What is melting point
Each metal has unique properties, and this list includes its melting point.
When melting, the metal changes from one state to another, namely, from solid to liquid. To fuse a metal, you need to bring heat closer to it and heat it to the required temperature - this process is called the melting point. At the moment when the temperature reaches the desired level, it can still remain in a solid state. If you continue the impact, the metal or alloy will begin to melt. Melting and boiling are not the same thing. The point at which a substance transitions from solid to liquid is often referred to as the melting point of the metal. In the molten state, the molecules do not have a specific arrangement, but attraction holds them close together; in liquid form, the crystalline body leaves volume, but the shape is lost.
During boiling, the volume is lost, the molecules interact very weakly with each other, move chaotically in different directions, and separate from the surface. Boiling point is the process by which the pressure of metal vapor is equal to the pressure of the external environment.
In order to simplify the difference between critical heating points, we have prepared a simple table for you:
| Property | Melting temperature | Boiling temperature |
| Physical state | The alloy transforms into a melt, the crystalline structure is destroyed, and granularity passes through | Transforms into a gas state, some molecules can fly away outside the melt |
| Phase transition | Equilibrium between solid and liquid | Pressure equilibrium between metal vapor and air |
| Influence of external pressure | No changes | There are changes, the temperature decreases with discharge |
Equipment and materials you will need
In order to melt metal, you need to buy the following components for manufacturing:
- fire brick;
- nails;
- transformer;
- copper wire;
- graphite;
- mica;
- asbestos and cement tiles;
- gas-burner;
- crucible.
The dimensions will vary depending on the wishes of the person collecting it. It is better to create a small furnace for melting metals if you want to use it only for your needs. You will spend less time making it, and a small amount of kilowatts will be spent heating it. If you do it using diesel fuel or coal, then do not forget about installing thermal insulation and air supply.
Metals such as iron, nickel, tin, and copper are melted in an electric furnace. The output voltage in an electric furnace should be greater, which means the distance between the electrodes will increase. Brushes from an electric motor are suitable instead of electrodes.
Difference between melting and boiling points
The melting point of metals is the point at which a solid crystalline substance transitions into a liquid state. In the composition of the melt, the molecules do not have their own location; they are held due to the force of attraction, therefore, in a liquefied state, the volume is retained, but the shape is lost.
During the boiling process, a loss of molecular volume occurs, and the molecules interact sluggishly with each other, moving chaotically in different directions, lagging behind the surface. Boiling point is the process by which the pressure level of metal vapor is balanced with the pressure of the external environment.
Boiling and melting points of metals
The table shows the melting point of metals tmelt, their boiling point tk at atmospheric pressure, the density of metals ρ at 25°C and thermal conductivity λ at 27°C.
The melting point of metals, as well as their density and thermal conductivity are given in the table for the following metals: actinium Ac, silver Ag, aluminum Al, gold Au, barium Ba, beryllium Be, bismuth Bi, calcium Ca, cadmium Cd, cobalt Co, chromium Cr, cesium Cs, copper Cu, iron Fe, gallium Ga, hafnium Hf, mercury Hg, indium In, iridium Ir, potassium K, lithium Li, magnesium Mg, manganese Mn, molybdenum Mo, sodium Na, niobium Nb, nickel Ni, neptunium Np , osmium Os, protactinium Pa, lead Pb, palladium Pd, polonium Po, platinum Pt, plutonium Pu, radium Ra, rubidium Pb, rhenium Re, rhodium Rh, ruthenium Ru, antimony Sb, tin Sn, strontium Sr, tantalum Ta, technetium Tc, thorium Th, titanium Ti, thallium Tl, uranium U, vanadium V, tungsten W, zinc Zn, zirconium Zr.
According to the table, it can be seen that the melting point of metals varies over a wide range (from -38.83°C for mercury to 3422°C for tungsten). Metals such as lithium (18.05°C), cesium (28.44°C), rubidium (39.3°C) and other alkali metals have a low positive melting point.
The most refractory metals are the following: hafnium, iridium, molybdenum, niobium, osmium, rhenium, ruthenium, tantalum, technetium, tungsten. The melting point of these metals is above 2000°C.
Here are examples of the melting point of metals widely used in industry and everyday life:
- melting point of aluminum 660.32 °C;
- copper melting point 1084.62 °C;
- melting point of lead 327.46 °C;
- melting point of gold 1064.18 °C;
- melting point of tin 231.93 °C;
- the melting point of silver is 961.78 °C;
- The melting point of mercury is -38.83°C.
Rhenium Re has the maximum boiling point of the metals presented in the table - it is 5596°C. Also, metals belonging to the group with a high melting point have high boiling points.
The density of the metals in the table ranges from 0.534 to 22.59 g/cm 3 , that is, the lightest metal is lithium, and the heaviest metal is osmium. It should be noted that osmium has a density greater than that of uranium and even plutonium at room temperature.
The thermal conductivity of metals in the table varies from 6.3 to 427 W/(m deg), thus the worst conductor of heat is a metal such as neptunium, and the best heat-conducting metal is silver.
Melting point prediction (Lindemann criterion)
An attempt to predict the melting point of crystalline materials was made in 1910 by Frederick Lindemann [6]. The idea was the observation that the average amplitude of thermal fluctuations increases with increasing temperature. Melting begins when the vibration amplitude becomes large enough for neighboring atoms to partially occupy the same space.
The Lindeman criterion states that melting is expected when the rms value of the oscillation amplitude exceeds a threshold value.
The melting point of crystals is described quite well by the Lindemann formula [7]:
Tλ=xm29ℏ2MkBθrs2{displaystyle T_{lambda }={frac {x_{m}^{2}}{9hbar ^{2}}}Mk_{B}theta r_{s}^{2}}
where rs{displaystyle r_{s}} is the average radius of the unit cell, θ{displaystyle theta } is the Debye temperature, and the parameter xm{displaystyle x_{m}} for most materials varies in the range of 0.15-0.3.
Melting point - calculation
Lindemann's formula served as a theoretical basis for melting for almost a hundred years, but was not developed due to low accuracy.
What does melting temperature depend on?
For different substances, the temperature at which the structure is completely reconstructed to the liquid state is different. If we take into account metals and alloys, then it is worth noting the following points:
- Metals are not often found in their pure form. The temperature directly depends on its composition. As an example, we will indicate tin, to which other substances (for example, silver) can be added. Impurities make the material more or less resistant to heat.
- There are alloys that, due to their chemical composition, can transform into a liquid state at temperatures above one hundred and fifty degrees. There are also alloys that can “hold” when heated to three thousand degrees and above. Taking into account the fact that when the crystal lattice changes, the physical and mechanical qualities change, and operating conditions can be determined by the heating temperature. It is worth noting that the melting point of a metal is an important property of a substance. An example of this is aviation equipment.
Heat treatment, in most cases, almost does not change the resistance to heat. The only sure way to increase resistance to heat is to make changes to the chemical composition; this is why steel is alloyed.
Induction crucible furnaces
It is the most common type of induction heating furnace. A distinctive feature that differs from other types is that an alternating magnetic field appears in it in the absence of a standard core. A cylinder-shaped crucible is placed inside the inductor cavity . The furnace, or crucible, is made of a material that perfectly resists fire and is connected to alternating electric current.
Positive aspects
- energy is released when loading metal, there is no need to install intermediate elements;
- metal alloys consisting of several components, after completion of melting, obtain a uniform consistency and the same chemical composition in any selected volume;
- with the help of pressure regulators it is possible to carry out a reducing, oxidative or neutral process;
- medium frequencies of alternating current show high specific power values, which puts crucible furnaces among the high-performance units;
- the furnace can operate with breaks between loading metal, this will not affect subsequent melting, the transition from one type of metal to another occurs without lengthy reconfiguration of parameters;
- crucible units are easy to set to automatic control, they are simple to operate and can be easily adjusted to any of the modes;
- As a result of the process, high-quality slurries are obtained, consisting of many components, the temperature is constant and the same within the bath, and residues and waste are quickly melted, there is no overheating.
Crucible units are classified as environmentally friendly heat sources ; the environment is not polluted by metal melting.
There are disadvantages in the operation of crucible furnaces:
- during technological processing, slags at low temperatures are used;
- The produced lining of crucible furnaces has low resistance to destruction, this is most noticeable during sudden temperature changes.
The existing disadvantages do not pose any particular difficulties; the advantages of a crucible induction unit for melting metal are obvious and have made this type of device popular and in demand among a wide range of consumers.
Metal melting process
This process refers to the transition of a substance from a solid to a liquid state.
When the melting point is reached, the metal can be in either a solid or liquid state; further increase will lead to the complete transition of the material into a liquid. The same thing happens during solidification - when the melting point is reached, the substance will begin to transition from a liquid to a solid state, and the temperature will not change until complete crystallization.
It should be remembered that this rule applies only to pure metal. Alloys do not have a clear temperature boundary and undergo state transitions in a certain range:
- Solidus is the temperature line at which the most fusible component of the alloy begins to melt.
- Liquidus is the final melting point of all components, below which the first alloy crystals begin to appear.
It is impossible to accurately measure the melting point of such substances; the point of transition of states is indicated by a numerical interval.
Depending on the temperature at which metals begin to melt, they are usually divided into:
- Low-melting, up to 600 °C. These include tin, zinc, lead and others.
- Medium melting, up to 1600 °C. Most common alloys, and metals such as gold, silver, copper, iron, aluminum.
- Refractory, over 1600 °C. Titanium, molybdenum, tungsten, chromium.
There is also a boiling point - the point at which the molten metal begins to transition into a gaseous state. This is a very high temperature, typically 2 times the melting point.
Effect of pressure
The melting temperature and the equal solidification temperature depend on pressure, increasing with its increase.
This is due to the fact that with increasing pressure the atoms come closer to each other, and in order to destroy the crystal lattice they need to be moved away. At increased pressure, greater thermal energy is required and the corresponding melting temperature increases. There are exceptions when the temperature required to transform into a liquid state decreases with increased pressure. Such substances include ice, bismuth, germanium and antimony.
Metal crystal lattices
In its ideal form, it is generally accepted that metals have a cubic lattice (real substances may have flaws). There are equal distances between molecules horizontally and vertically.
A solid substance is characterized by constancy:
- shapes, the object retains linear dimensions in different conditions;
- volume, the object does not change the amount of substance it occupies;
- mass, the amount of a substance expressed in grams (kilograms, tons);
- density, unit volume contains constant mass.
When transitioning into a liquid state, having reached a certain temperature, the crystal lattices are destroyed. Now we can’t talk about constancy of form. The liquid will take the form in which it is poured.
When evaporation occurs, only the mass of the substance remains constant. Gas will take up the entire volume that will be provided to it. Here we cannot say that density is a constant value.
When liquids combine, the following options are possible:
- Liquids completely dissolve in one another, as do water and alcohol. The concentration of substances will be the same throughout the entire volume.
- Liquids are stratified by density, the connection occurs only at the interface. It is only temporarily possible to obtain a mechanical mixture. Mix liquids with different properties. An example is oil and water.
Metals form alloys in the liquid state. To obtain an alloy, each of the components must be in a liquid state. With alloys, phenomena of complete dissolution of one in another are possible. Options cannot be excluded when the alloy will be obtained only as a result of intensive mixing. In this case, the quality of the alloy is not guaranteed, so they try not to mix components that do not allow obtaining stable alloys.
The resulting substances, soluble in each other, when solidified, form crystal lattices of a new type. Define:
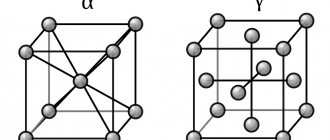
- Heliocentered crystal lattices are also called body-centered. In the middle there is a molecule of one substance, and four more molecules of another are located around it. It is customary to call such lattices loose, since the bonds between metal molecules in them are weaker.
- Face-centered crystal lattices form compounds in which the component molecules are located on the faces. Metallurgists call such crystalline alloys dense. In reality, the density of the alloy can be higher than that of each of the components included in the composition (alchemists of the Middle Ages were looking for options for alloys in which the density would correspond to the density of gold).
Strength of metals
In addition to the ability to transition from a solid to a liquid state, one of the important properties of a material is its strength - the ability of a solid body to resist destruction and irreversible changes in shape. The main indicator of strength is the resistance that occurs when a pre-annealed workpiece breaks. The concept of strength does not apply to mercury because it is in a liquid state. The designation of strength is accepted in MPa - Mega Pascals.
There are the following strength groups of metals:
- Fragile. Their resistance does not exceed 50MPa. These include tin, lead, soft-alkaline metals
- Durable, 50−500 MPa. Copper, aluminum, iron, titanium. Materials of this group are the basis of many structural alloys.
- High strength, over 500 MPa. For example, molybdenum and tungsten.
Melting copper
The technology of copper smelting has been widely used since ancient times, when people used fires to melt metal to make arrows, tips and other weapons and household items.
Melting copper at home is also possible. For this you will need:
- The crucible where the copper will be melted, and the tongs needed to remove the crucible from the furnace or remove it from the heat.
- Charcoal.
- Muffle furnace (it is better if the heating temperature is controlled in it).
- Horn.
- An ordinary vacuum cleaner.
- A form into which molten liquid is poured.
- Hook made of steel wire.
- Gas burner if there is no muffle furnace.
The melting algorithm includes several step-by-step steps:
- Grind the metal and pour it into a crucible . Moreover, the smaller the fragments, the sooner it will reach a molten state. Place the crucible in a furnace heated to the highest possible temperature required to begin the melting process (here, by the way, you will need a temperature regulator). Many muffle furnaces have a window cut into the door. Through it you can safely monitor the process.
- must be removed from the furnace as carefully as possible using tongs . A film will form on the surface of the liquid substance; move it to the edge of the crucible using a wire hook. Pour the film-cleaned metal into a pre-prepared mold as quickly as possible.
- If there is no muffle furnace, copper can be smelted using a conventional gas burner . But then the copper will be in close contact with air, and the oxidation process itself will take place much faster. Therefore, to prevent the formation of a thick film on the surface of the metal, copper, when it reaches a liquid state, is sprinkled with crushed charcoal.
- You can also melt copper and its alloys using a forge . To do this, you need to heat the charcoal well and place a crucible with metal on it (pre-grind the copper). To speed up the heating process, point a vacuum cleaner turned on in the blowing mode on the coal. Particular attention should be paid to the tip of the pipe. It must be metal, since plastic will melt under high temperature.
Then it is worth using alloys. For example, brass, the shade of which is lighter than the others. This suggests that lower temperatures are needed to melt it.
Classification of metals by melting point
In physics, the transition of a solid into a liquid state is characteristic only of substances with a crystalline structure. The melting point of metals is often indicated by a range of values; for alloys, it is difficult to accurately determine heating to the boundary phase state. For pure elements, every degree matters, especially if these are fusible elements,
doesn't matter. The summary table of t indicators is usually divided into 3 groups. In addition to low-melting elements, which heat up to a maximum of +600°C, there are refractory elements that can withstand heating above +1600°C, and medium-melting ones. This group includes alloys that form a melt pool at temperatures from +600 to 1600°C.
Low-melting metals
Low-melting metals have a melting point below 600°C. These are zinc, tin, bismuth. Such metals can be melted at home by heating them on the stove, or using a soldering iron. Low-melting metals are used in electronics and technology to connect metal elements and wires for the movement of electric current. The melting point of tin is 232 degrees, and zinc is 419.
Table of low-melting metals and alloys (up to 600C o)
| Item name | Latin designation | Temperatures | |
| Melting | Boiling | ||
| Tin | Sn | 232 Co | 2600 So |
| Lead | Pb | 327 Co | 1750 So |
| Zinc | Zn | 420 Co | 907 Co |
| Potassium | K | 63.6 Co | 759 Co |
| Sodium | Na | 97.8 Co | 883 Co |
| Mercury | Hg | — 38.9 Co | 356.73 Co |
| Cesium | Cs | 28.4 Co | 667.5 Co |
| Bismuth | Bi | 271.4 Co | 1564 Co |
| Palladium | Pd | 327.5 Co | 1749 Co |
| Polonium | Po | 254 Co | 962 Co |
| Cadmium | Cd | 321.07 Co | 767 Co |
| Rubidium | Rb | 39.3 Co | 688 Co |
| Gallium | Ga | 29.76 So | 2204 Co |
| Indium | In | 156.6 Co | 2072 Co |
| Thallium | Tl | 304 Co | 1473 Co |
| Lithium | Li | 18.05 So | 1342 Co |
Medium melting metals
Medium-melting metals begin to transform from solid to liquid at temperatures from 600°C to 1600°C. They are used to make slabs, reinforcements, blocks and other metal structures suitable for construction. This group of metals includes iron, copper, aluminum, and they are also part of many alloys. Copper is added to alloys of precious metals such as gold, silver, and platinum. 750 gold consists of 25% alloy metals, including copper, which gives it a reddish tint. The melting point of this material is 1084 °C. And aluminum begins to melt at a relatively low temperature of 660 degrees Celsius. This is a lightweight, ductile and inexpensive metal that does not oxidize or rust, therefore it is widely used in the manufacture of tableware. The melting point of iron is 1539 degrees. This is one of the most popular and affordable metals, its use is widespread in the construction and automotive industries. But due to the fact that iron is subject to corrosion, it must be additionally processed and covered with a protective layer of paint, drying oil, or prevent moisture from entering.
Table of medium-melting metals and alloys (from 600C to 1600C)
| Item name | Latin designation | Temperature | |
| Melting | Boiling | ||
| Aluminum | Al | 660 Co | 2519 So |
| Germanium | Ge | 937 Co | 2830 Co |
| Magnesium | Mg | 650 Co | 1100 So |
| Silver | Ag | 960 Co | 2180 Co |
| Gold | Au | 1063 Co | 2660 Co |
| Copper | Cu | 1083 Co | 2580 Co |
| Iron | Fe | 1539 So | 2900 So |
| Silicon | Si | 1415 Co | 2350 Co |
| Nickel | Ni | 1455 Co | 2913 Co |
| Barium | Ba | 727 Co | 1897 Co |
| Beryllium | Be | 1287 Co | 2471 Co |
| Neptunium | Np | 644 Co | 3901.85 Co |
| Protactinium | Pa | 1572 Co | 4027 Co |
| Plutonium | Pu | 640 Co | 3228 Co |
| Actinium | Ac | 1051 Co | 3198 Co |
| Calcium | Ca | 842 Co | 1484 Co |
| Radium | Ra | 700 Co | 1736.85 So |
| Cobalt | Co | 1495 Co | 2927 Co |
| Antimony | Sb | 630.63 Co | 1587 Co |
| Strontium | Sr | 777 Co | 1382 Co |
| Uranus | U | 1135 Co | 4131 Co |
| Manganese | Mn | 1246 Co | 2061 Co |
| Konstantin | 1260 So | ||
| Duralumin | Alloy of aluminum, magnesium, copper and manganese | 650 Co | |
| Invar | Nickel iron alloy | 1425 Co | |
| Brass | Copper and zinc alloy | 1000 Co | |
| Nickel silver | Alloy of copper, zinc and nickel | 1100 So | |
| Nichrome | Alloy of nickel, chromium, silicon, iron, manganese and aluminum | 1400 So | |
| Steel | Iron-carbon alloy | 1300 Co – 1500 Co | |
| Fechral | Alloy of chromium, iron, aluminum, manganese and silicon | 1460 So | |
| Cast iron | Iron-carbon alloy | 1100 Co – 1300 Co | |
Refractory metals
The temperature of refractory metals is above 1600°C. These are tungsten, titanium, platinum, chromium and others. They are used as light sources, machine parts, lubricants, and in the nuclear industry. They are used to make wires, high-voltage wires, and are used to melt other metals with a lower melting point. Platinum begins to transition from solid to liquid at a temperature of 1769 degrees, and tungsten at a temperature of 3420°C.
Mercury is the only metal that is in a liquid state under normal conditions, namely, normal atmospheric pressure and average ambient temperature. The melting point of mercury is minus 39°C. This metal and its vapors are poisonous, so it is used only in closed containers or in laboratories. A common use of mercury is as a thermometer to measure body temperature.
Each metal and alloy has its own unique set of physical and chemical properties, not least of which is the melting point. The process itself means the transition of a body from one state of aggregation to another, in this case, from a solid crystalline state to a liquid one. To melt a metal, it is necessary to apply heat to it until the melting temperature is reached. With it, it can still remain in a solid state, but with further exposure and increased heat, the metal begins to melt. If the temperature is lowered, that is, some of the heat is removed, the element will harden.
The highest melting point among metals belongs to tungsten: it is 3422C o, the lowest is mercury: the element melts at -39C o. As a rule, it is not possible to determine the exact value for alloys: it can vary significantly depending on the percentage of components. They are usually written as a number interval.
Table of refractory metals and alloys (over 1600C o)
| Item name | Latin designation | Temperatures | |
| Melting | Boiling | ||
| Tungsten | W | 3420 Co | 5555 Co |
| Titanium | Ti | 1680 So | 3300 So |
| Iridium | Ir | 2447 Co | 4428 Co |
| Osmium | Os | 3054 Co | 5012 Co |
| Platinum | Pt | 1769.3 Co | 3825 Co |
| Rhenium | Re | 3186 Co | 5596 Co |
| Chromium | Cr | 1907 Co | 2671 Co |
| Rhodium | Rh | 1964 Co | 3695 Co |
| Ruthenium | Ru | 2334 Co | 4150 Co |
| Hafnium | Hf | 2233 Co | 4603 Co |
| Tantalum | Ta | 3017 Co | 5458 Co |
| Technetium | Tc | 2157 Co | 4265 Co |
| Thorium | Th | 1750 So | 4788 Co |
| Vanadium | V | 1910 Co | 3407 Co |
| Zirconium | Zr | 1855 Co | 4409 Co |
| Niobium | Nb | 2477 Co | 4744 Co |
| Molybdenum | Mo | 2623 Co | 4639 Co |
| Hafnium carbides | 3890 Co | ||
| Niobium carbides | 3760 Co | ||
| Titanium carbides | 3150 Co | ||
| Zirconium carbides | 3530 Co | ||
Metal smelting
Particles of one or more metals arriving for smelting are loaded into special melting furnaces and, under the influence of high temperature, are brought to a liquid homogeneous mass, which is cast into molds to produce ingots. The material entering the melt is called charge, or charge. The charge can be in the form of pure metals, defective ingots and products, scrap, scraps, shavings and sawdust and other jewelry production waste. Depending on the degree and nature of contamination, the charge material is subjected to various treatments. Returnable waste from the processing of precious metals from its production (grues, cuttings, shavings, trimmings, etc.), which does not raise doubts regarding the content of the main and alloying components, enters the smelting without preliminary preparation. Waste precious metals (sawdust, small trimmings, shavings), contaminated during the work process, undergo cleaning treatment and only after that they enter the smelting process. Charge materials contaminated with harmful impurities (metals that do not correspond to the composition of the alloy; materials that negatively affect the properties of the alloy, etc.) are subjected to preliminary smelting and then sent to refineries or secondary precious metals factories. Batch cleaning. Waste precious metals returning from workers (sawdust, shavings, small trimmings, etc.) cannot but be contaminated. The workers themselves are responsible for the purification of this waste. The collected sawdust is calcined in a muffle furnace to remove all combustible impurities (wood, wax, brush bristles, paper and other dust). The cooled charge is loosened and thoroughly magnetized to remove steel impurities (sawdust, fragments of jigsaw files and drills, scale). Waste precious metals purified in this way can be considered prepared for smelting to determine the ingot's suitability for further use. They are melted for various purposes - joining parts of one metal into one ingot, preparing alloys and solders (low-melting, low-flow alloys), refreshing the alloy, etc. Melting of precious metals is carried out in induction furnaces with a graphite crucible. The charge material is loaded into a crucible - a refractory vessel in a melting furnace, in which the metal is melted. The loading sequence depends on the size and condition of the charge (large pieces, ingots or small scraps, shavings, etc.), the composition and temperature characteristics of the components included in the alloy. The order of loading and melting of the charge. When melting a homogeneous metal, the charge can be loaded into the crucible at the same time if the melting furnace provides rapid heating of the charge. Otherwise, large pieces or briquettes are loaded first, and as they melt, small trimmings and other waste are added. The gold melt is heated to 1200...1250°C, silver - to 1100...1150°C. To prepare double gold-silver alloys, the charge is loaded with silver. It is loaded onto the bottom of the crucible, and gold is poured on top and the melting is carried out simultaneously if the pieces of the charge are approximately the same size. If the size of the charge materials is different, then large pieces are loaded first, and as they melt, small ones, silver or gold, are added. The heating temperature of the melt for gold alloys containing up to 30% Ag is 1200...1250°C, for an alloy containing 40...70% Ag is 1180...1240°C, for an alloy containing 80% Ag is 1170...1230°C. When alloying gold with copper (preparation of double gold-copper alloys), the melting of the charge begins with gold. If the size of the charge materials is different, then ingots and large pieces of gold are melted first, and then the fines are added. Copper is loaded only after the gold charge has completely melted. For all alloys containing copper, rolled grades of at least M1 are used as a copper master alloy. The melt containing up to 2% Cu is heated to 1190...1250°C; 8.4% Cu - up to 1180... 1240°C; 42.7% Cu - up to 1150…1230°C. When preparing ternary gold-silver-copper alloys, gold and silver are first loaded, and then copper is loaded into the gold-silver melt. The melt is heated: for an alloy of 958 sample up to 1180...1240°C; 750th - up to 1180...1200 °C; 583rd - 1080...1200°C; 500th - 1070...1160°C; for alloys of 375 standard up to 1120...1230 °C. The loading of the gold-nickel-copper alloy begins with gold. After its melting, nickel and copper are added. The crucible is heated 150...250° above the temperature of complete melting. When melting silver alloys, the crucible is loaded with silver and after complete melting, copper is loaded. For silver alloys of 875 standard and higher, the heating temperature is 1090...1140°C. Melting of gold solders containing low-melting metals zinc and cadmium can be done in two ways: 1) zinc and cadmium are introduced into the melt last, heated to a temperature of 150°C; 2) first, intermediate alloys of low-melting metals with copper are created with gradual heating of the metals, and then the entire set of alloy is fused. Protective covers, fluxes, deoxidizers. When melting precious metals and alloys, to protect the melts from oxidation, saturation with oxygen and other gases from the environment, as well as for upper thermal insulation of the melts (to reduce costs and heat for smelting), the following protective covers are used: charcoal, borax, boric acid, chloride calcium, sodium chloride, potassium chloride, barium chloride. Fluxes clean melts from undesirable components, contaminants and impurities by oxidizing and converting oxides into slags. In most cases, the same substances used for protective coatings are used as fluxes. Deoxidizers reduce the oxidized components of the melt to metals to improve its fluidity and the quality of the cast ingots. For precious alloys, deoxidizing agents are zinc, copper phosphate and potassium permanganate. When choosing protective coatings, fluxes and deoxidizers, it is necessary to take into account the nature of their interaction with melts and individual components of melts. For example, charcoal, one of the best protective coatings for silver and its alloys, is not suitable for platinum, since platinum, platinum group metals and nickel, as well as alloys containing these metals, are subject to carburization when melted. It is also unacceptable to use coal together with potassium nitrate and potash, since these fluxes form explosive compounds when heated in the presence of carbon. Charcoal can act as both a protective cover and a flux. For smelting precious metals and alloys, well-calcined birch coal is considered the best. The flash point of coal is 250…300°C. The coal is heated without access to air until it turns cherry-red. Stored in drying cabinets at temperatures 20...50° above ambient temperature. As a protective coating it can be used when melting silver, silver-copper alloys, gold and gold alloys without platinum, platinum group metals and nickel. Borax (fused) is used as a flux and protective coating in the smelting of precious metals. It has the ability to remove oxides of many metals and slag inclusions well. Molten borax has good wettability. Being in the charge, it envelops insoluble refractory inclusions and oxides and lifts them to the surface. Melted, finely ground and calcined borax at a temperature of 450°C is stored in a dry container with a ground-in stopper. As a flux and protective coating, borax can be used for all precious metals and alloys, either alone or in combination with other fluxes. For better sliding of the melt along the walls, the working part of the crucible is covered with brown. Boric acid (fused) is used as a flux in the smelting of gold alloys. Borax or boric acid is poured onto the bottom of a heated crucible before loading the charge, thus wetting the metal particles before they begin to oxidize. A mixture of potash and borax (1:1 by weight) is used as a flux in purification melts. The mixture must be calcined. Flux is introduced in portions. When the charge is contaminated with undesirable metals, a mixture of borax with potassium or sodium nitrate is used. When melting precious alloys with saltpeter, you can increase the fineness of the alloy to 20 units. When melting with saltpeter, the charge is heated under the cover of borax to the casting temperature and saltpeter is introduced into the melt in two or three steps. Other fluxes - calcium chloride, barium chloride, sodium chloride, potassium chloride - are also used in cleaning melts. The properties and action of fluxes are the same. Melting point 772…925°C. They form good protective covers for alloys with a melting point of up to 1300°C. Calcium chloride, barium chloride, sodium chloride or potassium chloride, like borax, are used in melted, crushed and calcined form. The best deoxidizing agent for gold alloys is zinc. It is introduced at the rate of 0.05...0.1% of the mass of the charge. Phosphorous copper is used for silver alloys. Melting process. Before loading the charge into the crucible, you should check the serviceability of the melting system and prepare the mold for casting the ingot. The crucible is heated before loading metal into it, and flux is poured into the bottom of the heated crucible at the rate of 1% of the mass of the charge. Then the charge is loaded into the crucible and the desired temperature is set. After the charge has melted, the melt is coated with a small amount of fresh flux and mixed. Without lowering the heating temperature, the melt is allowed to settle so that the flux removes unnecessary oxides and impurities, and a deoxidizing agent is introduced. A deoxidizing agent is not introduced into melts of solders and alloys containing zinc due to the sufficient number of components acting as a deoxidizing agent. Molds, heated to 100°C to remove traces of moisture, are rubbed with process lubricant and installed for casting. After this, the melt is cast through the drain chute of the crucible into molds, and after complete crystallization and exposure, the ingot is removed. At enterprises equipped with melting complexes, melting and casting are carried out in centrifugal or vacuum installations. In workshops not equipped with melting furnaces, the mixture is heated with a gas-flame burner. Melting is carried out in special crucibles (bowls) designed for a metal mass of no more than 30 g. The bowls are made from mixtures based on refractory clay, kaolin, graphite, and fireclay. For the same purposes, you can use fireclay bricks or a piece of charcoal coated with fireproof clay. Quartz glass bowls are also used. But the most accessible one in any conditions is a bowl made of asbestos cardboard 6...8 mm thick. Cardboard cut to size is moistened and given the shape of a slight deflection (the recess should not exceed 6...7 mm, so as not to create the effect of a reflected flame), dried and glazed with brown before melting. The asbestos crucible can withstand 3…4 melts. However, all these crucibles are short-lived, the hardening borax peels off the clay coating, and the quartz crucible immediately after casting is sharply cooled in water, otherwise the borax, as it cools, breaks the surface of the quartz. Melting of solder in bowls is carried out with the addition of a low-melting component under a slightly frozen ingot and continuation of melting. Ingots of three-component gold-copper-silver alloys, when cooled below 450°C, retain their original cubic face-centered lattice and solid solution properties, so the ingots must be subjected to rapid cooling. This gives them softness and plasticity. For casting precious metal ingots, cast iron and steel molds are used (Fig. 3). The mold, or ingus, is a metal block with a milled groove in the shape of the future ingot. The non-working wall of the mold is made higher; it serves as a screen directing the melt into the groove. The dimensions of the molds and the thickness of their walls depend on the size of the ingot. Molds for horizontal casting are made solid. They can have several cells. For vertical casting, split molds are made with a filling funnel at the end. It is recommended to make molds from gray hematite cast iron with a low content of sulfur and phosphorus impurities or low-grade steel (usually split). The molds are calcined to a temperature of 500...550°C with technological lubricants. The role of technological lubricants is to ensure good quality of the cast ingots, i.e., good spreading of the melt throughout the cell, prevent the formation of cavities and sagging and burning of the melt to the walls of the mold. The following are used as lubricants: linseed, hemp, sunflower, spindle and machine oils, beeswax and a water emulsion of ground chalk. The listed oils are recommended for casting ingots from silver, gold and solders. If the lubricant is produced immediately before casting, then before use the oil must be dehydrated by boiling in a water bath at 110 ... 120 ° C for 2 hours. The lubricant is applied in a thin layer to the working surface of the mold, heated to a temperature of no more than 100 ° C. Beeswax is one of the best lubricants. Used in the same cases as oils. It is applied to the working surface of the mold heated to 50…70°C. A water emulsion of ground chalk is used in the casting of high-temperature metals and alloys - gold, platinum, palladium. After applying a layer of emulsion to the working surface of the mold, heated to 150...200°C, it is thoroughly dried until moisture is completely removed. It is recommended to calcinate the dried mold at a temperature of 550°C, then the mold can withstand more than 100 pours. This is done in advance, so that by the time of casting the mold has an operating temperature of 150...200°C. Melting and casting metals is one of the most dangerous processes in which failure to follow safety precautions can cause serious injuries. Melting can only be performed on fully operational and adjusted equipment. All melting equipment must be prepared in advance and laid out in areas convenient for work. Melting should be carried out with safety glasses and extreme caution. The charge must be loaded into a heated crucible using a special tin scoop, the dimensions of which allow the operation to be carried out safely. Stirring the melt and removing slag is carried out with a special graphite or quartz stirrer, the length of which ensures ease of use and reliable protection of hands from burns. Particular care is required when pouring metal into molds. In addition to the fact that skill is required, you need to make sure that the mold is installed correctly and the degree of lubrication. Excessive lubricant may cause the alloy to spatter. The smelter is required to work in a protective apron made of leather, tarpaulin or felt. The ingots are ejected from the molds and cooled using gloves.
Which metal has the highest melting point
Tungsten is the most refractory metal, 3422 °C (6170 °F).
A hard, refractory, fairly heavy material of light gray color that has a metallic sheen. It is difficult to machine. At room temperature it is quite fragile and breaks. The fragility of the metal is associated with contamination with carbon and oxygen impurities.
Note! Technically, pure metal at temperatures above four hundred degrees Celsius becomes very ductile. Demonstrates chemical inertness and is reluctant to react with other elements. It occurs in nature in the form of such complex minerals as: hübnerite, scheelite, ferberite and wolframite.
Tungsten can be obtained from its ore, through complex chemical processing, as a powder. Using pressing and sintering, it is used to create parts of regular shape and bars.
Tungsten is an extremely resistant element to any temperature influences. For this reason, tungsten could not be softened for more than a hundred years. There was no furnace that could heat up to several thousand degrees Celsius. Scientists have been able to prove that this is the most refractory metal. Although there is an opinion that seaborgium, according to some theoretical data, has greater refractoriness, this is only an assumption, since it is a radioactive element and has a short lifespan.
Melting copper at home: smelting temperature and methods
Copper is a ductile material that is not subject to oxidation. Small parts are made from it and used in repair work. You can melt the scrap yourself in a garage, outbuilding or in your own kitchen. Experts will tell you how to melt copper in artisanal conditions. The technology is simple; the main thing is to take into account the physical properties of copper and alloys when melting.
Metal alloys
To design products from alloys, their properties are first studied. To study, the metals being studied are melted in small containers in different ratios to each other. Based on the results, graphs are built.
The lower axis represents the concentration of component A with component B. The vertical axis is temperature. Here the values of the maximum temperature are noted when all the metal is in a molten state.
When cooled, one of the components begins to form crystals. In a liquid state, eutectic is an ideal compound of metals in an alloy.
Metallurgists identify a special ratio of components at which the melting point is minimal. When making alloys, they try to select the amount of substances used in order to obtain a eutectoid alloy. Its mechanical properties are the best possible. Crystal lattices form ideal face-centered positions of atoms.
The crystallization process is studied by studying the hardening of samples upon cooling. They build special graphs where they observe how the cooling rate changes. Ready-made diagrams are available for different alloys. By marking the start and end points of crystallization, the composition of the alloy is determined.
Brief characteristics of various furnaces
Types of devices
- Crucible induction furnaces are used to melt metals; their main principle, different from the operation of other units, is the absence of a core.
- Channel induction units are a kind of transformer that has a steel tip - a magnetic drive. The load is supplied through the secondary winding, made of one turn.
- Vacuum induction devices, in which the melting process is performed under conditions of complete vacuum, which literally draws out all impurities from the metal.
- Melting crucible furnaces are inductors for a melt mass from 5 to 200 kg with a converter based on the transistor principle.
Wood's alloy
In 1860, American dental technician Barnabas Wood was looking for optimal ratios of components to produce teeth for clients at minimum melting temperatures. He found an alloy that has a melting point of only 60.2...68.5 ⁰С. Even in hot water, metal melts easily. It includes:
- tin - 12.5...12.7%;
- lead - 24.5...25.0%;
- bismuth - 49.5...50.3%;
- cadmium - 12.5...12.7%.
The alloy is interesting for its low temperature, but has never found practical application. Attention! Cadmium and lead are heavy metals and contact with them is not recommended. Many people can experience poisoning from contact with cadmium.
How to melt metal at home
The metal is placed in a cup or crucible and transferred to the furnace. First, large pieces are melted, then small ones are added. Fill the entire container with small shavings and sawdust at once. To obtain castings without harmful impurities and reduce losses, you need to know how to melt different types of metal. Precious metals are placed in glass ampoules of medicinal solutions and melted together with them. The glass crust that forms on the surface of the castings cracks and crumbles after cooling with water. Non-ferrous metals are melted in iron containers, and steel, cast iron, and iron are melted in graphite crucibles.
Soldering alloys
In practice, many people experience melting when soldering parts. If the surfaces of the materials to be joined are cleaned of contaminants and oxides, then they can be easily soldered with solders. It is customary to divide solders into hard and soft. Soft ones are most widespread:
- POS-15 - 278...282 °C;
- POS-25 - 258...262 °C;
- POS-33 - 245...249 °C;
- POS-40 - 236...241 °C;
- POS-61 - 181...185 °C;
- POS-90 - 217...222 °C.
They are produced for enterprises manufacturing various radio equipment.
Brazing alloys based on zinc, copper, silver and bismuth have a higher melting point:
- PSr-10 - 825...835 °C;
- PSr-12 - 780...790 °C;
- PSr-25 - 760...770 °C;
- PSr-45 - 715...721 °C;
- PSr-65 - 738...743 °C;
- PSr-70 - 778...783 °C;
- PMC-36 - 823...828 °C;
- PMC-42 - 830...837 °C;
- PMC-51 - 867...884 °C.
The use of hard solders allows you to obtain strong connections.
Attention! Wed means that silver is used in the solder. Such alloys have minimal electrical resistance.
Melting point of non-metals
Non-metallic materials can be presented in solid and liquid form. Inorganic substances are presented in table. 4.
Table 4, melting point of inorganic non-metals:
In practice, organic materials are of greatest interest to users: polyethylene, polypropylene, wax, paraffin and others. The melting points of some substances are shown in table. 5.
Table 5, melting temperature of polymer materials:
Attention! The glass transition temperature refers to the state at which a material becomes brittle.
Video: melting point of known metals.
Sources
- https://dosaafvlg-kotovo.ru/stanki-drugoe/temperatura-kipeniya-stali.html
- https://tutsvarka.ru/vidy/temperatura-plavleniya-metallov-tablitsa-i-ponyatie
- https://zpu-tmb.ru/metalloprokat/pri-kakoj-temperature-plavitsya-metall.html
- https://ru.wikipedia.org/wiki/%D0%A2%D0%B5%D0%BC%D0%BF%D0%B5%D1%80%D0%B0%D1%82%D1%83%D1 %80%D0%B0_%D0%BF%D0%BB%D0%B0%D0%B2%D0%BB%D0%B5%D0%BD%D0%B8%D1%8F
- https://pressadv.ru/stali/temperatura-plavleniya-metallov-tablica.html
- https://tpspribor.ru/vidy-metalla/pri-kakoy-temperature-plavitsya-metall-v-gradusah.html
- https://metmastanki.ru/temperatura-plavleniya-metallov-i-nemetallov-tablitsy
- https://svarkaprosto.ru/tehnologii/pri-kakoj-temperature-plavitsya-metall
- https://morflot.su/temperatura-plavlenija-metallov-tablica-po/
- https://stanok.guru/stanki/metallorezhuschiy-stanok/temperatura-plavleniya-raznyh-metallov-v-tablice.html
- https://plazmen.ru/kakova-temperatura-plavleniya-zheleza/