Briefly about everything
We hope that the material will be useful to both novice and experienced craftsmen. But it should be noted that working with such a material as valve steel is quite difficult work and it is necessary to “get your hand” on it. When forging, it will move to the side, but there is no need to be afraid of this, continue working and it will return to its place.
Read also: How to create page numbering in Word
Experienced craftsmen recommend that you first learn to work with other metals, and only then take on steel from the valve. When making bevels and cutting edges, be careful. And when hardening, do not overheat the blade, and everything will work out.
Previous Making knives Do-it-yourself knife from a mechanical saw blade Next National knives Kiridashi - Japanese jamb knife: features and do-it-yourself making
Advantages of blades made of valve steel x40
Having made a knife from such a valve with your own hands, it will serve for decades, but you must make it in compliance with all technological processes. Then realistically, at least 20 years of guaranteed pleasure, because with such a product it will be a pleasure to do any work.
Steel x40.
There are also several advantages:
- sharpening is quite easy and holds it for a long time;
- even after use with hard materials, there will be no nicks on the blade;
- excellent cutting properties;
- the hardness of the blade will be about 57-58 units on the Rockwell scale;
- no need to constantly polish, the shine will be permanent;
- easy to care for.
According to some reports, fans of making knives with their own hands report the resulting hardness as 62-64 HRC. And as an example, they give such an interesting fact, supposedly with such a product you can cut a bolt to 12 and nothing will happen to the blade. But it can be difficult to believe words until you try it yourself.
How to make a chamber for hardening metal
It is clear that when making such a camera, it is better to take the process seriously, since you will not be making it for one day or once. Let's try to briefly describe the manufacturing process of such a chamber; it is also called a muffle furnace.
Read also: What does rough facial features mean?
- The main thing is to correctly manufacture the “body” of such a camera; here they resort to a simple process. The future neck is made from any hard paper material (such as cardboard) and coated with a thick layer of fireproof clay. Don't forget to make a thin layer of paraffin between the form-building paper material and the clay.
- In the second stage, the future chamber is dried for at least a day, and then placed in the oven and calcined at a low temperature of about 90-110 degrees Celsius. After this stage, the paper component can already be removed.
- The final firing of the structure occurs over an open fire at a temperature of about 900 degrees, then it is cooled under natural conditions. You need to wait until the camera cools down completely.
- After the workpiece has cooled, it acquires the properties of stone and becomes very hard, like a brick. Doors that open horizontally are attached to it.
- The final stage can be called wrapping the future furnace with nichrome wire, with a cross-sectional diameter of about 0.75 mm. The entire structure will require about 18 meters. To prevent short circuits during winding, it is better to immediately coat it with raw clay. We make two holes in the housing, one for a thermocouple (to measure temperature), and the second for visual control.
Secrets of hardening: cooling
To cool a workpiece heated to the required temperatures, take a container of convenient volume and pour the working material into it. Holding the knife by the shank with long-handled pliers, lower it into the oil and wait a while. The viscosity of the liquid ensures optimal heat transfer. Be careful, the oil on the surface may ignite!
The second method of cooling is using water. In this case, it is better not to use pure liquid. Before work, dissolve a few tablespoons of table salt in it or use brine to cool the metal. In the old days, when salt had a very high price, blacksmiths used their own urine as a brine solution.
Selecting the shape of the slopes
The geometry of the bevels or the cross-sectional shape of the blade are selected based on the purpose of the knife and the intended scope of application. The most common profiles are:
- Straight wedge from the butt. The section is an isosceles triangle. The most universal form, combining the resistance of the cutting edge to impacts of moderate force and low resistance during cutting.
- Concave slopes. This profile is typical for straight razors: a very delicate cutting edge that does not tolerate impacts or lateral loads, and high cutting qualities. Knives with this profile are convenient with a small cutting depth; as it increases, the resistance increases significantly.
- Convex lens. The easiest profile to learn. Lenticular blades are designed for heavy duty work and are especially popular with hikers and survivalists. One of the most famous examples is the Swedish Fallkniven “F1”
There are also asymmetrical bevels, for example, on traditional Japanese knives used by professional chefs. Removing them requires some experience and special equipment.
Hardening
The quality and hardness of the surface layer can be increased by hardening. This procedure involves exposure to high temperature, after which the knife from the valve is cooled in the open air. The features of the procedure are the following:
- Requires oven.
- The holding temperature and time are selected depending on the size of the workpiece.
- It is recommended to cool outdoors. Due to this, the required hardness is ensured, but ductility is maintained.
In general, we can say that the hardening procedure is quite simple and does not require special complex equipment.
Handle assembly
The final step concerns the assembly of the handle. This procedure can be associated with the use of textiles or ash, birch bark. The choice of material needs to be given quite a lot of attention, since ease of use depends on their quality. Among the features of this stage, we note the following points:
- Holes are made in the metal. To do this, you will need a drill and a drill made of wear-resistant material. Holes are created for rivets.
- From the selected material, two parts are created that will be fastened together. They should be as symmetrical as possible, otherwise the product will not fit well in the hand.
- Often, the connection of two handle elements is carried out using rivets.
After assembling the handle, the valve knife will be almost ready for use.
If desired, you can decorate the handle by burning out various designs.
If you find an error, please select a piece of text and press Ctrl+Enter.
Source: stankiexpert.ru
Three eternal questions about knife valves
Graduation or admission?
Knives are made from the outlet (exhaust) valve only. But the exhaust valve can be sodium-filled, so in our village knives are made only from diesel exhaust valves, which do not contain sodium.
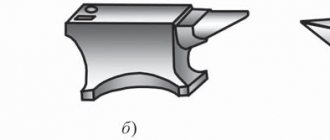
Valve reforging process
To heat or not to heat?
Heat treatment. Is it necessary to heat the valve after forging? I am a supporter of the fact that there is no need to heat. Without any hardening, the file does not take a file, it holds an edge (enough to skin a small boar).
Exhaust valve knife
Tank or diesel?
Who will let you disassemble a whole tank, of course, a diesel one. But the best one is one that a blacksmith can unforge. I heard that the best valve is from the Stalinets-100 tractor.
Read also: how to make a table in paint
Household life from the valve in my version
Personally, I have identified many advantages of knives made from this material:
- High corrosion resistance, rust does not threaten it;
- The knife is resistant to fracture loads;
- Holds sharpening well;
- There are no difficulties with sharpening.
But there is one minus. The valve needs to be forged
If you have become the happy owner of a diesel locomotive exhaust valve and are planning to make a knife out of it, then from my collective farm bell tower I can say that the knife will turn out to be of good quality, I myself have made not a single knife from this material.
Other channel publications:
We make a knife with a combined handle;
Available handicraft materials for blade making;
I made a knife from a forging of a diesel locomotive exhaust valve.
Steel for making knives
Steel for making knives
Steel ШХ15
This type of steel is a bearing steel; it has all the properties necessary for the manufacture of especially durable knives. All blades made from ShKh15 steel are distinguished by high cutting performance, durability, and visual appeal. ShKh15 steel belongs to the class of low-alloy chromium materials. It can be saturated with special elements to improve hardenability and heat resistance. The steel is characterized by high homogeneity and contact endurance, which allows knives to remain unusually sharp for a long time. The metal is quite hard, which makes the products resistant to crushing and deformation. At the same time, such steel has good toughness and ductility, it does not crumble under heavy loads, and is easy to process. Dark shades of the material make the knives attractive in appearance; exclusive products made from ShKh15 steel look very elegant. All knives made from ShKh15 steel are durable in use, do not wear down for a long time, maintaining excellent cutting performance.
Locomotive Valve Steel
A material that is widely used in the manufacture of designer blades. Locomotive valve steel has all the qualities that a blade needs. In addition, this material is quite common; the exhaust valves of a steam locomotive, having served their time, can be easily forged, processed and calcined. Why is this material suitable for making knives? Everything is very simple, this steel has unique properties that make the blades the best, highly durable.
1. Sufficient hardness of the material provides the knives with resistance to mechanical stress and deformation.
2. Plasticity, which allows you to make knives unusually sharp.
3. Easy to process when sharpening blades.
4. High strength, wear resistance.
5. Endurance in contact with other materials.
6. Good material uniformity.
7. Visual appeal - white color, which remains even after processing.
Locomotive valve steel knives last a long time and do not require frequent sharpening.
Damascus steel
A unique and truly legendary type of steel, the recipe for which was once lost. Over time, craftsmen restored the composition of Damascus steel. However, no one can claim that it remains the same as it was with the Crusaders. But in any case, Damascus steel is the ideal material for knives that has the best characteristics and combines all the properties of the best metals for blades in the world.
1. Particular strength and hardness - the material is not susceptible to almost any mechanical stress, it is able to withstand enormous loads.
2. Unusual cutting performance - when sharpened, Damascus steel knives can cut thick metal wire.
3. Wear resistance, and such blades do not require frequent sharpening; they remain sharp for more than a month.
4. Durability in use - the knife will last for decades.
5. Exquisite appearance - the delicate, twisted patterns of Damascus steel fascinate with their beauty.
Steel 95x18
The main advantage of this steel is its resistance to corrosion. This indicator allows the use of knives in harsh weather conditions
In addition, 95x18 steel is flexible and ductile, which is important for sharpening and operation. The material is characterized by high strength, resistance to various deformations and mechanical stress. Stainless steel knives 95x18 are durable in use, they do not wear down and do not lose their cutting properties for many years
Stainless steel knives made of 95x18 steel are durable in use; they do not wear down and do not lose their cutting properties for many years.
The procedure for hardening a knife in an oven
To properly process a blade, you should know exactly what is included in the alloy from which it is made:
- if it contains a very low amount of carbon, then it is hardened at temperatures from 750-950 ° C;
- an alloy with a high carbon composition requires 680–850°C;
- if an alloying metal with additional impurities is hardened, it should be heated to 850–1150°C.
The hardening procedure is not very complicated. Even a novice master will not find it difficult to do this. A knife reforged from any obsolete tool is heated three times in a furnace until it takes on a bright red color. After the next time , the workpiece should be cooled, but this must be done correctly. Each time the dive time increases.
The heating temperature of steel is determined in various ways. In production there are pyrometers for this purpose. Well, at home you can determine it by color.
What is the grade of valve steel?
Post by Demon-net » Oct 10, 2008, 12:17 pm
Post by Aleks » Oct 10, 2008, 12:22 pm
Something from chromansils. About 0.3 carbon at best. Lots of chromium and manganese and silicon. Sometimes there is a fair amount of nickel present.
Heat-resistant, but, in my opinion, not suitable for a knife.
I'll try to find the exact brand at home.
Post by Demon-net » Oct 10, 2008, 12:44 pm
Aleks wrote: Something from chromansils. About 0.3 carbon at best. Lots of chromium and manganese and silicon. Sometimes there is a fair amount of nickel present.
Heat-resistant, but, in my opinion, not suitable for a knife.
I'll try to find the exact brand at home.
It works great, it feels like there’s more carbon, it’s not the first time my father has made knives out of it.
Post by Aleks » 10 Oct 2008, 12:51
Aleks wrote: Something from chromansils. About 0.3 carbon at best. Lots of chromium and manganese and silicon. Sometimes there is a fair amount of nickel present.
Heat-resistant, but, in my opinion, not suitable for a knife.
I'll try to find the exact brand at home.
It works great, it feels like there’s more carbon, it’s not the first time my father has made knives out of it.
Assortment of unforged valve knives
brings to your attention a large range of reliable products.
Pay attention to the multifunctional knife "Taiga". This model has a powerful, wide blade, making it a faithful assistant in difficult hiking conditions. The special shape of the blade allows for different types of cutting, and the high-quality handle ensures a reliable grip and maximum comfort.
Another interesting example is a fixed blade made from an unforged valve called the “Mushroom Picker”. Such a product with lens-shaped, concave blade slopes is ideally suited for “silent hunting.” Thanks to the peculiarities of its design, the device is incredibly convenient and absolutely safe for the owner. In addition, it does not require specific care.
You can order these and other knives made from unforged valves inexpensively on the Kuznechny Dvor website. All products are made by hand, have excellent design, ergonomics and unsurpassed quality!
Knife design and shaping
One of the most difficult tasks in making a knife is designing its shape. The simplest solution for a novice knife maker would be to copy the outlines from any product you like.
It is best to pay attention to models with simple forms, since it will be problematic to repeat complex elements, which most often negatively affect functionality, at home.
Having some experience in fine arts, you can draw a unique author’s project
In this case, you should pay attention to the harmony of the lines and the combination of shapes of the handle and blade. The most common design mistake is a “break” along the butt line at the point where they join. If the specific application (such as a boning or skinning knife) does not require just such an articulation, then it would be best to make the transition along a straight line or a smooth arc
If the specific application (such as a boning or skinning knife) does not require just such an articulation, then it would be best to make the transition along a straight line or a smooth arc.
The next point is the length of the handle. For most manufacturers, this parameter is 110 - 120 mm and almost does not depend on the length of the blade. In any case, even if the knife is made to suit your own hand, it is advisable to comply with such tolerance.
You should also not get carried away with the number and depth of finger grooves and stops. This reduces the convenience of working with a reverse grip and may well transform the product into the category of edged weapon.
To match the chosen shape, first make a simple cardboard template and check the correctness of the work by checking it.
One of the essential parts of a knife is the handle. For its manufacture, various types of wood are most widely used. Our version uses oak overlays, which will be connected with brass rivets. To install them, three holes must be drilled in the tail part of the workpiece. This work will not be difficult with annealed metal.'
Secrets of hardening: vacation
Hardening has only a positive property, from the point of view of improving the operational properties of steel, which consists in increasing the hardness several times, but also a negative property, consisting in increasing the fragility of the workpiece. In other words, when a hardened knife hits metal, stone, wood or bone, the blade can easily split. To avoid this, a third type of heat treatment is used, called tempering. The workpiece must be heated to a temperature of 180 - 200°C, kept for an hour and cooled in air. Many home craftsmen temper hardened knives from files in molten lead, however, due to higher temperatures (the melting point of lead is 327 ° C), this can cause a significant decrease in hardness and loss of cutting properties. It is best to use an ordinary gas or electric oven, if you can persuade the owner of the house.
Features of the technology
At home, if you approach the matter correctly, you can qualitatively harden any knife. This could be a hunting or folding knife, a bayonet-knife or a product in the form of a hook, a blade made of a file or a bearing, a butterfly knife, etc. It is somewhat more difficult to harden products made from stainless steel at home, but this problem can be solved, if you carefully study the process technology and select the appropriate heating equipment.
Various materials are used as a cooling medium when performing hardening, both in production and at home. Thus, the most common cooling media - water and oil - provide the following cooling rates of a heated steel product:
- oil at room temperature – 150°/s;
- oil heated to a temperature of 200° – 300°/s;
- water, the temperature of which is slightly above 20°, – 450°/s;
- ice water – 600°/s.
In some cases, hardening is performed by cooling the product in an intermediate medium, which can be molten lead. This technique, in particular, is used when hardening knives that are made from files.
Annealing a knife over an open fire requires close attention.
The most important problem that you may encounter when trying to harden a knife at home is overheating the metal, which leads to a significant increase in its fragility. It is also necessary to very carefully monitor the uniform heating of the knife being hardened, so as not to encounter the formation of transverse cracks on its blade.
There is a simple rule that should be followed in order not to encounter such a problem: the part of the blade that will not be sharpened is heated three times to a purple color, which corresponds to a temperature of 285 °, and the cutting part is heated only once to a yellow color, after which the degree Its heating is checked using a magnet. You can learn more about this technique by watching the corresponding video.
Colors of heat and tarnish of carbon and low-alloy steels
On stainless steels, tarnish colors appear in the same sequence, but at higher temperatures
Different cooling media also provide different depths of the hardened layer (hardenability). Thus, when cooled with water, steel is calcined at a rate of 1 mm per second, and when oil is used as a cooling medium, this rate is almost halved. To harden a double-edged knife, obtaining hard cutting edges and an elastic core, you need to do the following: the blade, heated to the required temperature, is first dipped in water for two seconds and then placed in oil.
Another technology that allows you to qualitatively harden the cutting edge of a blade with significant thickness is hardening the knife in graphite. Using this technology, the details of which can also be easily studied in the video, you can qualitatively harden knives of various models and configurations (hunting knife, bayonet knife, butterfly knife, etc.). At the same time, such hardening can be performed efficiently at home.
Homemade knife after hardening in graphite
It is often necessary to carry out zone tempering of an already hardened knife in order to make its middle part more elastic, while maintaining the hardness of the cutting blades. At home, such a technological operation is performed according to the algorithm below.
- The middle part of the blade is heated using a metal rod with a diameter of 10 mm, heated to maximum.
- After heating the middle part of the blade, it is dipped in boiling water and kept in it for 2 hours.
- After soaking in boiling water, the blade is dipped into ice water.
After completing all the manipulations described above, you will receive a knife whose middle part of the blade has been subjected to low tempering.
You can determine the tempering temperature by the colors of tarnish - a rainbow film that appears when the cleaned surface of the knife is heated: from light yellow (item 1) to bluish (item 6)
If you are trying to harden your knife at home, you should follow two rules that will allow you to get high-quality results.
- The volume of coolant used must be large enough (minimum 20 liters). Otherwise, the liquid will become very hot, which will change the temperature regime and cooling rate, and this in turn will negatively affect the result of the entire technological operation.
- In order for the heat transfer from the heated knife to be uniform and not to lead during the hardening process, it cannot be moved in the cooling environment - it must be kept motionless.
Materials for the manufacture of valves of the gas distribution mechanism of an internal combustion engine
The valves of the gas distribution mechanism of an internal combustion engine are subject to increased requirements, therefore, for their manufacture, a combination of various materials is used, as well as the use of special surfacing and coatings. Particular attention is paid to the development of valve steels and alloys that operate at temperatures above 580 degrees Celsius. For example, the intake valves of a KamAZ diesel engine are made of 40Х10СМ2 marten grade steel. Exhaust valves operating at higher temperatures are made of EP-303M (5Х20Н4А19М) austenitic steel. The working chamfer of these valves is made by surfacing with a VZK alloy of the “Stelit” type, which contains up to 60% cobalt.
In order to replace scarce additives, nickel-based alloys that do not contain cobalt (EP-649, EP-616, EP-615) have been introduced. The disadvantages of these alloys include a decrease in hardness at a temperature of 1300 degrees Celsius, in comparison with the VZK alloy.
The inlet valves of diesel engines (SMD-60, D-240, D-65N, D-144, A-41) are made of 40Kh10STM steel, and the exhaust valves of engines (D-144, SMD-60, A-41) are made of steel EP-616, and engines (SMD-14, D-240, D-65N) - from steel 40Х10СМ2.
Special requirements are placed on the material for the manufacture of exhaust valves of a carburetor engine, formed according to the speed regime, which is subject to maximum thermal and mechanical loads. For the valves of these engines, heat-resistant steel EP970 is used, which is no different from steel EP303.
Blades X40
Perhaps the belief among hunters that a knife made of valve steel is cooler than even a knife made of Damascus is nothing more than a myth. However, the fact that this material is distinguished by simply excellent performance characteristics is the purest truth.
With a blade made of valve steel, for example, you can easily cut a bolt into 12. For the manufacture of such wonderful tools, exhaust valve steel for powerful diesel engines is used.
Masters make blades from this particular part. The fact is that the old metal is normalized and is characterized by the absence of internal stress. Diesel locomotive valves, which are made from X40 steel, are best suited for this purpose.
The most important thing when making a blade from valves is to pull the metal correctly. Making a long plate from X40 is quite difficult. This operation can only be done by experienced blacksmiths. This material does not require hardening.
Main characteristics of X40 steel
The valve is simply ideal for making absolutely any type of blade. X40 stainless steel knives can be used in difficult conditions.
X40 steel is heat-resistant, high-alloy. Its high mechanical properties are not lost even at very high temperatures (up to 600C). However, prolonged exposure may reduce impact strength.
This grade of steel is used in industry for the manufacture of valves for tractors, automobiles, and aircraft.
The main distinctive characteristics of the valves are:
• High carbon content in knives, providing blades with increased hardness; • Chromium present in steel makes it resistant to rust. You will never see red spots on such a blade. There is no need to lubricate the knife with fat during long-term storage; • The availability of the material makes it perhaps the most common of all used for manufacturing today.
Advantages of blades made of valve steel X40
The X40 knife has simply remarkable cutting properties. It's not too difficult to sharpen, but it holds an edge very well. Even after use on fairly hard materials, no nicks appear on the cutting edge of a valve steel blade.
A slight disadvantage of this type of steel is considered to be some brittleness to fracture. However, in order to break the knife from the valve, you still need to apply quite a serious force (the hardness of the steel is 57 - 58, which is generally optimal for blades).
This valve blade will last a long time, since the X40 metal does not rust. In addition, due to the presence of chromium in the steel, the blade does not tarnish. That is, it does not require periodic polishing. Ease of maintenance is another reason for the extraordinary popularity of such tools.
You can buy a valve steel knife of excellent quality in our workshop. Browse our catalog and you will definitely find the right model with excellent performance characteristics.
In addition, we sell other models - knives made of Damascus steel, diamond, stainless steel, etc.
Primary processing
The primary processing stage is carried out in order to give the workpiece a primary shape that will approximately resemble the final product. The preparatory stage is characterized by the following features:
- The workpiece is forged.
- The structure of the material is compacted.
The above information determines that a knife from a valve can only be made if you have the skills of a blacksmith. In addition, appropriate equipment is required, which is used to heat the material and deform it.
The creation of descents is carried out using emery. This stage can be characterized as follows:
- The cutting edge and the tip are formed.
- A suitable stone should be used to turn the workpiece in question.
Quite a lot of attention needs to be paid to this stage, since at this stage the working part of the blade is formed.
The quality and hardness of the surface layer can be increased by hardening. This procedure involves exposure to high temperature, after which the knife from the valve is cooled in the open air. The features of the procedure are the following:
- Requires oven.
- The holding temperature and time are selected depending on the size of the workpiece.
- It is recommended to cool outdoors. Due to this, the required hardness is ensured, but ductility is maintained.
In general, we can say that the hardening procedure is quite simple and does not require special complex equipment.
Main characteristics of x40 steel
The most interesting thing is that steel for valves of different technologies is made from different alloys. Cars have one, diesel locomotives have another, for airplanes in general it is probably classified, even ships will have their own alloy special for loads.
And what’s even more interesting is that, taking equipment of the same nature, the valves can also be of different compositions, for example, “Kamaz” and “Zhiguli”.
There are at least a dozen grades of steel, for example: EP 303 55Х20Г9АН4, 45Х14Н14В2М GOST 5632-72, 40Х9С2 GOST 5632-72, 45Х22Н4М3 GOST 5632-72, etc. And taking into account the customer’s specifications, in general, a hundred. But it so happens among the people that the most popular is 40th steel. So let's talk about it.
As the steelmakers and rollers themselves write, this steel is structural alloy. It is used in industry for high-strength products and is prone to temper brittleness. Products made from it have the following characteristics:
- does not rust due to the high chromium content;
- increased hardness is achieved due to the high carbon content;
- the material can be easily obtained, even in a car workshop.
It’s hard to disagree here; indeed, the characteristics have become quite high. But even if you can’t get this particular steel. Metallurgists claim that it can be replaced with the following brands: 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР. And this designation is only for domestic production, and there are many foreign analogues.
What is the purpose of the hardening process?
High-temperature processing of a metal allows you to change its internal structure - when heated to a certain temperature, the carbon content in it changes, and when it cools sharply, the metal retains the acquired structure. When alternating the heating and cooling process, the metal acquires strength. But heating at a certain temperature allows you to maintain the elasticity of the metal.
However, hardening is only the first part of the metal heat treatment process. The second part is the gradual cooling of the metal after heating. Tempering is necessary to relieve internal stress that arises in the crystal lattice of the metal and makes it brittle. Thus, in order to harden a knife, it is necessary to perform a complete hardening technology and complete it with a metal tempering process.
Valve steel
Valve steel) - exhaust valves of automobile, tractor and diesel engines, made of martensite-ferrite steel grades 15X6SYu and i2X13 - parts of boiler plants, turbines.
[2] Chromium-nickel austenitic valve steel has higher strength at temperatures of 600 - 900 C, higher ductility and is not hardened in air. Its disadvantage is low hardness (160 - 200 Nb), which cannot be increased by heat treatment, as well as insufficiently good cutting machinability, which is characteristic of austenitic steel. [3]
Alloying valve steels with both chromium and silicon primarily provides for an increase in scale resistance. The combined effect of chromium and silicon on increasing oxidation resistance at high temperatures is illustrated by the diagrams in Fig. It should also be borne in mind that if at 6-8% Cr the silicon content is higher than 3-5%, then the steel becomes ferritic and cannot be strengthened by heat treatment methods. [4]
The valve steel grades used can be combined into the following groups based on their chemical composition. [5]
However, only some valve steels can be welded. The most heat-resistant steels of the martensitic-austenitic class are not weldable. In addition, welded valves are less durable than extruded valves. [7]
Chrome-silicon (silchrome) and valve steels of types 4Х9С2, 4Х10С2М, ЗХ13Н7С2, 4Х14Н14В2М and 4Х14Н14СВ2М are used as a heat-resistant material in aircraft and car engine valves, in recuperators, heat exchangers, grates. These steels have high strength and hardness at operating temperatures and resist heat and fatigue well. They have high resistance to gas corrosion in the air atmosphere and in the condensate of gasoline combustion products. [8]
In table 12 presents individual grades of valve steel. [9]
Steel grades Х14Н14В and Х14Н14ВС are considered the best valve steel and are widely used as a material for exhaust valves of the most powerful aircraft engines. [10]
The coefficient of thermal expansion of the latter alloy is close to the corresponding indicator of valve steel 55Kh20G9AN4, and the hot hardness is high. [eleven]
As can be seen, the steel has higher mechanical properties, long-term strength and scale resistance than other grades of valve steel. [12]
Steel of the first five groups belongs to the carbide class and is hardened in air, which is associated with high hardness (up to 500 Nb) and brittleness, which is a significant disadvantage of valve steel. [13]
Steel for valves of internal combustion engines must meet the following requirements: a) well resist the action of repeated dynamic loads at high temperatures (up to 900 C in powerful aircraft engines); b) have a sufficiently high surface hardness; c) resist the corrosive effects of combustion products; d) have sufficient thermal conductivity and a limited coefficient of thermal expansion. In addition, to avoid brittleness, valve steel should not be hardened in air when the valve is cooled from its operating temperatures. None of the well-known steel grades (despite their extreme diversity) fully satisfies all of the above requirements. [14]
Carbon is necessary because it increases the stability of austenite. Silicon is used in valve steels for two reasons: firstly, it, especially in the presence of chromium, causes greater resistance to oxidation; secondly, when its content is up to 5%, the critical point Ac increases by approximately 50 for each percentage of silicon content. Chromium also increases the Ac point, by about 10 for every percent of its content in the material. [15]
Source of the article: https://www.ngpedia.ru/id476194p1.html
Rules for quality hardening
There are a few more simple rules that allow you to harden a knife at home to the highest possible quality.
- Before you begin surface or deep hardening of a knife made of a certain grade of steel, you can select the modes for performing such a technological operation using plates made of the same material. The first plate is used to more accurately select the required heating temperature. To do this, the metal plate must be heated unevenly: one part to the maximum temperature, the second to the minimum. Then the heated plate is dipped in water or oil and, after complete cooling, it is clamped in a vice, broken and the metal is examined for fracture. High-quality hardened metal, if the temperature conditions were selected correctly, should have a coarse-grained structure.
- The next stage of experiments with metal plates is the selection of the optimal cooling medium. Using various cooling media (water, oil, liquid lead, etc.), harden the plate to such a state that, when clamped in a vice, it breaks at a deflection of 30°. After this, it is necessary to temper the plate, also selecting various cooling media and temperature conditions. As a result of this operation, you should ensure that the plate, clamped in a vice, breaks at an angle of deflection of 45°.
- To avoid the appearance of surface cracks on the blade of a hardened knife, the product must first be annealed. When performing such a technological operation, for which it is desirable to use a muffle furnace with a temperature controller, the following rules must be adhered to: the knife is heated as long as possible, slowly and evenly.
Secrets of hardening: heat source
There are several options for devices that can bring the heating of a steel part to the desired temperature threshold. The ideal option is an industrial or home-made muffle furnace.
In the absence of such a tool, you can use another home assistant - a blowtorch.
A fairly powerful jet of flame makes it easy to heat parts of small thickness to the required temperature. Remember to move the torch along the plate being hardened to achieve even heating.
In addition, it is possible to use ordinary charcoal together with a blowtorch. To do this, dig a small hole in the soil, pour coal into it, and place the hardened blades of the knives on the edge. Heat the coal together with the plates with a lamp until the latter reaches the required heating. This method prevents the rapid cooling of the unheated part of the workpiece and its overheating.
Forging a knife from a valve
But just in terms of labor costs - idk.
quote: it’s not a problem to buy a strip of normal steel for almost pennies.
. but you can’t live forever in a cradle (c) K.E. Tsiolkovsky
moved from Knife through the eyes of the owner
quote: the trick is not in buying a finished product and modifying it for yourself, but in manufacturing it through the full cycle: design, forging, maintenance, assembly
Then it makes sense. According to Andrey Cherepanov, the valve itself is a good place to start, if you want to forge it. Hardening is simple, in air, or even without hardening, it gains hardness on its own.
quote: All of us who were “new” here in the past started with this.
It's true. As for processing. I can tell you from my own experience that it is easy to process and easy to polish. Well, as was said, it does not rust. And what about soap cutting - this is the tenth thing. It sits quickly, but is also easy to sharpen. If you make a knife for the kitchen (corrosion resistance), or a shelf holder polished to look like a mirror, then the valve is quite suitable.
quote: I don't like the valve. Although it doesn’t rust, it also cuts poorly. Some kind of soap cut and r.k. sits down quickly. Carbon is everything. IMHO.
Well, these U-shki. The only joy is that it is easy to sharpen to a high sharpness.
Only I, Cherepanov and Khalit know about SRM or DI, but we don’t tell anyone, otherwise you never know.
quote: Originally posted by VladBell: the trick is not in buying a finished product and modifying it for yourself, but in manufacturing through the full cycle: design, forging, maintenance, assembly
What's stopping you from doing the same thing from a strip of normal steel?
quote: Not bad for soft products for household use, but don’t expect super properties steel grade for tank valves 40x10s2ma relatively low carbon - zero four percent chromium up to 10% to 2% silicon up to 1% molybdenum low content of sulfur and phosphorus - conditionally stainless steel and stainless steel comes from 13% so decide
quote: We make knives not how it should be, but how it will turn out
quote: soap cut, complete nonsense
quote: The valve cut is soapy. I confirm.
quote: Originally posted by Xiagda:
Please advise what to use instead of a valve to make a knife? We are unlikely to have metal scientists who can determine the grade of steel in the laboratory. We make from -rapid (rail saw), -shushlaika valve (shushlaika - T-170 bulldozer) or 1D12B tank diesel (on ATS and other tractors), -block pin from the same ATS - tank diesel, -wolf trap spring, Preferably an old one, - from a carbon dioxide fire extinguisher body, - a mud pump plunger from a drilling rig, - a chainsaw tire, - a bearing race. Which one is better?
quote: Originally posted by and1111:
graduations are no good at all. Yes, a normal knife can be made, but they are weak to break.
quote: Originally posted by bakh:
I made a valve from the “hat”.
I haven’t seen the tractor one, I don’t know. and the “leg” was from a KAMAZ valve
Valve - steel grade?
I ask for help: they unfastened the locomotive valve, but it is rusting. Who knows the steel grade? Tell. Please do not send to the search (traffic + politics. ). The sheaf of sparks on the sandpaper is dense, dark red. I would be grateful for your advice - is it worth the trouble?
Of course it’s worth it, the steel is excellent, if you polish it like a mirror it won’t rust. It is called chromium-silicon-molybdenum heat-resistant steel 40Х10С2М or EI107.
Well, there are at least 10 brands of them. for example, steel EP 303 55Х20Г9АN4 Steel 45Х14Н14В2М GOST 5632-72 Steel 40Х9С2 GOST 5632-72 Steel 45Х22Н4М3 GOST 5632-72
and so on .. well, I hope they haven’t banned you from Google? (c)
Only the one on the INTAKE is used for the knife! Which is NOT suitable for graduation!
Comrade Zaicheg, thank you for the information! Mr. Serjant, please accept my gratitude! Please explain what a ghoul (gul, ghoul.) is and why he (her.) cannot be banned? Sincerely, Kalmuik. PS The strip turned out to be quite good: 500x35x8-3. Of course, there is a lot of work, but if the steel is worth it, it will be a joy. GAU-8A - They said that the valve was INTAKE, but I heard different opinions on this matter. The stainless steel itself, incl. I check the valves with a magnet. Thanks everyone!
Remember this for life. The valve must be EXHAUST for the simple reason that it operates under much more severe conditions. The exhaust gases have a higher temperature, which is due to the higher quality of the valve material compared to the intake, where fuel and gas (air) are supplied cold.
Interesting information, but Maryanko says it the other way around. Where is the truth?
The exhaust gases have a higher temperature, which is due to the higher quality valve material compared to the intake
to Serjant: 1. I think there needs to be a discussion about this and put it in the FAQ. 2. The statement that only graduation is, in my amateur opinion, incorrect, although before this I thought exactly the opposite. They say that the exhaust valve does not get hot precisely because it is heat-resistant, there is little carbon there, and there are a lot of alloying additives. to kalmuik: If the strip is long, then perhaps it was forged from the valve stem, and not from the head. Because it is more difficult to forge from the head. But the rod uses a completely different steel if the valve is large. That is there is one steel on the head, and another on the stem. Therefore, find out from which part it was forged. If from the stem, then the type of valve is not important. Sincerely
Serjant
better quality valve material compared to the intake valve, where fuel and gas (air) are supplied cold.
Well, the intake also heats up over 500K.
What does “better quality” mean?
Interesting. At my work, a guy has an unforged strip, and now he’s also making a knife for himself. Is it true that it is supposedly “hardening” and that there is no need to heat it? If so, how to process it, what hardness does the strip have? What is the general advantage of this steel? (I live near the station, I can get it!)
The stainless steel itself, incl. I check the valves with a magnet. Thanks everyone!
GAU-8A
Of course, you may not remember it for the rest of your life, but forget it right away, but EXHAUST valves are made of chrome-nickel-tungsten steel and it does not tolerate hardening. Read Maryanko.
Oh my goodness, I wonder why dozens of personally forged exhaust valves from a wide variety of equipment were hardened. Many are still in use, for 20 years now.
I don’t give a fuck about Maryanko or anyone else with their opinions, I have personal opinions and facts. You need to be able to harden.
Sergeant and anatoly +1000
Inlet. 500K. After all, it will shoot into the carburetor!