, power and method of producing a mixture of gases for a heating-type flame.
- Classification by type of flammable gas: propane-butane, methane, universal MAF, and acetylene.
- Power feature: small (cutting metal with a thickness of 3 to 100 mm) - marking P1, medium (up to 2-0 millimeters) - marking P2, higher (about 300 millimeters), marking - P3. There are special samples with a cutting thickness of about 500 millimeters.
- And if the first feature will only affect the overall temperature of the heating flame, as well as the power - the maximum thickness of the metal, then another feature will determine the design feature of the cutter.
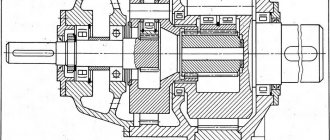
Design Features
A two-pipe, as well as an injection, gas cutter is the most common type of this design. Technical oxygen in the cutter will be distributed into two formats at once.
One portion of the top tube flow will pass through the tip head and exit at high velocity through the center nozzle of the inner mouthpiece. This part of the structure will begin to be responsible for the cutting phase of the process. A control valve or lever valve located outside a specific housing.
The next part will begin to flow into the injector itself. The principle of operation of this device will be that the injected gas (oxygen), entering the mixing chamber under strong pressure and at a high speed, creates a rarefaction area in this place and through the peripheral holes is drawn independently into the flammable (injected gas). Using the process of such mixing, the overall speeds are equalized, and at the exit of the chamber a special flow of a mixture of gases begins to occur at a speed much lower than that of the injected oxygen, but much higher than that of the electrified combustible gas.
After the mixture of gases begins to circulate through the lower tube into the tip head itself, exits through the nozzles between the inner and outer mouthpiece, and also creates a torch of a heating flame. Each channel has its own valve, which will regulate the supply of oxygen, current and combustible gas to the injector.
A non-injector or three-pipe cutter , which contains a more complex design - two oxygen gas flows will begin to flow to the head through separate tubes.
The displacement of the entire heating mixture will occur inside the head itself. But it is the absence of a chamber in which mixing occurs that provides a stronger safety indicator, and also does not create conditions for creating a backlash (the process of spreading burning gases into the channel of the cutters themselves and the pipes in reverse motion).
In addition to more developed structural designs and inflated costs, the disadvantage of a three-pipe gas cutter is considered to be that for its stable operation it is necessary to use a higher pressure of combustible gas (there is no ejection effect here, as well as an increase in the speed of general flows).
Overall size and weight
The parameters of a manual injection gas cutter will be contained in GOST 5191−79 standards and will directly depend on its power indicator:
- P1 has about 500 millimeters.
- For P2 and P3 they are within a certain limit of 580 millimeters. But more extended models are also being produced to carry out work in appropriate conditions.
- There are special restrictions on the weight of any such power category: 1.0 and 1.3 kilograms in the ratio for P1 and P2-P3.
The same standards from GOST will determine that the P3 variety is an oxygen-propane cutter, and also P1 and P2 can perform work on absolutely any type of combustible gas. There is also a separate group of manual injection tools for oxygen cutting - insert cutters, which have a special marking PB.
According to GOST standards, they will be defined as tips for cutting on a welding torch. The main differences in such designs are that the process of separating oxygen, as well as a mixed type of combustible mixture, will occur on the tips themselves, which have a smaller weight and size than the cutter. So the weight indicator of PB1 has a special upper limit of 0.6 kilograms, and PB2 and PB3 are about 0.7 kilograms.
But this type of gas cutter cannot be called complete in terms of its metal - in the working position during the assembly process with the main body of the burner, its overall size and weight will be no less than that of special equipment. Its main advantage is that you can purchase a torch together with various types of tips (cutting and welding), and the complete complex can be easily placed in a small case. Or buy a portable backpack specially designed for the burner.
But in this case there is one peculiarity. Propane will be much cheaper in cost than acetylene. It is for this reason that the cost of using an acetylene torch will be much higher than an oxypropane torch. To weld metal, it is better to use an acetylene torch, whose total flame temperature will be as much as 300-400 degrees higher than that of an oxygen- propane torch (with an all-propane torch the total temperature will be less than 2 thousand degrees Celsius).
The compactness of the entire post for manual cutting can be ensured using the capacity of all gas cylinders.
Where can I buy
The product can be purchased in our online store or at one of the warehouses in Moscow. You can receive your order yourself or by ordering delivery.
Delivery
When ordering goods with a total weight of up to 6 kg, the cost of delivery by courier is 400 rubles
, you can order such delivery by selecting the cutter or other product you need in the Catalog section.
Delivery costs exceeding 6 kg depend on your location. Regular delivery in Moscow costs from 1,200 rubles
.
Delivery can be ordered by phone: +7
.
Delivery orders are open on weekdays from 9-00 to 17-00, on Saturdays from 10-00 to 14-00, and on the website - around the clock
. All warehouses are open on weekdays from 9-00 to 17-00, and on Saturdays from 10-00 to 14-00.
Advantages of portable gas burners
Recently, on the market you can see offers for the purchase of portable gas burners, which include an attachment to a small collet cylinder filled with gas.
The flame temperature in such a device usually does not exceed 1300 degrees Celsius. And although there are professional collet portable cutters with a total torch temperature from 2000 to 2500 degrees Celsius (for example, Kovea KT -2610 when working with a MAPP US gas mixture), which is already closest to the temperature of the flaring flame of an oxygen-propane cutter - 2700 -2800 degrees Celsius.
In any case, in order to establish certain conditions for combustion, there is no main cutting component - a stream of oxygen, with the help of which the general oxidation of the metal occurs.
These portable cutters can be used to cut low-melting metals, as well as alloys: aluminum, bronze, copper, brass, and tin. But even in this case, we will not be talking about cutting, but about the melting process. It is for this reason that they are most often used during the repair of refrigerators or air conditioners, and cutting can be done using manual or electrical equipment.
Principle of operation
Metal cutting occurs due to its melting under the influence of a directed stream of oxygen on the line of the intended cut. After melting, the same jet blows out the oxides formed in the cut zone.
The use of gas cutters is effective in the following cases:
- If it is necessary to cut metal structures before subsequent melting during the sorting process.
- To correct defects formed during welding work.
- To eliminate the consequences of accidents.
- In foundry production to correct external defects on finished ingots.
- In metallurgy for cutting metal sheets and rolled products before installing metal structures.
- If necessary, preparation work before welding.
- When dismantling steel structures.
Choosing an Oxygen Torch
If we consider the device from the hose to the head, it is important to highlight the following features:
- The valves must rotate with the least effort.
- Nipples made from brass last much longer than aluminum devices.
- The material on the handle must be of the aluminum type; in this case, plastic linings will last less and may soon float.
- The best diameter of the handle in the cutting oxygen valve is at least 40 millimeters.
- Lever varieties are considered the most attractive to use and allow the user to significantly save gas.
- Spindles on valves: stainless steel - these are the most reliable varieties (up to 15 thousand cycles), brass - can fail in a short time (about 500 cycles), combined types - have average performance.
- The material for the body in the tubes is brass, copper, and stainless steel.
- Acetylene cutters , in which parts in contact with flammable gas before the mixing chamber, should in no case be made of copper or alloys, and its total content should not exceed 65 percent.
- The collapsible model helps to repair the cutter, as well as clean the entire injection unit, tubes and the tip itself.
- The outer mouthpiece should be created using only copper.
- The internal mouthpiece of an acetylene cutter is copper, while an oxygen-propane cutter can be made of brass.
- The manufacturer must include spare parts for the selected device, as well as additional parts for consumption.
TYPES AND MAIN PARAMETERS
1.1. The types and main parameters of cutters must correspond to those indicated in the table. And .
Table 1
| Cutter type | Design and flammable gas used | Thickness of cut steel, mm | Relative pressure drop of cutting oxygen DP, %, no more | Connecting dimensions of fittings | Cutter length, mm, no more | Operating weight of the cutter, kg, no more |
| P1 | A - acetylene; P - propane-butane or natural gas | 3-100 | 15 | M12´1.25 | 500 | 1,0 |
| PB1 | — | 0,6 | ||||
| P2 | 3-200 | 20 | M12´1.25; M16´1.5 | 580 | 1,3 | |
| RV2 | — | 0,7 | ||||
| P3 | P - propane-butane or natural gas | 3-300 | 35 | M16´1.5 | 1,3 |
Notes:
1. The operating weight of the cutter is given without taking into account the weight of the support trolley with a compass device.
2. The relative pressure drop of cutting oxygen is calculated using the formula
where P0 is the oxygen pressure at the inlet to the cutter;
P1 is the oxygen pressure at the inlet to the cutting oxygen channel of the mouthpiece with the cutting oxygen valve fully open.
table 2
| Mouthpiece number | Thickness of cut steel, mm | Pressure at the inlet to the cutter, kPa (kgf/cm2) | Consumption, ml×h, no more | ||||||
| oxygen, no more | acetylene | propane-butane and natural gas | oxygen when working on | acetylene | propane-butane | natural gas | |||
| acetylene | propane-butane and natural gas | ||||||||
| 0 | 3-8 | 245,0(2,5) | 2,94-117,6 (0,03-1,2) | 0,98-147,0 (0,01-1,5) | 1,90 | 2,55 | 0,40 | 0,34 | 0,75 |
| 1 | 8-15 | 343,0(3,5) | 3,20 | 4,10 | 0,50 | 0,41 | 0,90 | ||
| 2 | 15-30 | 392,0(4,0) | 4,70 | 5,80 | 0,65 | 0,49 | 1,08 | ||
| 3 | 30-50 | 411,6(4,2) | 7,60 | 8,60 | 0,75 | 0,49 | 1,08 | ||
| 4 | 50-100 | 490,0(5,0) | 42,40 | 13,80 | 0,90 | 0,62 | 1,38 | ||
| 5 | 100-200 | 735,0(7,5) | 9,8-117,6 (0,1-1,2) | 19,60-147,0 (0,20-1,5) | 21,75 | 23,00 | 1,25 | 0,68 | 1,50 |
| 6 | 200-300 | 980,0(10,0) | — | — | 33,20 | — | 0,86 | 1,92 | |
Notes:
1. The mouthpieces are designed for the use of flammable gas in accordance with the design of the cutter (see table).
2. Oxygen purity - no less than 99.5%.
3. Oxygen flow is ensured with oxygen valves fully open.
An example of a designation for a type P1 cutter using an acetylene-oxygen heating flame, type of climatic modification UHL1 according to GOST 15150-69, with connecting fitting dimensions M12´1.25:
Cutter R1UHL1 M72´1.25 GOST 5191-79.
(Changed edition, Amendment No. 1).
Using the cutter
Rules for general use:
- When working with a cutter, you should wear a special mask (or special glasses).
- You should first put on gloves and work clothes with fire-resistant (that is, non-flammable) properties.
- The autogen flame must face away from the supply hoses, and the hoses must not negatively affect the work of the entire cutter.
- Cylinders together with gas should be placed at a distance of no closer than five meters to the workplace. Metal cutting should be done either in open air or in a well-ventilated place.
After a long break or during the first launch of a new injection cutter, it is worth making sure that such channels are completely clean and that the oxygen inside the injector can create the required level to dilute the suction of combustible gas .
From the very beginning, when closing the valves on the cutter itself and on the cylinders with cutters, you should remove the hose along with the propane. Afterwards, you should install a special working division on the oxygen cylinder, and also open the valve on the cutter; this valve will begin to actively heat the oxygen and gas. The functionality of the injector should be checked by placing a finger on the flammable gas nipple - at this time the person should feel air being sucked into the nipple hole.
Do-it-yourself cutting torch
A compact and simple, but quite effective gas cutter is offered. It easily melts and cuts copper wires and heats up sheet metal in a short time (seconds). Using this example, you can understand the principle of building a more powerful homemade gadget and, if you really want to, create it. To make it you will need:
- two large medical IVs;
- needle for inflating balls (volleyball/soccer);
- aquarium compressor. Can be replaced with a plastic two-liter bottle;
- cylinder for refilling gas lighters with propane;
- copper wire;
- soldering iron complete (stand with trays, solder, flux, etc.);
- thermal gun (thermal glue);
- removable nipple for car camera;
- thin file or fine-grained emery stone.
The principle of operation of the device, after reading the article, will be intuitively clear from the figure.
Do-it-yourself cutting torch. East. https://www.lifetweaks.ru/dlya-avtolyubitelya/gazovyj-mini-rezak-svoimi-rukami/.
We make a hole (incision) in a large needle and pass a curved medical needle through it (we grind off its sharp tip). We wrap this place for sealing with copper wire and seal it (does it already resemble a gas burner?). All that remains is to provide air supply from the compressor and propane from the cylinder. The limiter clamps on the dropper tubes will regulate the torch flame. We suggest you think through the rest yourself and you will get a gas cutter with your own hands.
Attention ! Be careful when working with flammable substances. Work with gas only in a well-ventilated area and away from open flames.
Working with gas equipment requires great responsibility. We recommend taking the “first steps” with factory-made equipment under the supervision of experienced specialists. This will not only help you avoid many mistakes, but can also save your health, or even your life. Flammable gas (any of the above) is a very explosive substance. Therefore, if you do not have the skills to work in the gas industry, then it is better not to experiment with homemade products.