The word “heat treatment” is not new to ordinary people. Everyone understands perfectly well why it is needed. Increasing the strength of steel. But why does this happen? What processes are occurring in the metal at this moment? Most shrug their shoulders. If you want to understand what heat treatment is, find out the difference between annealing and tempering, and why 45 steel is hardened in oil and not in water, then this article is for you.
Why is heat treatment of metal necessary?
The operation is carried out to improve the technological qualities of raw materials. The key factor is the annealing temperature of the steel, which must be maintained for a certain time. In this case, the following goals are achieved:
- Reduced hardness. Quality indicators after processing can significantly reduce labor costs and reduce operation time using a wider range of cutting tools.
- Improvement of microstructure. Under the influence of high temperature, significant changes occur at the molecular level over a certain period of time. The resulting homogeneous steel structure after annealing is optimal for subsequent mechanical and physical operations.
- To relieve internal stress. During primary processing at metallurgical enterprises, an imbalance in the crystalline structure occurs in the metal. By correctly selecting the types of steel annealing, the required characteristics of the metal for a particular case are achieved.
Sometimes incomplete annealing of steel is sufficient to obtain the required technological conditions. Depending on the desired quality characteristics of the metal, complex and time-consuming modes can be used. Complete annealing of steel can take more than a day for large products. Most of this time is occupied by heating to the desired temperature and slow cooling, regulated by the type of heat treatment at a given standard.
The steel annealing mode is described in detail in specialized literature. Some operations require adherence to a time regime and precise temperature, down to several degrees. If you have a muffle furnace, then the procedure can be performed efficiently. When such equipment is not available, it will be difficult to accurately carry out certain types of heat treatment. You will have to navigate solely by the color of the hot metal.
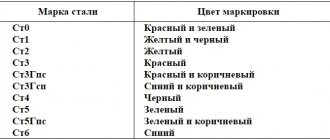
Heated steel colors
You can anneal steel at home using a simplified procedure. It is definitely not possible to control the temperature of an object heated by a gas burner. It is possible to regulate the heating and cooling modes of the metal only approximately. When processing steel at home, it is impossible to do a structural analysis. The temperature of incomplete annealing is determined only visually. The goals in domestic conditions are to reduce the strength and increase the workability of the product. The microstructure of steel changes after annealing and further operations can be carried out.
General information
In the old days, axes made of raw iron were placed in a sealed clay pot filled with coal and placed in an oven for several days. The outer layers were saturated with carbon under the influence of heat. The tool received a hard surface while maintaining a soft, plastic core. The essence of the technology was preserved, the technique was developed, became widespread and was divided into several branches.
The carburization method is described as a method of processing metal using high temperatures in the environment of certain chemicals (chemical-thermal treatment); the medium can be liquid, gas or solid. Chemical components release free carbon when heated. The surface of the heated metal absorbs gas atoms, changing its structure (diffuse saturation occurs to a depth of 0.5 to 2 mm).
Cementation is applied to parts that are exposed to abrasion and experience vibration and shock during operation. The purpose of such heat treatment is to change (strengthen) some characteristics of the surface layer of a metal product:
- The layer is strengthened, its properties such as hardness and wear resistance are improved; at the same time, the deeper layers retain their original properties (viscosity and elasticity). The surface resists abrasion well, the core is able to withstand dynamic loads.
- After processing, the object acquires a hardness similar to that obtained using the classical hardening method (fire and mechanical stress).
The following features of the method are distinguished:
When organizing the cementation process, it is important to maintain time and temperature intervals. The optimal atomic carbon density appears when the temperature is maintained between 850 and 950°C. Diffuse saturation occurs at a low speed; this is its peculiarity
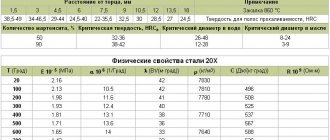
The surface absorption of gas atoms flows at a speed of 0.1 mm/hour (the value may vary slightly depending on the environment and temperature). Considering that the expected layer thickness starts from 0.8 mm, it is easy to calculate that the part will acquire useful properties in at least 8 hours. The method is found effective for alloy (tool) and low-carbon steels, where the proportion of carbon in the composition is limited to 0.2-0.25%, and they are capable of absorbing an additional number of gas atoms. Machine-building, construction and reinforcing steel grades 20x, 40x are allowed. Carbon steels are not processed in this way. Cementation technology allows the use of several media. Hardening techniques have been developed in the presence of a solid and gas carburizer (a carbonaceous substance capable of dividing carbon). Surface carburization is possible in a fluidized bed, in electrolyte solutions and in pastes.
The most common in production cycles are gas and solid carburizers.
Properties of steel St 45
When purchasing metal products, you need to know the properties of the material from which they are made. The type of steel the product is made from affects its cost, strength, and reliability. This also determines the service life and possible scope of application.
In this case, you will find information about steel grade 45, which is often used for the manufacture of a variety of metal products. It is considered structural carbon quality. To purchase rolled metal products made from 45 steel, check out the company’s catalogs and contact our managers.
It is supplied in the form of long and shaped products. You can find an extensive list of products for which it is used. For example, silver, sheets of metal of different thicknesses, rods with different types of surface treatment, forgings and forged blanks, long wire products, tapes and strips, as well as pipes.
Types of steel tempering
The main technical parameter of the OS is the heating temperature. There are 3 types of OS - high, medium and low. Of course, high-temperature tempering is the optimal means of processing, since the higher the heating temperature, the more actively recrystallization of the metal will occur. However, low- and medium-temperature processing methods also have practical benefits that should not be underestimated. Below we will look at each type of OS separately.
High
High tempering of steel is a variant of tempering treatment at temperatures from 500 to 700 degrees. This method is the most effective, since with such heating, polygonization and recrystallization of the material occurs, which eliminates all stress inside the metal. Usually lasts from 2 to 3 hours. In the case of processing complex structures, the recommended time can increase to 6 hours.
The main disadvantage of high-temperature tempering is a slight decrease in the strength of the material. Therefore, the technique is not suitable for processing parts that will experience extremely high loads during operation.
The high temperature technique applies to all types of steel, however note that in the case of some alloy alloys, so-called reversible high temperature embrittlement may occur during processing
Average
The main feature of medium tempering is the active diffusion of carbon without polygonization and recrystallization of the alloy. In the case of medium-temperature treatment, the elasticity of the material improves and its relaxation resistance increases. The steel tempering temperature in this case ranges from 350 to 500 degrees. The average processing time is 2-4 hours. The optimal environment is oily or alkaline. Medium processing is well suited for durable parts of complex shapes - springs, springs, impact structures. However, in practice this technology is rarely used due to a number of limitations:
- In the temperature range from 250 to 300 degrees there is a so-called island of brittleness of the first kind, which should be avoided. At the same time, at temperatures above 500 degrees, there is another island of fragility of the second type (it is also recommended to avoid it). We will discuss the features of these islands below. A slight deviation in temperature up or down during the holidays can lead to fatal consequences.
- The technique has no advantages in comparison with alternative technologies (low and high). At the same time, weak processing furnaces usually cannot heat the working environment to such temperatures, and stronger furnaces can reach higher temperatures, which is inconvenient from a practical point of view.
Short
Low tempering of steel is a method of processing a steel alloy or product in which heating is carried out to a temperature of 100 to 250 degrees. The processing time is usually 1-3 hours depending on the type of part and its dimensions. During low-temperature processing, diffusion of particles of carbon components occurs without polygonization and recrystallization of the atomic lattice. This allows you to increase some of the physical characteristics of the material - strength, ductility, hardness, chemical inertness.
Low tempering is a universal technology, but in fact it is used mainly for tempering products made from low-alloy and high-carbon steels (knives, utensils, simple parts). You also need to avoid heating the material above a temperature of 250 degrees (otherwise it will fall into a type I island of fragility, which can lead to irreversible damage to the metal).
Pivot table
| Vacation type | Time | Steel tempering temperature | Brief Features |
| Short | 1-3 hours | 100 to 250 degrees | Only partial diffusion of carbon occurs. Avoid overheating the material above 250 degrees. |
| Average | 2-4 hours | 350 to 500 degrees | Complete diffusion of carbon occurs without polygonization or recrystallization. In practice it is rarely used due to a number of limitations. |
| High | 2-3 hours | 500 to 700 degrees | Complete diffusion of carbon, polygonization, and recrystallization occurs. Slightly reduces the strength of the material, so it is not used for heavy-duty parts. |
Diffusion annealing
According to industry norms, this type of heat treatment can be classified as extreme. The metal is heated to the highest possible temperature, exceeding critical points. The technology is often used for alloys with complex and low-melting compounds. At the same time, the structure of hypereutectoid steel after annealing becomes less hard and much more ductile, which allows the use of a wide range of techniques for further processing. The method requires full control and adherence to technology, since there are high risks of overheating and burnout, which can lead to partial or complete loss of the necessary qualities and such metal will be unsuitable for further operations. The exact temperature for complete annealing of hypoeutectoid steel and other grades of metal is available in special reference books.
Heat treatment of steel 45
Thermal treatment
of steel 45
, as well as heat treatment of any other grade of steel, is carried out to improve the technical characteristics of this material.
This treatment involves initial heating of the metal and its subsequent cooling. Actually, depending on the heating time of the material and the cooling rate, heat treatment of steel 45
and other grades is divided into 3 sequential operations:
- Annealing steel 45
- Hardening steel 45
- Steel tempering 45
Annealing steel 45
- this is heating the material in a special furnace to a very high temperature and its subsequent cooling, which is carried out naturally, that is, together with the furnace. There is first-order annealing, in which heating reaches critical values, but does not exceed them. There is also annealing of the second kind, in which the temperature already exceeds a critical level and leads to some changes in the structure.
One way or another, any of these methods allows you to get rid of the heterogeneity of the composition, as well as relieve the internal stress of the material and achieve a granular structure. In addition, annealing 45 steel will help reduce the hardness of the alloy, which will greatly facilitate the further processing process. It is noteworthy that annealing of the second type is divided into the following several categories, differing in their purpose and execution:
- diffusion annealing
- full annealing
- partial annealing
- isothermal annealing
- recrystallization
Typically, full annealing is used for carbon steels. The essence of this technology is that the workpieces are heated to a temperature that exceeds the critical point (upper point Ac3) by approximately +30°C to +50°C. After this, steel 45 is cooled at a slow rate from +150°C to +200°C until its temperature is equal to the temperature value in the operating range from +500°C to +550°C.
By the way, during annealing of the first and second types, the material is cooled in the furnace in which the heating was carried out. If the cooling process is already carried out in the open air, then this technology will not be called annealing of steel 45, but normalization. Since cooling occurs faster when steel is normalized, pearlite acquires a thin structure and the greatest hardness. Therefore, normalized steel is harder than annealed steel.
Steel tempering 45
Steel 45
tempered immediately after the hardening stage.
This type of heat treatment is needed in order to significantly reduce or completely remove the residual stress in the material that appeared after changing the structure through hardening. In general, tempering steel 45
also makes it possible to increase the toughness of workpieces and reduce their brittleness. However, this process slightly reduces the hardness of the steel.
45
tempering process , depending on the temperature, is carried out through:
- ovens with forced air circulation;
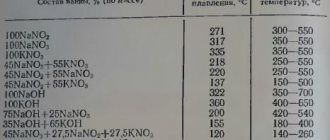
- special baths with saltpeter solution;
- special baths with mineral oil;
- baths filled with molten alkali.
Principle of steel tempering 45
consists in the fact that the material is initially heated to a point lower than the critical level, and then cooled. However, this heat treatment mode has several different methods of implementation, which will differ from each other depending on the cooling rate of the workpiece and its heating temperature. The tempering of carbon steels is usually classified into the following 3 categories:
- High. The steel heating temperature will be from +350°C to +600°C to a critical point. As a rule, this method is used for metal structures.
- Average. The processing temperature ranges from +350°C to +500°C. This method is mostly used for spring products and springs.
- Short. The heating temperature of the workpiece does not exceed +250°C. This method is usually used to achieve high strength and wear resistance.
Table of heat treatment values for steel 45
| steel grade | Hardness (HRC) | Quenching temperature, °C | Temperature, °C | Hardening temperature HDTV, °C | Annealing temperature, °C | Quenching medium |
| Steel 45 | 20…25 | 820…860 | 550…600 | Water | ||
| 20…28 | 550…580 | |||||
| 24…28 | 500…550 | |||||
| 30…34 | 490…520 | |||||
| 42…51 | 180…220 | |||||
| 49…57 | 200…220 | 880…920 | ||||
| Up to 22 | 780…860 |
What is normalization?
This concept refers to heating:
- hypoeutectoid steel more than Ac3;
- hypereutectoid steel more than Аcm by 50 degrees.
After heating, the temperature is gradually lowered in air. This process involves recrystallization of the steel, removing the coarse grain structure formed during forging or casting. After cooling at a sufficiently low temperature level, the dispersion of the mixture improves due to the decomposition of austenite into a ferrite-cementite mixture. Any steel can be normalized, but for certain types of workpieces it can replace some stages of heat treatment.
Heating temperature of steel during heat treatment
If steel 45 is normalized, then this procedure replaces high tempering and hardening. In this case, a decrease in mechanical properties occurs, but at the same time the deformation of products is reduced, which cannot be said about the result that is obtained during hardening. Given that the temperature used for normalization at the Ac3 critical point is 770 degrees. Due to this, the heating temperature should be at least 810 degrees. In this case, the austenite structure disintegrates by 100%.
If you lower the temperature to Ar3, the first grains of ferrite will immediately appear. If we continue the decrease to Ar1, then only ferrite grains will separate from the austenite, and the carbon concentration in the residue will rise, which means that at the same temperature level it will quickly reach 0.8%. If the normalization temperature of steel 45 drops a little more, pearlite will begin to precipitate.
Normalization mode for steel 45, implying slow heating at low temperatures, i.e. below the PSK line does not lead to any transformations. If the hypoeutectoid steel is further gradually heated, the ferrite gradually dissolves in the austenite. If the temperature at which steel is normalized is above the GSE line, then the structure will be represented only by austenite.
After normalization, the structure of medium-carbon steel will be represented by ferrite and pearlite (a coarse-grained mixture of cementite and ferrite).
There are several stages of processing of future products:
- annealing - heating to a certain temperature, and then slow cooling;
- normalization is an analogue of annealing, only cooling is carried out in the open air;
- hardening - heating the workpiece to the highest temperature level, and then rapid cooling;
- tempering - reducing residual stress, due to which the hardness and fragility of the metal workpiece decreases, but the viscosity increases;
- aging - after annealing, the metal is reheated to a minimum temperature and then slowly cooled.
Tools for work:
- sanding paper;
- tanks with oil and water;
- metallographic microscope;
- furnace with a thermoelectric pyrometer;
- Rockwell hardness testers;
- several sets of microsections (troostite structure, martensite, sorbite, Widmanstätt structure, ferrite + martensite).
Application
The choice of any of the considered processing methods is determined by the carbon concentration in the steel. For materials with a value of this indicator up to 0.2%, it is preferable to use normalization. Steels with a carbon amount of 0.3 - 0.4% are processed by both normalization and annealing. In such cases, the choice of method is based on the required properties of the material. Thus, normalization of steel gives it a fine-grained structure, greater strength and hardness compared to annealing. In addition, this technology is a more productive process. Therefore, other things being equal, it is more preferable. It is preferred to hardening due to the fragility of the products obtained in this way and when processing objects with differences in cross-section in order to avoid defects.
Thus, normalization can be considered an intermediate technology in relation to them: it produces a material that is harder than annealing, but less brittle than quenching, improving the structure and reducing stress. In view of this, normalization has become more widespread in mechanical engineering.
Standards
| Name | Code | Standards |
| Castings with special properties (iron and steel) | B83 | KSt 81-033:2009, TU 4112-78269737-008-05 |
| Steel castings | B82 | GOST 977-88, OST 24.920.01-80, OST 3-4365-79, OST 1 80059-83, OST 5R.9285-95, TU 108.11.352-87, TU 108-23.45-88 |
| Hard alloys, metal-ceramic products and metal powders | B56 | OST 107.750001.001-91 |
| Classification, nomenclature and general norms | IN 20 | OST 84-218-85 |
| Welding and cutting of metals. Soldering, riveting | B05 | RTM 108.020.122-78 |
Hardening technology for different grades of steel - how and why it is done
According to GOST for heat treatment of steel, hardening of different grades can be:
- With one cooler. The sample, brought to a certain temperature, is immersed in liquid. The metal remains there until it cools to the required level. The method is used for carbon and alloy materials, as well as products with a simple design.
- Intermittent. Two environments are used. The metal first undergoes rapid cooling. Water is suitable for this. The products are then immersed in oil. This is necessary to slowly reach a certain temperature mark. The method is used for high-carbon steel.
With different hardening methods, not only the resulting quality characteristics of the steel may differ, but also the colors of the heat.
- Stepped. Products are cooled in an environment whose thermal temperature exceeds the martensitic level of the grade being processed. During cooling and holding, the part along its entire perimeter reaches the temperature of the quenching container. After this, slow cooling with quenching is carried out. This is how austenite transforms into martensite.
- Jet. The surface is intensively sprayed with water pressure. In this case, a steam cocoon is not formed, thanks to which deep calcination can be achieved. Used if it is necessary to treat only part of the surface.
- Isothermal. The method is similar to step hardening, but differs in the exposure time. The steel remains in the environment exactly as long as necessary to complete the isothermal transformation of austenite.
Basic temperature and time conditions for heat treatment of steels - table of indicators for different grades
Full, partial annealing
Heat treatment is used to achieve the required qualities of the metal. The purpose of steel annealing is defined as obtaining specified technological properties. They can be both general and quite specific. Thus, incomplete annealing of hypereutectoid steel is acceptable in the manufacture of structural elements, but in the production of parts with specified characteristics it will be insufficient. Changes in the metal structure in both types of processing are different. Not only the annealing time of the steel plays a role, but also the temperature. An important factor in successfully solving the problem is the cooling mode.
Complete annealing of steel
When steel is not completely annealed, the temperature does not reach the upper critical point. The requirements for cooling time are also less stringent. When performing complete annealing of steels, the metal is heated above the critical point. Then the specified time is maintained and the cooling schedule is accurately followed. When heat treatment and annealing, it is important to take into account the grade of raw materials, hardness, and chemical composition, since the technology and modes are determined by GOST standards.
Characteristics of steel 45
In general, steel is an alloy of carbon and iron. Today, due to its hardness, this material is in constant high demand in various industries. The share of iron in such an alloy is about 45%. All properties of the stage directly depend on alloying elements and carbon content, which affects future rolled metal products. Steel 45 is the most popular grade. Certain temperature treatment regimes make it possible to obtain durable products. The hardness of 45 steel after normalization is directly related to the temperature range during operation.
Steel grade 45
The final processing mode is tempering of steel 45. The main goal of this process is to reduce quenching stresses so that the future steel 45 gains hardness, ductility and strength. It is heated to a limit below Ac1, held, and then cooled in air at a given speed. Depending on the level of heating temperature, this type of heat treatment is of three types:
- Low - heating 200-250 degrees to obtain martensite and relieve internal stress while maintaining hardness. Steel is used for cutting and measuring tools.
- Medium - heating 350-500 degrees to obtain troostite, increase viscosity and high elasticity. It is used to make leaf springs, springs and forging dies.
- High - heating 500-600 degrees to obtain sorbitol, so that there is a better ratio of plastic and strength properties. It is used in the manufacture of most automotive parts, such as engine connecting rods and car axles.
Normalization of 45 steel is the main part of steel processing. Depending on the heating temperature range, different steel normalization modes are used. Here the metal is hardened, i.e. improving its properties and characteristics for their further consolidation.
Isothermal annealing
This type of processing is mainly used for alloy alloys. Isometric annealing of steel involves heating the metal to an austenitic state, followed by accelerated cooling to 660-680° C. Then the workpiece is kept at this temperature until the austenite turns into pearlite. After this, the metal is cooled in air naturally.
This is the fastest and most effective way to increase the ductility of metals with high chromium content.
High-temperature annealing of stainless steel and some other structural and tool alloys is done in this way. This technology makes it possible to reduce the hardness of alloyed materials to a level that allows the workpiece to be effectively processed later on metal-cutting equipment.
Isothermal annealing is characterized by a special cooling method. For a given time, the material is maintained at the temperature specified in the standards at one level, and does not drop gradually, as in other processing options. The formation of a homogeneous structure occurs due to the complete decomposition of austenite and the transformation of ferrites and pearlites. Heat-resistant alloys are processed in this way.
This technique is effective for processing small products, stampings, and tool blanks.
Isothermal annealing has a short technological cycle, but is quite effective for solving many production problems.
characteristics, weight, hardness, analogues of steel grade 45
Steel grade: 45.
Class: high-quality carbon structural steel.
Industrial uses: Pinion shafts, crankshafts, camshafts, gears, spindles, bands, cylinders, cams and other normalized, tempered and surface heat treated parts that require increased strength.
Hardness: HB 10 -1 = 170 MPa
Weldability of the material: difficult to weld. Welding methods: RDS and KTS. Heating and subsequent heat treatment are required.
Forging temperature, oC: beginning 1250, end 700. Sections up to 400 mm are cooled in air.
Flock sensitivity: low sensitivity.
Tendency to temper brittleness: not prone.
Type of delivery:
- Long products, including shaped steel: GOST 1050-88, GOST 2590-2006, GOST 2591-2006, GOST 2879-2006, GOST 8509-93, GOST 8510-86, GOST 8239-89, GOST 8240-97, GOST 10702 -78.
- Calibrated rod GOST 1050-88, GOST 7417-75, GOST 8559-75, GOST 8560-78.
- Polished rod and silver GOST 14955-77.
- Thick sheet GOST 1577-93, GOST 19903-74.
- Thin sheet GOST 16523-97.
- Tape GOST 2284-79.
- Strip GOST 103-2006, GOST 1577-93, GOST 82-70.
- Wire GOST 17305-91, GOST 5663-79.
- Forgings and forged blanks GOST 8479-70, GOST 1133-71.
- Pipes GOST 8732-78, GOST 8733-74, GOST 8734-75, GOST 8731-74, GOST 21729-76.
| Foreign analogues of steel grade 45 | |
| USA | 1044, 1045, 1045H, G10420, G10430, G10440, G10450, M1044 |
| Germany | 1.0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45 |
| Japan | S45C, S48C, SWRCh55K, SWRCh58K |
| France | 1C45, 2C45, AF65, C40E, C45, C45E, C45RR, CC45, XC42h2, XC42h2TS, XC45, XC45h2, XC48, XC48h2 |
| England | 060A47, 080M, 080M46, 1449-50CS, 1449-50HS, 50HS, C45, C45E |
| European Union | 1.1191, 2C45, C45, C45E, C45EC, C46 |
| Italy | 1C45, C43, C45, C45E, C45R, C46 |
| Belgium | C45-1, C45-2, C46 |
| Spain | C45, C45E, C45k, C48k, F.114, F.1140, F.1142 |
| China | 45, 45H, ML45, SM45, ZG310-570, ZGD345-570 |
| Sweden | 1650, 1672 |
| Bulgaria | 45, C45, C45E |
| Hungary | A3, C45E |
| Poland | 45 |
| Romania | OLC45, OLC45q, OLC45X |
| Czech | 12050, 12056 |
| Austria | C45SW |
| Australia | 1045, HK1042, K1042 |
| Switzerland | C45, Ck45 |
| South Korea | SM45C, SM48C |
Properties of steel St 45
When purchasing metal products, you need to know the properties of the material from which they are made. The type of steel the product is made from affects its cost, strength, and reliability. This also determines the service life and possible scope of application.
In this case, you will find information about steel grade 45, which is often used for the manufacture of a variety of metal products. It is considered structural carbon quality. To purchase rolled metal products made from 45 steel, check out the company’s catalogs and contact our managers.
It is supplied in the form of long and shaped products. You can find an extensive list of products for which it is used. For example, silver, sheets of metal of different thicknesses, rods with different types of surface treatment, forgings and forged blanks, long wire products, tapes and strips, as well as pipes.
Steel 45 and its characteristics
- Low sensitivity to flakes.
- Steel 45 and its specific gravity: the figure is 7826 kg/m3.
- Not prone to temper brittleness.
- Heat treatment: Delivered condition.
- Steel hardness 45: the indicator is equal to the following values: HB 10 -1 = 170 MPa
The strength of this material is increased. That is why objects are made from it that can be normalized, improved, and whose surfaces can be subjected to heat treatment.
This material contains 0.45 percent carbon. Other impurities are extremely minor.
Steel is a difficult-to-weld material. To carry out the welding procedure, the steel must first be heated and then thermally treated. When forging, the temperature should first be 1250 degrees Celsius and finally drop to 700 degrees.
If the product has a cross-section that is less than or equal to 400 millimeters, then it can be cooled in air.
Steel 45 and its analogues
Such material can be replaced by the following three grades of steel: 50, 50 G 2 and 40 X.
They are also used to create gears, cylinders, eccentric shaft attachments, rotating shafts, crankshafts and distribution shafts, as well as other products used in industry.
Steel grade 45 may be called differently in other countries and have several analogues. For example, in the USA, its properties are equal to 8 grades of steel, in Germany - 10, in France - 14. In Poland there is only one analogue and it is simply called 45, in Austria - C45SW.
atl-met.ru
Recommendations when choosing
65g steel cannot be welded at all. When manufacturing products, this property should be taken into account.
You also need to remember that the material is most often used for sports edged weapons. This is due to good impact resistance at the simultaneous low cost of the starting material. This allows you to have shells available at low material costs.
Knife made of 65G steel.
Knives made from 65g are not recommended for use for household purposes, for example, in the kitchen, where there is constant dampness. To prevent cutting tools made from this grade from rusting, they must be stored in dry rooms. The oil coating will protect the blades from corrosion.
The essence of the process
The normalization procedure is as follows. The part is heated to temperatures that exceed the maximum permissible parameters (Ac1, Ac3) by 30 - 50 degrees Celsius, then it is kept at this temperature for some time, after which it is cooled.
The temperature is selected based on the steel grade. Thus, alloys containing 0.8% carbon, so-called hypereutectoid, are processed at temperatures lying between the critical points Ac1 and Ac3.
What are critical points? This is the name given to the temperatures at which phase changes and structure of the alloy occur when it is heated or cooled.
The result of this is that a certain volume of carbon enters the solid solution and austenite is fixed. That is, a structure consisting of martensite and cementite appears. It is cementite that leads to an increase in wear resistance and hardness. Heating high-carbon steel above ac3 leads to an increase in internal stresses. This is due to the fact that the amount of austenite increases due to an increase in carbon concentration.
When heated above the critical point Ac3, steel with a carbon content of less than 0.8% acquires increased viscosity. This happens because in steel of this type austenite (fine-grained) appears, turning into martensite (fine-grained).
Hypoeutectoid steel is not processed at temperatures in the range Ac1 - Ac3. Since in this case ferrite appears, which reduces the hardness parameters.
Time required to complete the operation
It takes some time to obtain a homogeneous structure of the alloy at a certain temperature. This time will be determined as the holding time of steel during normalization. It was experimentally determined that a layer of metal 25 mm thick becomes homogeneous after an hour. Thus. and determine the normalization time.
The final stage is cooling
The cooling rate plays a significant role in the formation of perlite volume and the size of its plates. Numerous studies have shown that high cooling rates increase the amount of perlite and the steel gains increased hardness and strength. Low cooling intensity leads to steel losing hardness and strength.
When processing parts with significant differences in size, for example. shafts, it is advisable to remove stresses arising under the influence of temperature fluctuations. To do this, they are preheated in a container filled with different salts. When the temperature drops, it is possible to speed up this process by placing hot parts in water or specially selected oil.
In other words, steel normalization eliminates stress inside the part and minimizes its structure. That is, it has a direct effect on changes in the microstructure of steel alloys.
In what environment is steel carburization possible?
The hardening process takes place under various environmental conditions:
- in solid;
- in gaseous;
- in an electrolyte solution;
- in the form of a special paste;
- in a fluidized bed.
steel is carburized with graphite in a home workshop . This greatly simplifies the process, since there is no additional need to worry about the strong seal of the oven.
In industrial production, gas is most often used, since this method reduces the time spent on hardening.