Ассортимент оснастки от инструментальной
Мы предлагаем широкий спектр разнообразных оснасток: кулачки, втулки, тиски, цанги, сверлильные патроны и многое другое. Каждое наименование представлено несколькими производителями и в максимально возможных вариациях. К примеру, имеется два вида сверлильного патрона — его можно приобрести не только в традиционном исполнении, но также и самозахватывающий сверлильный патрон. Помимо этого, имеется возможность выбора патрона от различных производителей.
Огромный многолетний опыт на инструментальном рынке позволяют нам наилучшим образом обеспечить потребности покупателей. , купить токарную оснастку, тме оснастка.
Особенности станков токарно-револьверной группы
Как обычные модели станков токарно-револьверной группы, так и устройства, оснащенные системой ЧПУ, отличаются высокой производительностью, которая достигается за счет ряда факторов.
- Данные станки оснащаются скоростными механизмами, отвечающими за фиксацию заготовки и ее подачу.
- Обработка осуществляется за счет эффективного комбинирования работы двух суппортов – поперечного и револьверного.
- Все рабочие приспособления станка оперативно заменяются.
- Станки оснащаются многорезцовыми державками, а для обработки применяются инструменты комбинированного типа.
Конечно, для того чтобы обработка на токарно-револьверных станках отличалась высокой производительностью, необходимо правильно выполнить настройку всех параметров их работы. К таким параметрам, в частности, относятся:
- перечень рабочих инструментов и их установка на оборудовании в правильной технологической последовательности;
- регулировка положения установленных инструментов и рабочих приспособлений в радиальном и осевом направлениях;
- квалифицированная установка упоров, ограничивающих продольные и поперечные подачи.
Большинство токарно-револьверных станков, в частности хорошо знакомая специалистам модель 1341 и ее модификация 1К341, оснащены командоаппаратами, которые обеспечивают автоматическое переключение режимов вращения шпинделя и подач. Использование таких устройств позволяет значительно сократить время выполнения вспомогательных технологических операций.
Модели станков данной группы, на которых для фиксации детали установлен патрон, могут использоваться для обработки заготовок, сечение которых находится в интервале 16–63 см. Основными характеристиками агрегатов, на которых обрабатывают прутковые детали, являются:
- максимальная длина обработки, зависящая от наибольшего расстояния, на которое способна перемещаться рабочая головка;
- наибольшее сечение детали, которая может обрабатываться над суппортом или над станиной;
- максимальное расстояние, на котором может быть расположен передний край рабочей головки от переднего края шпиндельного узла.
Головки резьбонарезные , резьбонарезные патроны , оправки для сверлильных станков Optimum
- Позволяет производить нарезание резьб М5 — М12.
- Четырехступенчатая муфта для передачи крутящего момента.
- Встроенный механизм реверсивного хода при смене направления подачи.
- Посадочная поверхность В16.
Резьбонарезная головка предназначена для нарезания резьбы в диапазоне от М5 до М12 метчиками. Резьбонарезная головка имеет регулируемую предохранительную муфту, предотвращая поломку метчиков, по достижению предельно-допустимых усилий, головка останавливается и достаточно подать резьбонарезную головку назад по оси, как включается реверсивный ход с удвоенной скоростью. Используя резьбонарезную головку,
хода шпинделя.
можно использовать станок без реверсивного
М7
М12
М20
и
В зажимном патроне имеется устройство для осевой компенсации шага резьбы. Быстросменные вставки оснащены устройством защиты от перегрузок (для предотвращения поломки метчика). Комплектация: Патрон резьбонарезной КМ2, d 19мм Предохранительные головки d 19мм, для метчиков: М3, М4, М5, М6, М8, М10, М12. Ключ для головок.
| M5- | M8- | ||
| Диапазон нарезаемой резьбы | 2-7мм | ||
| Оправки Морзе в комплекте | 2 и 3 | ||
| модификация конуса | лапка | лапка | лапка |
| Артикул | 335 2043 | ||
| Цена,руб. | 22 643 | ||
| Наличие | |||
| склад | склад | склад | |
| Модель | K2L-3-12 | K3L-3-12 | K3L-12-24 |
| Диапазон резьбы | M3-M12 | M3-M12 | M12-M24 |
| Хвостовик патрона | KM2 лапка | KM3 лапка | KM3 лапка |
| Цанги |
в комплекте
| 7шт | 7шт | 7шт | |
| Артикул | П30205 | П40206 | П50207 |
| Цена,руб. | 18 440 | 18 287 | 25 487 |
| Наличие | на складе | на складе | на складе |
| Модель | K4L-3-12 | K4L-12-24 |
| Диапазон резьбы | M3-M12 | M12-M24 |
| Хвостовик патрона | KM4 лапка | KM4 лапка |
| Цанги |
в комплекте
В ВЕРХ[]
ПАТРОН РЕЗЬБОНАРЕЗНОЙ В НАБОРЕ
| 7шт | 7шт | |
| Артикул | П80534 | П60208 |
| Цена,руб. | 18 520 | 25 487 |
| Наличие | на складе | на складе |
| Модель | K2-3-12 | K2-3-12 |
| Диапазон резьбы | M3-M12 | M3-M12 |
| Хвостовик патрона | KM2 | KM2 |
| Цанги |
в комплекте
| 7шт | 7шт | |
| Артикул | П | П88150 |
| Цена,руб. | 18 440 | 18 440 |
| Наличие | на складе | на складе |
| Модель | K3-12-24 | K4-12-24 |
| Диапазон резьбы | M12-M24 | M12-M24 |
| Хвостовик патрона | KM3 | KM4 |
| Цанги |
в комплекте
В ВЕРХ[]
ПАТРОН РЕЗЬБОНАРЕЗНОЙ В НАБОРЕ ЧПУ
Комплектация: Патрон резьбонарезной с с хв-ком 7:24-40BT (MAS 403), d 19мм Предохранительные головки d 19мм, для метчиков: М3, М4, М5, М6, М8, М10, М12. Ключ для головок.
| 7шт | 7шт | |
| Артикул | П98159 | П09105 |
| Цена,руб. | 18 642 | 25 487 |
| Наличие | на складе | на складе |
| Модель | BT40-3-12 | BT40-12-24 |
| Диапазон резьбы | M3-M12 | M12-M24 |
| Хвостовик патрона | 7:24-40(BT40) ЧПУ | 7:24-40(BT40) ЧПУ |
| Цанги |
в комплекте
В ВЕРХ[]
ГОЛОВКА РЕЗЬБОНАРЕЗНАЯ ПРЕДОХРАНИТЕЛЬНАЯ
Для метчиков
Применяются совместно с патронами резьбонарезными. Предназначены для крепления правых метчиков по ГОСТ 3266-81.
| 7шт | 7шт | ||||
| Артикул | П58105 | П68105 | |||
| Цена, руб. | 22 670 | 24 240 | |||
| Наличие | на складе | на складе | |||
| M3 | M4 | M5 | M6 | M8 | |
| Ø патрона мм. | 19 | 19 | 19 | 19 | 19 |
| Артикул | П 19105 | П 29105 | П 39105 | П 49105 | П 59105 |
| Цена,руб. | 3 625 | 3 625 | 3 625 | 3 625 | 3 625 |
| Наличие | |||||
| склад | склад | склад | склад | склад | |
| Метчик | M10 | M12 | M14 | M16 | M20 |
| Ø патрона мм. | 19 | 19 | 19 | 30 | 30 |
| Артикул | П 69105 | П 79105 | П 89105 | П 99105 | П 00205 |
| Цена,руб. | 3 625 | 3 625 | 3 625 | 3 625 | 3 625 |
| Наличие | склад | склад | склад | склад | склад |
УГ9321.0300.000 Инструментальный диск шестипозиционный револьверной головки
Инструментальный диск револьверной головки УГ9321
Инструментальный диск револьверной головки УГ9321
Использование головок при центровых работах
На головках УГ9324 и УГ9325 инструмент для центровых работ устанавливается с помощью вспомогательных втулок в расточки инструментального диска.
Подача СОЖ осуществляется в рабочей позиции через вспомогательные втулки.
На головках УГ9321 (рис.5) инструмент для центровых работ устанавливается в блоки (I), которые монтируются на торцевой поверхности инструментальной головки в позициях 1,3,5. При установке блока необходимо вывернуть пробку 2 и, в случае работы с СОЖ, ослабить винт 4, вынуть шарик 3 и ввернуть пробку 2 в резьбу 5.
Диски инструментальные восьмипозиционные предназначены для установки резцедержателей с цилиндрическим хвостовиком ГОСТ 24900 (DIN 69880) диаметром 40 мм.
Диски изготавливаются с припусками в отверстиях под инструмент с диаметрами D4.
Окончательная обработка отверстий D4 в размер 40Н7 производится по месту с установкой на конкретной делительной головке.
Диски инструментальные изготавливаются на ОАО «Барановичский завод станкопринадлежностей» — производителе универсальной зажимной технологической оснастки, для комплектации металлорежущих станков.
Особенности конструкции
Шлифовальные головки представляют собой специальную конструкцию, которая используется для значительного расширения возможностей станка токарной группы. Этот механизм условно относится к оснастке. К конструктивным особенностям можно отнести:
- наличие собственного электродвигателя, мощность которого может составлять от 1 квт и более. этот момент определяет то, что головка может стать оснасткой для различных моделей токарных станков. как правило, токарное оборудование имеет закрытую коробку скоростей и не имеет отдельного привода для подключения рассматриваемой оснастки;
- установленный электродвигатель подключается к цепи токарного станка, что определяет универсальность всей конструкции. при этом также есть трехфазная вилка для включения в отдельную цепь питания;
- головка имеет собственную станину, которая при модернизации может крепиться жестко вместо стандартного резцедержателя. этот момент определяет то, что оборудование позволяет получать качественные поверхности при высокой механизации процесса. при изготовлении станины используется сталь, что позволяет предотвратить вибрацию при работе за счет повышения жесткости конструкции;
- передача вращения проходит при помощи ременной передачи для понижения оборотов.
Конструкция довольно проста
При ее рассмотрении стоит обратить внимание на тип станины. Это связано с тем, что только определенный тип станины может подойти вместо резцедержателя к определенной модели токарного станка
Шлифовальная головка для шлифовки внутреннего диаметра заготовки
Шлифовальная головка для шлифовки наружного диаметра заготовки
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели (резцедержка, инструментальный блок) изготавливаются на ОАО «Барановичский завод станкопринадлежностей» по ТУ РБ 00222918.055-2001 и предназначены для закрепления призматических резцов сечением 25х25 мм и 20х20 — для резцедержателей с хвостовиком Ø40 мм, а так же для закрепления инструмента с цилиндрическими и коническими хвостовиками. По заказу потребителей комплектуются переходными втулками с цилиндрическими или коническими отверстиями. Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
291.341.121 резцедержатель с перпендикулярным пазом
291.341.221 резцедержатель с параллельным пазом
291.342.132 резцедержатель для осевого инструмента
291.342.222 резцедержатель для осевого инструмента со смещенной осью
Потребность в шлифовальных головках
Получение тел вращения на токарных станках проводится на протяжении последних нескольких десятилетий. Как правило, шлифование проводилось на другом оборудовании. Этот момент определил следующий технологический процесс:
- выполнение чернового токарного точения для снятия большого слоя металла;
- выполнение чистового токарного точения для подготовки детали к финишному этапу технологического процесса;
- финишная обработка на круглошлифовальном станке.
Подобный технологический процесс определяет увеличение затрат за счет установки специального станка для выполнения финишной обработки. При создании большой партии изделий приобретение шлифовального станка окупается, но при мелкосерийном производстве его покупка приведет к повышению себестоимости одного изделия. Выходом из ситуации можно назвать использование специальных шлифовальных головок, которые также могут применяться для получения поверхности с высоким классом шероховатости.
Устройство и работа автоматической револьверной головки УГ 9326
Конструкция головки показана на рис.2.
Движение от электродвигателя (17), встроенного в гильзу (21) корпуса (23) посредством поводковой муфты, выполненной на торце вала ротора (16) и водила (24) планетарного редуктора, сообщается блоку сателлитов (12). Один из них сопрягается с неподвижным зубчатым колесом внутреннего зацепления (26), а другой — с подвижным зубчатым колесом (9), на ступице которого выполнена трапецеидальная резьба, а на торце — зубчатая муфта. Посредством этой муфты и винта (3) осуществляется соединение детали (9) с кулачком управления индексацией (4). Радиальной опорой детали (9) служат бронзовые полукольца (29), торцевые — подшипники (10) и (11).
С резьбой на детали (9) сопрягается фланец-гайка (8), прикрепленный к шпинделю (5) головки, который может совершать вращательное и поступательное движение. К шпинделю прикреплены инструментальный диск (1) и фиксирующая полумуфта (31) с круговым зубом. Вторая полумуфта (30) закреплена на корпусе головки.
На торце гильзы (21) установлен датчик (13) углового положения инструментального диска, выполненный на герметичных магнитоуправляемых контактах (герконах) и соединенный с фланцем шпинделя посредством валика (22) и муфты (20). Датчик защищен кожухом.
В нише корпуса помещаются набор клеммных зажимов электрокоммуникаций головки, PC-цепочки двигателя и микровыключатель (14) контроля сцепления полумуфт (30) и (31).
Включение подачи СОЖ на инструментальный диск осуществляется при нажатии диском на толкатель клапана (6), встроенного в планку (7), пpикpeпляемyю к корпусу головки.
Работа головки
Головка работает по циклу, при котором за исходное положение принято показанное на рис.2, зафиксированное положение: снятие усилия и расцепление плоскозубых муфт, поворот инструментального диска до заданной позиции, предварительная фиксация, сцепление муфт и сжатие их с необходимым усилием.
При пуске двигателя начинается вращение детали (9) и кулачка (4) против часовой стрелки. Поскольку полумуфты (3O) и (31) сцеплены и шпиндель не может вращаться, за счет взаимодействия резьб на деталь(8) и (9) происходит расцепление полумуфты. К окончанию расцепления приурочено соприкосновение уступа кулачка с пальцем (35). При продолжении поворота фиксатор (34) под воздействием скосов на дет.(32) входит в паз на кулачке, обеспечивая сцепление привода и шпинделя. Когда инструментальный диск достигает необходимого углового положения, по команде датчика (19) осуществляется реверсирование двигателя к, соответственно, изменение направления вращения деталей головки. При этом фиксаторы (33) и (34) западают в лазы фланца (32), кулачек освобождается и происходит расцепление привода и шпинделе. При дальнейшем вращении привода осуществляется сцепление фиксирующих полумуфт и создание на них необходимого натяга, величина которого зависит от установки токового реле цепи двигателя в электросхеме станка. Токовое реле управляет отключением электродвигателя.
Основные регулировки
Поворот шпинделя должен начинаться после его выхода из сцепления полумуфт на 0,5 ± 0,2 мм. Эта величина настраивается перестановкой кулачка по торцевым зубцам дет.(9). Перестановка на один зуб дает перемещение шпинделя на 0,45 мм.
Для правильной фиксации шпинделя необходим его перебег, относительно заданной позиции на 5°…3°. Эта величина устанавливается поворотом датчика (19).
Микровыключатель (14) должен срабатывать за 0,5…1,5 мм до конца хода шпинделя, это достигается перемещением планки (13) микровыключателя.
Особенности конструкции
Шлифовальные головки представляют собой специальную конструкцию, которая используется для значительного расширения возможностей станка токарной группы. Этот механизм условно относится к оснастке. К конструктивным особенностям можно отнести:
- наличие собственного электродвигателя, мощность которого может составлять от 1 квт и более. этот момент определяет то, что головка может стать оснасткой для различных моделей токарных станков. как правило, токарное оборудование имеет закрытую коробку скоростей и не имеет отдельного привода для подключения рассматриваемой оснастки;
- установленный электродвигатель подключается к цепи токарного станка, что определяет универсальность всей конструкции. при этом также есть трехфазная вилка для включения в отдельную цепь питания;
- головка имеет собственную станину, которая при модернизации может крепиться жестко вместо стандартного резцедержателя. этот момент определяет то, что оборудование позволяет получать качественные поверхности при высокой механизации процесса. при изготовлении станины используется сталь, что позволяет предотвратить вибрацию при работе за счет повышения жесткости конструкции;
- передача вращения проходит при помощи ременной передачи для понижения оборотов.
Конструкция довольно проста
При ее рассмотрении стоит обратить внимание на тип станины. Это связано с тем, что только определенный тип станины может подойти вместо резцедержателя к определенной модели токарного станка
Сведения о производителе револьверной головки УГ9321
Разработчиком и изготовителем револьверных головок УГ9321 является Московский станкостроительный им. А.И. Ефремова и Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
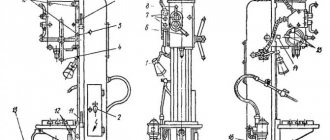
Продукция Гомельского завода станочных узлов ГЗСУ
- 2Е52
— станок радиально-сверлильный переносной Ø 25 - 2К52, 2К52-1
— станок радиально-сверлильный переносной Ø 25 - 2К522
— станок радиально-сверлильный переносной Ø 32 - 2К550В
— станок радиально-сверлильный Ø 55 - 2Т118
— станок вертикально-сверлильный настольный Ø 40 - 2Т125
— станок вертикально-сверлильный Ø 25 - 2Т140
— станок вертикально-сверлильный Ø 40 - 2Т150
— станок вертикально-сверлильный Ø 50 - ГС520
— станок сверлильный настольный Ø 16 - ГС526У
— станок токарно-винторезный универсальный Ø 500 - ГС545
— станок радиально-сверлильный переносной Ø 45 - ГС2112
— станок сверлильный настольный Ø 12 - ГС2116к
— станок сверлильный настольный Ø 18 - 16Б20п.061
— фартук для токарно-винторезных станков - 16Б20п.070
— коробка подач для токарно-винторезных станков - УГ9321
— головка револьверная автоматическая 6 позиционная для токарных станков с ЧПУ - УГ9326
— головка револьверная автоматическая 8 позиционная для токарных станков с ЧПУ
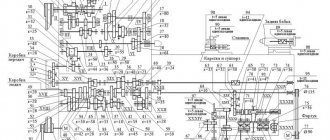
УГ9326 Кинематическая схема универсальной автоматической головки
Кинематическая схема револьверной головки уг9326
На головках инструмент для центровых работ устанавливается с помощью вспомогательных втулок в расточки инструментального диска.
Подача СОЖ осуществляется в рабочей позиции через вспомогательные втулки.
Основные параметры элементов кинематики
- Полумуфта верхняя: число зубъев — 8, Модуль — 2,25
- Колесо зубчатое: число зубъев — 24, Модуль — 2,25
- Колесо зубчатое: число зубъев — 30, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 27, Модуль — 2,25
- Колесо зубчатое: число зубъев — 33, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 30, Модуль — 2,25
- Электродвигатель 7
УГ9326 Электрическая схема универсальной автоматической головки
Электрическая схема револьверной головки уг9326
В головке установлено следующее электрооборудование:
- М — Электродвигатель асинхронный модели 0,37 кВт; 1365 об/мин
- S1 — датчик углового положения инструментальной головки
- 1 — ПГК-6 переключатель герконовый для головки УГ9321
- 5 — ПГК-10 переключатель герконовый для головки УГ9324
- 6 — ПГК-12 переключатель герконовый для головки УГ9325
- 7 — ПГК-8 переключатель герконовый или УГ9324.0200.000 для головки УГ9326
- 8 — Фотодатчик для головки УГ9326-6
- S2 — Микровыключатель конечный контроля сцепления муфт — ВП61-21-А111112-00УХЛ3,2
- R-C — R-C цепочка — УГ9321.0200.000
Датчик S1 состоит из литого алюминиевого корпуса, контактного устройства, флажка с постоянным магнитом, вала, установленного в подшипник скольжения и крышек.
В качестве коммутирующих контактов в датчике применены герконы. При вращении вала магнит проходит мимо герконов, расположенных в корпусе, приводя к их поочередному срабатыванию и отпусканию, тем самым осуществляется выдача информации о позиции головки в любой момент времени вращения диска. При этом зона срабатывания очередного контакта находится за зоной отпускания предыдущего контакта, т. е. контакты срабатывают без перекрытия.
К двигателю подключен блок R-C цепочек УГ9321.0200.000